一种热缩焊锡物对铜腐蚀性能的检测装置及方法与流程
1.本发明涉及铜腐蚀检测技术领域,具体而言,涉及一种热缩焊锡物对铜腐蚀性能的检测装置及方法。
背景技术:
2.电线是设备连接过程中必不可少的一部分,随着电子信息设备的更新迭代,对电线的安全性要求越来越高。电线在使用过程中常遇到常用到需要将两根电线连接在一起,常用的连接方法是将两根电线的一端护套和绝缘层剥掉后将线芯拧到一起,再使用热缩环或热缩焊锡环包覆在线芯连接处。
3.热缩焊锡环是由低熔点合金及热缩管组合并用,将两根电线连接在一起的同时,还能保护接点不受空气氧化及其他腐蚀性气体的影响,广泛应用于铁路、船舶、航空电子、电力、电子等领域。
4.由于热缩焊锡环与电线线芯直接接触,若热缩焊锡环中含有腐蚀性物质,将对线芯(尤其是铜线芯)造成腐蚀,导致电线在使用过程中发生腐蚀失效,严重时导致电线或设备烧毁。
5.目前还没有简单可靠的评估热缩焊锡环对铜的腐蚀性的方法。
6.鉴于此,特提出本发明。
技术实现要素:
7.本发明的目的之一在于提供热缩焊锡物对铜腐蚀性能的检测装置,以解决上述技术问题。
8.本发明的目的之二在于提供与上述检测装置配合的检测方法。
9.本技术可这样实现:
10.第一方面,本技术提供一种热缩焊锡物对铜腐蚀性能的检测装置,包括容器、加热装置以及检测组件;
11.检测组件包括试验组件;
12.试验组件包括第一铜镜以及第一容纳管;
13.第一铜镜在测试过程中悬挂于第一容纳管内,且第一铜镜的底端与第一容纳管的底端具有第一间距;第一容纳管的顶部在测试过程中为封闭状态;
14.容器内用于盛装导热介质并使导热介质在测试过程中浸没第一容纳管的下部;加热装置用于对容器内的导热介质进行加热;待测热缩焊锡物在测试过程中置于第一容纳管的被导热介质浸没的区域内。
15.在可选的实施方式中,检测装置还包括空白组件;
16.空白组件包括与第一铜镜相同的第二铜镜以及与第一容纳管相同的第二容纳管;
17.第二铜镜在测试过程中悬挂于第二容纳管内,第二铜镜的底端与第二容纳管的底端具有第二间距,第一间距与第二间距相等;第二容纳管的顶部在测试过程中为封闭状态;
18.第二容纳管的下部在测试过程中按第一容纳管相同的深度浸没于导热介质内。
19.在可选的实施方式中,试验组件的数量至少为2组。
20.在可选的实施方式中,检测装置还包括温度计,每个容纳管均对应设有1根温度计,每根温度计的测量端均伸入对应的容纳管内,且温度计的测量头与相应容纳管内的铜镜下端齐平。
21.在可选的实施方式中,检测装置还包括铜丝,每个铜镜均对应连接有用于将铜镜悬挂于容纳管内的铜丝。
22.在可选的实施方式中,每个铜镜的长均为25.4mm、宽均为6.35mm、厚度均为入射光线的透过率均为5-15%;
23.和/或,每根试管的直径均为12.7mm、长度均为304.8mm;
24.和/或,每根铜丝的直径为0.1-0.25mm。
25.在可选的实施方式中,第一间距为15.24-17.78cm;
26.和/或,第一容纳管浸入导热介质内的深度为50.8mm。
27.第二方面,本技术提供一种热缩焊锡物对铜腐蚀性能的检测方法,采用前述实施方式任一项的检测装置对待测热缩焊锡物对铜腐蚀性能进行测定。
28.在可选的实施方式中,待测热缩焊锡物包括热缩焊锡环或热缩屏蔽焊锡环。
29.在可选的实施方式中,包括以下步骤:将待测热缩焊锡物置于第一容纳管内侧底部,开启加热装置对容器内的导热介质加热并使待测热缩焊锡物内的可挥发性物质挥发,以腐蚀第一容纳管内的位于待测热缩焊锡物上方的铜镜,根据检测时间内铜镜表面腐蚀面积判断待测热缩焊锡物的铜腐蚀性能。
30.在可选的实施方式中,测试过程中,铜镜的底部的温度不高于60℃。
31.在可选的实施方式中,测试时间为15.5-16.5h。
32.在可选的实施方式中,判断待测热缩焊锡物的铜腐蚀性能的标准如下:
