一种激光除锈状态探测方法与流程
1.本发明涉及激光除锈技术领域,具体是一种激光除锈状态探测方法。
背景技术:
2.激光除锈原理就是激光清洗,利用高频高能激光脉冲照射工件表面,涂覆层可以瞬间吸收聚焦的激光能量,使表面的油污、锈斑或涂层发生瞬间蒸发或剥离,高速有效地清除表面附着物或表面涂层的清洁方式,而作用时间很短的激光脉冲,在适当的参数下不会伤害金属基材,在激光除锈的同时会对除锈状态进行探测,以减少对金属基材的损害。
3.经检索,中国专利201010290349.5公开了“一种激光除锈状态探测方法及装置”,这种激光除锈状态探测方法通过探测激光除锈过程中激发的等离子体,并将等离子体能量转换成电压信号,比较基体表面和锈蚀表面在激光冲击过程中输出信号的不同进行除锈状态的探测,该方法对实现简单,抗干扰能力强,激光除锈状态探测装置主要包括聚焦透镜、滤波器、光电转换装置和控制器,滤波器滤除与冲击激光束波长相同的反射光和散射光,光电转换装置将等离子体能量转换成电压信号,控制器对电压信号进行比较分析并确定除锈状态,但是该专利单纯采用压电信号探测,效果较差,容易因扫描过多导致基体损伤。因此,本领域技术人员提供了一种激光除锈状态探测方法,以解决上述背景技术中提出的问题。
技术实现要素:
4.本发明的目的在于提供一种激光除锈状态探测方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种激光除锈状态探测方法,包括如下步骤:
6.s1:针对不同材质工件的确定所需除锈阈值、反射光强度阈值,实时监测激光除锈时激光的能量温度;
7.s2:运用波长1060-1064nm、脉宽8-10ns、能量1-1.2j、光斑直径2.5-3mm的激光对生锈程度进行单点多次激光辐照、并用pvdf压电薄膜逐次收集除锈过程中产生的声表面波信号;
8.s3:采用光电二极管采集激光诱导离子体的光强信息,并输入到示波器,将激光诱导等离子体的光强信息转换为电压信号;
9.s4:采用卤素钨灯聚焦后投射在除锈的工件表面,再经聚焦镜反射到光纤束,经过分束器依次用红、绿、篮光探测器收集;
10.s5:将实时的激光能力温度、声表面波信号、压电信号以及红、绿、篮光探测器监测数据传递至单片机进行分析,直至四者全部达标后,完成除锈。
11.作为本发明更进一步的方案:s1中除锈阈值的确定公式为:tv≤ts≤tm12.式中:tv为锈层的汽化温度、ts为激光能量温度、tm为工件的熔点;
13.当tv=ts时为该工件的除锈阈值,当ts=tm时为该工件的损伤阈值。
14.作为本发明更进一步的方案:ts由下式得出:
15.式中:f为激光能量密度、r为工件表面反射率、k为热导率、a为热扩散率、t为激光脉宽。
16.作为本发明更进一步的方案:s2中pvdf压电薄膜有效面积为1.2
×
3cm、厚度为50μm,且pvdf压电薄膜通过双面胶粘在工件表面。
17.作为本发明更进一步的方案:s4中声表面波信号随着锈蚀面的不断脱落而发生改变,当接收的表面波信号3次未发生改变则视为除锈成功。
18.作为本发明更进一步的方案:s4中单片机内存储有电压信号阈值,通过计算前后两次之间的电压信号差值,直至计算出的电压信号差值小于电压信号阈值则视为除锈成功。
19.与现有技术相比,本发明的有益效果是:本发明采用多种方法同时监测,便于及时关闭激光电源终止除锈,绿色环保,在保证锈迹清理力度的同时,也避免因扫描过多导致金属基体损伤,有效的提高了监测效率,降低了能耗。
具体实施方式
20.实施例1
21.本发明实施例中,一种激光除锈状态探测方法,包括如下步骤:
22.s1:针对不同材质工件的确定所需除锈阈值、反射光强度阈值,实时监测激光除锈时激光的能量温度;
23.s2:运用波长1064nm、脉宽10ns、能量1j、光斑直径3mm的激光对生锈程度进行单点多次激光辐照、并用pvdf压电薄膜逐次收集除锈过程中产生的声表面波信号;
