一种板件检测机构及板件检测系统的制作方法
1.本发明涉及电路板技术领域,特别是涉及一种板件检测机构及板件检测系统。
背景技术:
2.在pcb(printed circuit board,印制电路板)制造的贴膜工艺制程中,用于贴膜的压膜机(也称贴膜机)或涂布机在产品加工过程的工艺留边露铜控制,还采用传统的人工监控和管理方法,靠人工定时抽检产品的留边露铜尺寸是否满足工艺要求,当发现不合格时,需要立即停机人工调整设备参数或维修设备,造成产品批量返工和停机产能损失。因此,亟需一种智能化的检测设备,能自动检测pcb贴膜工艺留边露铜尺寸的装置,以替代人工的自动在线质量检验。
技术实现要素:
3.本发明主要解决的技术问题是提供一种板件检测机构及板件检测系统,以替代人工进行板件的质量检验。
4.为解决上述技术问题,本发明采用的一个技术方案是提供一种板件检测机构,所述板件检测机构包括检测装置、计算分析装置和执行装置;所述检测装置包括在线检测组件,所述在线检测组件设置于贴膜设备之后,用于对经所述贴膜设备贴膜后的板件进行在线测量,并将测量结果上传至所述计算分析装置;所述计算分析装置与所述在线检测组件连接,用于根据所述测量结果判断所述板件是否合格,得到第一判断结果,并根据所述第一判断结果发送第一控制任务至所述执行装置;所述执行装置与所述计算分析装置连接,且所述执行装置用于与所述贴膜设备连接,所述执行装置用于对所述贴膜设备执行所述第一控制任务。
5.其中,所述检测装置还包括传感器采集组件,所述传感器采集组件设置于所述贴膜设备中,所述传感器采集组件与所述计算分析装置连接,用于对所述贴膜设备在所述板件从进入所述贴膜设备到贴膜后的过程中的加工状态参数进行采集,并将所述加工状态参数上传至所述计算分析装置;所述计算分析装置还用于判断所述加工状态参数是否满足预设上下限范围,得到第二判断结果,并根据所述第二判断结果发送第二控制任务至所述执行装置;所述执行装置还用于对所述贴膜设备执行所述第二控制任务。
6.其中,所述计算分析装置还用于基于所述测量结果和所述加工状态参数计算所述贴膜设备的制程能力,并根据所述制程能力发送第三控制任务至所述执行装置;所述执行装置还用于对所述贴膜设备执行所述第三控制任务。
7.其中,所述计算分析装置包括相互连接的计算模块和分析模块;所述计算模块分别与所述在线检测组件和所述传感器采集组件连接,用于根据所述测量结果判断所述板件是否合格,得到第一判断结果,以及判断所述加工状态参数是否满足所述预设上下限范围,得到第二判断结果,并将所述第一判断结果和所述第二判断结果发送至所述分析模块;所述分析模块与所述执行装置连接,用于根据所述第一判断结果生成所述第一控制任务,以
及根据所述第二判断结果生成所述第二控制任务,并发送所述第一控制任务和所述第二控制任务至所述执行装置。
8.其中,所述计算模块还用于基于所述测量结果和所述加工状态参数计算所述贴膜设备的制程能力,并将所述制程能力发送至所述分析模块;所述分析模块还用于根据所述制程能力生成所述第三控制任务,并发送所述第三控制任务至所述执行装置。
9.其中,所述计算模块还用于将所述测量结果和所述加工状态参数进行关联,得到关联后的数据组,并将所述关联后的数据组发送至所述分析模块;所述分析模块还用于利用预测性模型对所述关联后的数据组进行模型分析,得到板件的预测结果,根据所述预测结果生成第四控制任务,并发送所述第四控制任务至所述执行装置;所述执行装置还用于对所述贴膜设备执行所述第四控制任务。
10.其中,所述预测性模型通过利用历史的关联后的数据组进行数据建模,并根据预测结果和测量结果进行训练得到的。
11.其中,所述第一控制任务、所述第二控制任务、所述第三控制任务和所述第四控制任务均包括运行或停机控制或参数自动调节。
12.为解决上述技术问题,本发明采用的另一个技术方案是提供一种板件检测系统,所述板件检测系统包括:贴膜设备,用于对板件进行贴膜;板件检测机构,外挂于所述贴膜设备上,用于对经所述贴膜设备贴膜后的板件的留边尺寸质量进行检测,所述板件检测机构为如上任一种板件检测机构。
13.其中,所述板件检测系统还包括终端设备,所述终端设备与所述板件检测机构的计算分析装置通信连接,用于接收所述计算分析装置发送的预警信息。