33.若铜镜腐蚀面积大于铜镜面积的10%,判定为不合格;反之为合格。
34.在可选的实施方式中,铜镜表面腐蚀面积根据铜镜表面发生颜色变化的面积占整个铜镜表面面积的百分比进行计算。
35.本技术的有益效果包括:
36.本技术提供的热缩焊锡物对铜腐蚀性能的检测装置结构简单,采用该检测装置对待测热缩焊锡物对铜腐蚀性能进行测定,可通过待测热缩焊锡物内的可挥发性物质挥发以腐蚀第一容纳管内的位于所述待测热缩焊锡物上方的铜镜,进而可根据铜镜表面腐蚀面积判断待测热缩焊锡物的铜腐蚀性能。该方法在满足astm d2671测试要求的同时,可以直观准确地反映出热缩焊锡环或热缩屏蔽焊锡环对铜的腐蚀强度(腐蚀性),对电线连接的质量评估、可靠性评估具有较大的应用前景。
附图说明
37.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
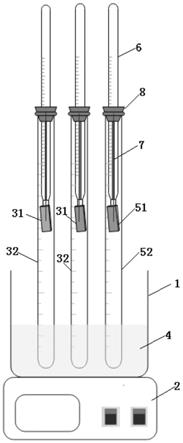
38.图1为本技术提供的热缩焊锡物对铜腐蚀性能的检测装置结构示意图;
39.图2为本技术提供的腐蚀前的第一铜镜的示意图。
40.图标:1-容器;2-加热装置;31-第一铜镜;32-第一容纳管;4-导热介质;51-第二铜镜;52-第二容纳管;6-温度计;7-铜丝;8-塞子。
具体实施方式
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
42.下面对本技术提供的热缩焊锡物对铜腐蚀性能的检测装置及方法进行具体说明。
43.本技术提出一种热缩焊锡物对铜腐蚀性能的检测装置,如图1所示,包括容器1、加热装置2以及检测组件;
44.检测组件包括试验组件;
45.试验组件包括第一铜镜31以及第一容纳管32;
46.第一铜镜31在测试过程中悬挂于第一容纳管32内,且第一铜镜31的底端与第一容纳管32的底端具有第一间距;第一容纳管32的顶部在测试过程中为封闭状态;
47.容器1内用于盛装导热介质4并使导热介质4在测试过程中浸没第一容纳管32的下部;加热装置2用于对容器1内的导热介质4进行加热;待测热缩焊锡物(图未示)在测试过程中置于第一容纳管32的被导热介质4浸没的区域内。
48.在一些优选的实施方式中,容器1和加热装置2为一体装置,示例性地可以为集热式恒温加热磁力搅拌器,其精度优选大于
±
0.5℃。在其它实施方式中,容器1和加热装置2可单独地为两个结构,其中,容器1置于加热装置2的加热区域。具体的,容器1可以为烧杯或其它具有容置功能的器具,加热装置2为电磁炉或电炉等。
49.本技术中,试验组件的数量可以仅为1组,优选至少为2组,如2组、3组、4组或更多。当试验组件的数量为2组或更多时,可获得多组测试数据,取该多组测试数据的平均结果作为最终结果可提高试验结果的准确性。需强调的是,每组试验组件的结构、尺寸等条件均相同。
50.第一铜镜31(如图2所示)可通过真空镀铜方式制备得到,厚度设置为入射光线的透过率设置为5-15%(即10
±
5%)。铜镜的长设置为25.4mm、宽设置为6.35mm。
51.第一容纳管32示例性地可以为试管(如圆底试管)。试管的直径设置为12.7mm、长度设置为304.8mm。
52.第一间距可以为15.24-17.78cm,如15.24cm、15.5cm、16cm、16.5cm、17cm、17.5cm或17.78cm等,也可以为15.24-17.78cm范围内的其它任意值。需说明的是,在测试过程中,若温度计6温度高于60℃时,需在上述第一间距范围内调节第一铜镜31的底部距离第一容纳管32的底部之间的距离,以使铜镜所处位置温度低于或等于60℃。
53.第一容纳管32在测试过程中呈封闭状态可以通过在其上部敞口处设置塞子8(木塞)等来实现。通过上端封闭,使得由待测热缩焊锡物受热挥发出的挥发性物质能够始终作用于第一容纳管32内的铜镜。