24.s3:采用光电二极管采集激光诱导离子体的光强信息,并输入到示波器,将激光诱导等离子体的光强信息转换为电压信号;
25.s4:采用卤素钨灯聚焦后投射在除锈的工件表面,再经聚焦镜反射到光纤束,经过分束器依次用红、绿、篮光探测器收集;
26.s5:将实时的激光能力温度、声表面波信号、压电信号以及红、绿、篮光探测器监测数据传递至单片机进行分析,直至四者全部达标后,完成除锈。
27.进一步的,s1中除锈阈值的确定公式为:tv≤ts≤tm28.式中:tv为锈层的汽化温度、ts为激光能量温度、tm为工件的熔点;
29.当tv=ts时为该工件的除锈阈值,当ts=tm时为该工件的损伤阈值。
30.进一步的,ts由下式得出:
31.式中:f为激光能量密度、r为工件表面反射率、k为热导率、a为热扩散率、t为激光脉宽。
32.进一步的,s2中pvdf压电薄膜有效面积为1.2
×
3cm、厚度为50μm,且pvdf压电薄膜通过双面胶粘在工件表面。
33.进一步的,s4中声表面波信号随着锈蚀面的不断脱落而发生改变,当接收的表面波信号3次未发生改变则视为除锈成功。
34.进一步的,s4中单片机内存储有电压信号阈值,通过计算前后两次之间的电压信
号差值,直至计算出的电压信号差值小于电压信号阈值则视为除锈成功。
35.实施例2
36.本实施例中,一种激光除锈状态探测方法,包括如下步骤:
37.s1:针对不同材质工件的确定所需除锈阈值、反射光强度阈值,实时监测激光除锈时激光的能量温度;
38.s2:运用波长1060nm、脉宽8ns、能量1.2j、光斑直径2.5mm
39.的激光对生锈程度进行单点多次激光辐照、并用pvdf压电薄膜逐次收集除锈过程中产生的声表面波信号;
40.s3:采用光电二极管采集激光诱导离子体的光强信息,并输入到示波器,将激光诱导等离子体的光强信息转换为电压信号;
41.s4:采用卤素钨灯聚焦后投射在除锈的工件表面,再经聚焦镜反射到光纤束,经过分束器依次用红、绿、篮光探测器收集;
42.s5:将实时的激光能力温度、声表面波信号、压电信号以及红、绿、篮光探测器监测数据传递至单片机进行分析,直至四者全部达标后,完成除锈。
43.进一步的,s1中除锈阈值的确定公式为:tv≤ts≤tm44.式中:tv为锈层的汽化温度、ts为激光能量温度、tm为工件的熔点;
45.当tv=ts时为该工件的除锈阈值,当ts=tm时为该工件的损伤阈值。
46.进一步的,ts由下式得出:
47.式中:f为激光能量密度、r为工件表面反射率、k为热导率、a为热扩散率、t为激光脉宽。
48.进一步的,s2中pvdf压电薄膜有效面积为1.2
×
3cm、厚度为50μm,且pvdf压电薄膜通过双面胶粘在工件表面。
49.进一步的,s4中声表面波信号随着锈蚀面的不断脱落而发生改变,当接收的表面波信号3次未发生改变则视为除锈成功。
50.进一步的,s4中单片机内存储有电压信号阈值,通过计算前后两次之间的电压信号差值,直至计算出的电压信号差值小于电压信号阈值则视为除锈成功。
51.测试例
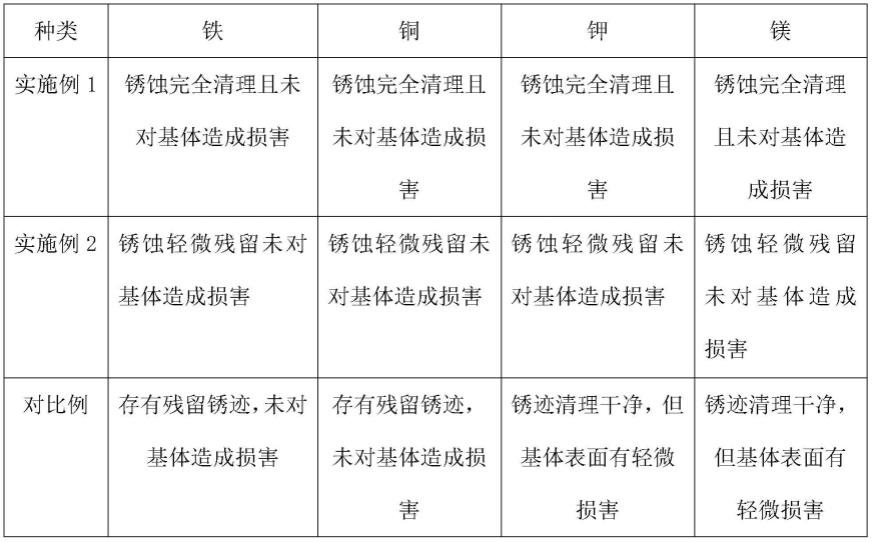
52.测试组别:实施例1、实施例2对比文件(专利申请号201010290349.5);
53.测试方法:选择不同材质(相同厚度且锈蚀情况相差不大)的金属(每种金属10个,分成两组),采用激光除锈,同时分别采用实施例和对比文件方法进行探测,测试除锈结果:
[0054][0055]
结合上述数据可以明显看出,本发明采用多种方法同时监测,便于及时关闭激光电源终止除锈,绿色环保,在保证锈迹清理力度的同时,也避免因扫描过多导致金属基体损伤,有效的提高了监测效率,降低了能耗,相比对比例更加实用。
[0056]
以上的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1