14.本发明的有益效果是:区别于现有技术的情况,本发明的板件检测机构包括检测装置、计算分析装置和执行装置;检测装置包括在线检测组件,在线检测组件设置于贴膜设备之后,用于对经贴膜设备贴膜后的板件进行在线测量,并将测量结果上传至计算分析装置;计算分析装置与在线检测组件连接,用于根据测量结果判断板件是否合格,得到第一判断结果,并根据第一判断结果发送第一控制任务至执行装置;执行装置与计算分析装置连接,且执行装置用于与贴膜设备连接,执行装置用于对贴膜设备执行第一控制任务。通过在线检测组件对经贴膜设备贴膜后的板件进行在线测量,并将测量结果上传至计算分析装置,计算分析装置可以根据测量结果判断板件是否合格,得到第一判断结果,从而可以替代人工自动检测pcb贴膜后的工艺留边露铜的尺寸,自动在线质量检验;另外,计算分析装置可以根据第一判断结果发送第一控制任务至执行装置,由执行装置对贴膜设备执行第一控制任务,以实现当第一判断结果为板件不合格时,可以控制贴膜设备直接停机,从而可以减少产品返工风险和停机次数,提升设备的智能化水平。
附图说明
15.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。其中:
16.图1为本发明板件检测机构一实施例的结构示意图;
17.图2a为本发明一应用场景中板件检测机构的工作原理示意图;
18.图2b为本发明一应用场景中板件检测机构的工作流程示意图;
19.图3a至图3c为本发明一应用场景中板件的留边尺寸检测的显示示意图;
20.图4为本发明一应用场景中贴膜设备的结构示意图;
21.图5为本发明板件检测机构另一实施例的结构示意图。
具体实施方式
22.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性的劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
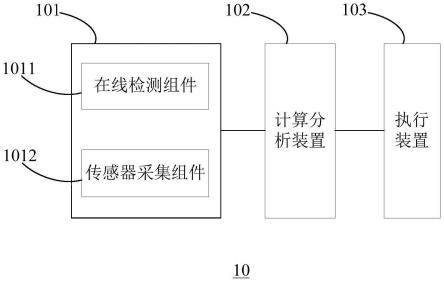
23.请参阅图1,图1为本发明板件检测机构一实施例的结构示意图。本实施例中,板件检测机构10包括检测装置101、计算分析装置102和执行装置103;检测装置101包括在线检测组件1011,在线检测组件1011设置于贴膜设备(未图示)之后,用于对经贴膜设备贴膜后的板件(未图示)进行在线测量,并将测量结果上传至计算分析装置102;计算分析装置102与在线检测组件1011连接,用于根据测量结果判断板件是否合格,得到第一判断结果,并根据第一判断结果发送第一控制任务至执行装置103;执行装置103与计算分析装置102连接,且执行装置103用于与贴膜设备连接,执行装置103用于对贴膜设备执行第一控制任务。
24.具体地,本技术的板件可以为印制电路板(pcb)或封装基板(sub),可以理解的是,在板件的制作过程中,需要将经过处理的板件通过热压或涂覆的方式贴上干膜或湿膜,便于后续曝光生产,而热压或涂覆在p板件上的干膜或湿膜,前后有工艺留边露铜要求,膜不能完全覆盖板件,也不能露铜太多,留边露铜尺寸有工艺要求。而本实施例中,通过在线检测组件1011对经贴膜设备贴膜后的板件进行在线测量,并将测量结果上传至计算分析装置102,计算分析装置102可以根据测量结果判断板件是否合格,得到第一判断结果,从而可以替代人工自动检测pcb贴膜后的工艺留边露铜的尺寸,自动在线质量检验;另外,计算分析装置102可以根据第一判断结果发送第一控制任务至执行装置103,由执行装置103对贴膜设备执行第一控制任务,以实现当第一判断结果为板件不合格时,可以控制贴膜设备直接停机,从而可以减少产品返工风险和停机次数,提升设备的智能化水平。
25.请结合图2a至图3c,其中,图2a为本发明一应用场景中板件检测机构的工作原理示意图,图2b为本发明一应用场景中板件检测机构的工作流程示意图,图3a至图3c为本发明一应用场景中板件的留边尺寸检测的显示示意图。结合图1、图2a和2b,板件20具体为pcb板,pcb板经过贴膜设备贴膜后,通过流水线运送至下一工序,上述的在线检测组件1011可以包括相互连接的位置传感器10111、相机10112以及视觉工具(未图示),位置传感器10111设置于流水线的传输路径上的,相机10112朝向流水线上的pcb板一侧设置,pcb板经过贴膜设备贴膜后,流水线对pcb板进行运输,当流水线将pcb板运输至位置传感器10111对应的位置时,位置传感器10111在感应到pcb板后发出拍照信号到相机10112,以触发相机10112拍照,于是相机10112在接收到拍照信号后可以采集pcb板的图片,然后,可以通过视觉工具从采集的pcb板的图片中抓取pcb板的边缘轮廓,测量出pcb板贴膜后的留边尺寸,并将测量结果上传至计算分析装置102,计算分析装置102可以包括上位机,视觉工具与上位机之间通