54.优选地,木塞在使用前,采用铜箔进行包裹,以避免挥发性物质进入木塞的孔隙内影响测定结果。
55.容器1内盛装的导热介质4示例性地可以为硅油,其具有较高的热传递效率,且其具有较高的稳定性。在其它实施方式中,也可用其它常见的导热油,在此不做过多限定。
56.测试过程中,第一容纳管32浸入导热介质4内的深度为50.8mm。
57.需强调的是,本技术中第一容纳管32浸入导热介质4内的深度与第一间距以及第一容纳管32的直径是相互配合设置的。按本技术提供的相关范围进行设置,一方面可确保第一容纳管32具有较为合适的加热面积,使待测热缩焊锡物在试管内受热挥发出来的挥发性物质能够顺利地向上挥发,并通过第一间距对铜镜产生腐蚀(若第一容纳管32浸入导热介质4内的深度过短,容易使挥发出的物质还未完全通过第一间距即又重新向下聚集在第一容纳管32底部;若第一间距过长,也会导致挥发性物质无法对铜镜产生有效的腐蚀)。若上述任意参数改变后,会导致加热效果以及挥发性物质在第一容纳管32内的扩散体积发生变化,导致测定结果不准确。
58.进一步地,本技术提供的检测装置还可包括空白组件。
59.在一些优选的实施方式中,检测装置包括2个试验组件以及1个空白组件。
60.空白组件包括与第一铜镜31相同的第二铜镜51以及与第一容纳管32相同的第二容纳管52;
61.第二铜镜51在测试过程中悬挂于第二容纳管52内,第二铜镜51的底端与第二容纳管52的底端具有第二间距,第一间距与第二间距相等;第二容纳管52的顶部在测试过程中为封闭状态;
62.第二容纳管52的下部在测试过程中按第一容纳管32相同的深度浸没于导热介质4内。
63.也即,可以理解为,空白组件与试验组件的唯一区别在于:空白组件的第二容纳管52内无待测热缩焊锡物,其余条件均同试验组件相同。
64.进一步地,本技术提供的检测装置还可包括温度计6,每个容纳管均对应设有1根温度计6,每根温度计6的测量端均伸入对应的容纳管内,且温度计6的测量头与相应容纳管内的铜镜下端齐平,以监测和控制铜镜下端处在检测过程中的温度变化。
65.上述温度计6的量程可以为0-100℃。
66.在一些实施方式中,可以是在木塞上开设通孔,温度计6的非测量端穿过通孔并固定,可参考地,温度计6的非测量端与木塞之间可以为过盈配合。
67.在可选的实施方式中,上述检测装置还包括铜丝7,每个铜镜均对应连接有用于将铜镜悬挂于容纳管内的铜丝7。具体的,每个铜镜表面均缠绕有铜丝7,且该铜丝7的悬挂端可以通过木塞卡紧,以固定铜镜。
68.可参考地,每根铜丝7的直径均可为0.1-0.25mm,如0.1mm、0.15mm、0.2mm或0.25mm等,也可以为0.1-0.25mm范围内的其它任意值。
69.需说明的是,若铜丝7的直径过细,容易断裂,无法对铜镜进行有效的固定;若铜丝7的直径过粗,待测热缩焊锡物受热挥发出的挥发性物质会与该铜丝7发生腐蚀反应,从而会降低最终的检测结果准确性。
70.上述整体结构可由铁架台以及支撑夹等进行支撑和固定。
71.相应的,本技术还提供了一种热缩焊锡物对铜腐蚀性能的检测方法,采用上述检测装置对待测热缩焊锡物对铜腐蚀性能进行测定。
72.可参考地,待测热缩焊锡物包括热缩焊锡环或热缩屏蔽焊锡环。
73.作为参考地,检测可包括以下步骤:将待测热缩焊锡物置于第一容纳管32内侧底部,开启加热装置2对容器1内的导热介质4加热并使待测热缩焊锡物内的可挥发性物质挥发,以腐蚀第一容纳管32内的位于待测热缩焊锡物上方的铜镜,根据检测时间内铜镜表面腐蚀面积判断待测热缩焊锡物的铜腐蚀性能。
74.测试过程中,铜镜的底部的温度不高于60℃,该温度为相关检测标准(astm d2671测试要求)中的温度要求。测试时间可设置为15.5-16.5h(优选16h)。
75.以试验组件的数量为2组,空白组件的数量为1组为例,检测可参照以下步骤:
76.s1:铜镜的制备及试验装置搭建:制备长为25.40mm,宽为6.35mm的铜镜3块,使用3根圆底试管、1台集热式恒温加热磁力搅拌器、试管夹、温度计6、铁架台搭建试验装置,试验装置见图1;
77.其中,所述铜镜采用真空镀铜制备得到,其厚度相当于5000a,正常入射光线的透过率为(10
±
5)%;圆底试管直径为12.70mm,试管长度为304.80mm;温度计6量程为(0-100)℃;集热式恒温加热磁力搅拌器温度控制精度应大于
±
0.5℃。
78.s2:将热缩焊锡环或热缩屏蔽焊锡环放入到其中两根试管中,另一根试管内为空白样,采用细铜丝7将铜镜固定,并悬挂在距离试管底部15.24-17.78cm的位置,将带有温度计6的木质试管塞包裹并安装到试管上,调整温度计6距离,使温度计6底端与铜镜底部平齐;
79.其中,细铜丝7直径为0.1-0.25mm,带有温度计6的木质试管塞使用前,应使用铜箔将木质塞完全包裹,温度计6底端与铜镜底端平齐,距试管底部距离均为15.24-17.78cm,控制铜镜位置温度应低于60℃,当温度计6温度高于60℃时,在距试管底部距离均为15.24cm~17.78cm的范围内调节铜镜和温度计6与试管底部的距离,使铜镜所处位置温度低于或等于60℃。
80.s3:将试管放入到装有硅油的集热式恒温加热磁力搅拌器中,使试管浸入深度为50.80mm,开启集热式恒温加热磁力搅拌器,使油浴锅内温度达到热缩焊锡环、热缩屏蔽焊锡环规定的温度(不超过60℃),并在该温度下保持15.5-16.5h(如16h)。
81.可参考地,判断待测热缩焊锡物的铜腐蚀性能的标准如下:
82.若铜镜腐蚀面积大于铜镜面积的10%,判定为不合格;反之为合格。
83.在可选的实施方式中,铜镜表面腐蚀面积根据铜镜表面发生颜色变化的面积占整个铜镜表面面积的百分比进行计算。
84.颜色变化的检测可参考:将铜镜取出,在光线良好的环境下,将铜镜放置在纯白背景下,采用相机对铜镜表面进行外观拍照,采用软件计算铜镜表面腐蚀面积,根据腐蚀面积判断热缩焊锡环、热缩屏蔽焊锡环是否合格。
85.上述过程中,拍照示例性地可使用莱卡相机,计算铜镜腐蚀的软件为可以识别色差的软件,如image pro plus或photoshop(ps),具体步骤为:将试验后的铜镜放置在纯白背景下,保持良好的光线,采用莱卡相机对试验后铜镜进行拍照(保持相机与铜镜表面平行),将照片导入image pro plus或photoshop(ps),根据铜镜表面颜色差异计算铜镜表面
腐蚀面积,腐蚀面积除以铜镜面积得到腐蚀面积比例。
86.承上,本技术提供的检测方法及装置通过铜镜表面腐蚀面积,在满足astm d2671测试要求的同时,可以直观准确地反映出热缩焊锡环或热缩屏蔽焊锡环对铜的腐蚀强度(腐蚀性),对电线连接的质量评估、可靠性评估具有较大的应用前景。
87.以下结合实施例对本发明的特征和性能作进一步的详细描述。
88.实施例1
89.本实施例提供一种热缩焊锡环对铜腐蚀性能的检测装置及方法,具体如下:
90.铜镜的制备及试验装置搭建:制备长为25.40mm、宽为6.35mm的铜镜3块,采用试管夹将三根试管固定于铁架台上,使试管与水平面平行,将温度计6穿过软木塞中间,并采用铜箔将木塞包裹;
91.将已知为质量合格的热缩焊锡环放入到其中两根试管中,另一根试管内为空白,采用直径为0.15mm的细铜丝7将铜镜固定,并悬挂在距离试管底部15.24cm的位置,将铜箔包裹的带有温度计6的木质试管塞安装到试管上,调整温度计6距离,使温度计6底端与铜镜底部平齐;
92.将3根试管放入到装有硅油的集热式恒温加热磁力搅拌器中,试管浸入深度为50.80mm,开启集热式恒温加热磁力搅拌器(加热开关和搅拌开关同时开启),使油浴锅内温度达到热缩焊锡环规定的121℃,观察温度计6温度,温度计6温度为38℃,符合试验要求,在该温度下保持16h;