过有线网络或者无线网络连接,于是视觉工具可以通过网络将测量结果的数据发送给上位机,上位机软件根据测量结果判断pcb板的留边尺寸是否合格,得到第一判断结果,从而可以替代人工自动检测pcb贴膜后的工艺留边露铜的尺寸,自动在线质量检验。可以理解的是,当第一判断结果为pcb板的留边尺寸合格时,上位机发出ok信号给执行装置103,执行装置103根据ok信号对贴膜设备及流水线进行控制,使贴膜设备和流水线继续作业,pcb板继续沿着流水线的方向移动;而当第一判断结果为pcb板的留边尺寸不合格时,上位机发出ng信号给执行装置103,执行装置103根据ng信号对贴膜设备及流水线进行控制,使贴膜设备和流水线停止作业,然后由作业人员现场确认贴膜设备的贴膜工艺是否正常,是否需要对贴膜设备进行修理,从而可以减少产品返工风险和停机次数,提升设备的智能化水平。而关于测量pcb板贴膜后的留边尺寸,可以先对pcb板的边缘进行抓取(如图3a所示),然后对pcb板贴膜的膜边缘进行抓取(如图3b所示),接着,可以根据图3a和图3b的结果测量pcb板的边缘到膜边缘之间的距离(如图3c所示)。
26.在一实施例中,检测装置101还包括传感器采集组件1012,传感器采集组件1012设置于贴膜设备中,传感器采集组件1012与计算分析装置102连接,用于对贴膜设备在板件从进入贴膜设备到贴膜后的过程中的加工状态参数进行采集,并将加工状态参数上传至计算分析装置102;计算分析装置102还用于判断加工状态参数是否满足预设上下限范围,得到第二判断结果,并根据第二判断结果发送第二控制任务至执行装置103;执行装置103还用于对贴膜设备执行第二控制任务。通过传感器采集组件1012可以对影响留边露铜的尺寸结果的所有加工状态参数进行自动采集,并由计算分析装置102实时检测加工状态参数的值是否超出上下限规格,得到第二判断结果,并根据第二判断结果生成对应的第二控制任务,使得执行装置103可以根据第二判断结果对贴膜设备进行分类控制,例如可以规划当出现加工状态参数的值超过上下限的异常情况时触发停机控制任务给执行装置103。
27.请结合图4,图4为本发明一应用场景中贴膜设备的结构示意图。在利用贴膜设备对板件400进行贴膜的过程中,贴膜设备的各种加工状态参数均会对板件400的留边尺寸产生影响,例如,在拍板阶段,加工状态参数可以包括拍板感应器(未图示)的灵敏度和拍板机构401的动作时间等,在输送阶段,加工状态参数可以包括辅助滚轮402的跳动、步进马达403的停车精度、离合器404的动作时间、留边感应器405的灵敏度等,在贴膜阶段,加工状态参数可以包括贴膜盘406的下降气缸动作时间等。
28.进一步地,计算分析装置102还用于基于测量结果和加工状态参数计算贴膜设备的制程能力,并根据制程能力发送第三控制任务至执行装置103;执行装置103还用于对贴膜设备执行第三控制任务。可以理解的是,根据测量结果和加工状态参数,可以实时计算贴膜设备的制程能力(cpk),并根据制程能力生成对应的第三控制任务,使得执行装置103可以根据制程能力对贴膜设备进行控制,例如可以规划当出现制程能力过低的异常情况时触发停机控制任务给执行装置103,又例如可以根据制程能力对加工状态参数进行调整以提高制程能力。
29.请参阅图5,图5为本发明板件检测机构另一实施例的结构示意图。本实施例中的板件检测机构10在上述实施例的基础上,其计算分析装置102包括相互连接的计算模块1021和分析模块1022;计算模块1021分别与在线检测组件1011和传感器采集组件1012连接,用于根据测量结果判断板件是否合格,得到第一判断结果,以及判断加工状态参数是否