93.将铜镜取出,将铜镜放置在纯白背景下,保持良好的光线,采用卡相机对试验后铜镜进行拍照,将照片导入image pro plus软件中,点击“measure”选择“count/size”中的“select color”,使用color cube based中的吸管选择需要计算的区域,勾选预览模式,点击“count”,得到对应区域面积,将腐蚀区域面积除以铜镜面积,得到铜镜表面腐蚀面积为1.5%;
94.由于铜镜表面腐蚀面积小于10%,判定该热缩焊锡环为合格,与待测样品本身已知的合格结果一致,说明本技术提供的方法准确可行。
95.实施例2
96.本实施例提供一种热缩屏蔽焊锡环对铜腐蚀性能的检测装置及方法,具体如下:
97.制备铜镜及搭建试验装置。制备长为25.40mm,宽为6.35mm的铜镜3块,采用试管夹将三根试管固定于铁架台上,使试管与水平面平行,将温度计6穿过软木塞中间,并采用铜箔将木塞包裹;
98.将已知为质量合格的热缩焊锡环放入到其中两根试管中,另一根试管内为空白,采用直径为0.15mm的细铜丝7将铜镜固定,并悬挂在距离试管底部17.78cm的位置,将铜箔包裹的带有温度计6的木质试管塞安装到试管上,调整温度计6距离,使温度计6底端与铜镜底部平齐;
99.将3根试管放入到装有硅油的集热式恒温加热磁力搅拌器中,试管浸入深度为50.80mm,开启集热式恒温加热磁力搅拌器(加热开关和搅拌开关同时开启),使油浴锅内温度达到热缩焊锡环规定的200℃,观察温度计6温度,温度计6温度为52℃,符合试验要求,在该温度下保持16h;
100.将铜镜取出,将铜镜放置在纯白背景下,保持良好的光线,采用采用卡相机对试验
后铜镜进行拍照,将照片导入image pro plus软件中,点击“measure”选择“count/size”中的“select color”,使用color cube based中的吸管选择需要计算的区域,勾选预览模式,点击“count”,得到对应区域面积,将腐蚀区域面积除以铜镜面积,得到铜镜表面腐蚀面积为2.8%;
101.由于铜镜表面腐蚀面积小于10%,判定该热缩屏蔽焊锡环为合格,与待测样品本身已知的合格结果一致,说明本技术提供的方法准确可行。
102.对比例1
103.该对比例与实施例2的区别在于:开启集热式恒温加热磁力搅拌器(加热开关和搅拌开关同时开启),使油浴锅内温度达到热缩焊锡环规定的200℃,观察温度计6温度,温度计6温度为68℃(温度超过要求温度),在该温度下保持16h。
104.对应计算得到铜镜表面腐蚀面积为15%,判定该热缩屏蔽焊锡环为不合格,与待测样品本身已知的合格结果不一致,说明更改铜镜下端的温度会使得检测结果不准确。
105.对比例2
106.该对比例与实施例2的区别在于:将试管放入到装有硅油的集热式恒温加热磁力搅拌器中,试管浸入深度为80mm(浸入深度超过50.80mm),开启集热式恒温加热磁力搅拌器(加热开关和搅拌开关同时开启),使油浴锅内温度达到热缩焊锡环规定的200℃,观察温度计6温度,温度计6温度为89℃(温度超过要求温度),在该温度下保持16h。
107.对应计算得到铜镜表面腐蚀面积为37%,判定该热缩屏蔽焊锡环为不合格,与待测样品本身已知的合格结果不一致,说明更改试管浸入深度会使得检测结果不准确。
108.综上所述,本技术提供的检测方法及装置通过铜镜表面腐蚀面积,在满足astm d2671测试要求的同时,可以直观准确地反映出热缩焊锡环或热缩屏蔽焊锡环对铜的腐蚀强度(腐蚀性),对电线连接的质量评估、可靠性评估具有较大的应用前景。
109.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1