满足预设上下限范围,得到第二判断结果,并将第一判断结果和第二判断结果发送至分析模块1022;分析模块1022与执行装置103连接,用于根据第一判断结果生成第一控制任务,以及根据第二判断结果生成第二控制任务,并发送第一控制任务和第二控制任务至执行装置103。具体地,当板件通过热压或涂覆的贴膜设备,例如压膜机或涂布机,传感器采集组件1012对每块板件从进入贴膜设备到贴膜后出料的过程中的加工状态参数进行实时数据采集,并将采集到的参数数据上传到计算模块1021;另外,板件从贴膜设备出料后,在线检测组件1011可以对板件贴膜后的留边尺寸进行在线测量,并将测量结果上传到计算模块1021。于是计算模块1021可以根据测量结果判断板件的留边尺寸是否合格,得到第一判断结果,以及判断加工状态参数是否满足预设上下限范围,得到第二判断结果,然后将第一判断结果和第二判断结果发送至分析模块1022。之后分析模块1022可以根据第一判断结果生成第一控制任务,根据第二判断结果生成第二控制任务,使得执行装置103可以根据实际情况执行第一控制任务和第二控制任务。
30.进一步地,计算模块1021还用于基于测量结果和加工状态参数计算贴膜设备的制程能力,并将制程能力发送至分析模块1022;分析模块1022还用于根据制程能力生成第三控制任务,并发送第三控制任务至执行装置103。可以理解的是,计算模块1021在得到测量结果和加工状态参数后,除了实时检测测量结果y和作为x因子的加工状态参数的值是否超出上下限规格外,还可以基于测量结果和加工状态参数实时计算贴膜设备的制程能力cpk,并将计算结果上传到分析模块1022。分析模块1022针对制程能力进行在线分析后,可以生成对应的第三控制任务,使得执行装置103可以根据制程能力对贴膜设备进行控制。
31.在一实施例中,计算模块1021还用于将测量结果和加工状态参数进行关联,得到关联后的数据组,并将关联后的数据组发送至分析模块1022;分析模块1022还用于利用预测性模型对关联后的数据组进行模型分析,得到板件的预测结果,根据预测结果生成第四控制任务,并发送第四控制任务至执行装置103;执行装置103还用于对贴膜设备执行第四控制任务。具体地,计算模块1021还可以将测量结果y和作为x因子的加工状态参数进行关联,得到关联后的数据组,并将关联后的数据组发送至分析模块1022,于是分析模块1022可以利用预测性模型对关联后的数据组进行模型分析,预测板件的贴膜后的留边结果,并根据预测的结果触发第四控制任务给执行装置103。
32.进一步地,预测性模型通过利用历史的关联后的数据组进行数据建模,并根据预测结果和测量结果进行训练得到的。在实际应用过程中,长期积累了测量结果y和作为x因子的加工状态参数的历史记录值,利用这些历史记录值通过大数据建模,可以得到初始的预测性模型,然后利用初始的预测性模型进行预测,得到板件的预测结果,并将预测结果与实际的测量结果进行比较,自动学习优化模型。在一实施例中,当优化后的模型的正确率达到90%以上时,可以认为预测性模型训练完成,于是可以利用预测性模型对关联后的数据组进行模型分析,实现根据预测的结果触发第四控制任务以自动控制贴膜设备停机或自动预警。可以理解的是,本技术基于自学习的智能化预测性模型根据设备的运行数据量的累积,可以不断自优化、自学习,模型的预测准确性和可靠性高,可扩展性好。
33.在一实施例中,第一控制任务、第二控制任务、第三控制任务和第四控制任务均包括运行或停机控制或参数自动调节。具体地,执行装置103接受分析模块1022下发的第一控制任务、第二控制任务、第三控制任务和第四控制任务,进行分类执行“运行或停机控制”或“参数自动调节”,执行装置103主要可以通过opcua通信协议与贴膜设备的plc系统进行信息交互和控制。可以理解的是,本技术的板件检测机构10可以在贴膜设备运行过程中,动态或静态地自动抓取板件的留边露铜尺寸,板件检测机构10的安装方式和位置灵活方便;并且,板件检测机构10可以自动反馈测量结果并自动调整加工状态参数,实现自动化的闭环控制。
34.本技术的板件检测机构10,解决了板件贴膜制程工艺中留边露铜尺寸质量控制难题,不仅替代了人工对留边露铜尺寸的质量检验,还实现了留边露铜尺寸能力的自动控制、自适应参数调节;在节人、产品质量改善、减少设备停机、提升设备产能方面,可产生较大的经济收益。
35.本发明还提供了一种板件检测系统(未图示),板件检测系统包括:贴膜设备,用于对板件进行贴膜;板件检测机构,外挂于贴膜设备上,用于对经贴膜设备贴膜后的板件的留边尺寸质量进行检测,板件检测机构为上述任意一种板件检测机构10。本技术实施例中,板件检测机构可以作为外挂装置和系统,在现有的贴膜设备上(压膜机或涂布机)进行升级,在不改变现有设备硬件和软件的基础上,外挂形式加装本技术的板件检测机构,就可以实现设备的智能化升级,可推广性高,降低了实施技术难度、成本低。
36.在一实施例中,板件检测系统还包括终端设备,终端设备与板件检测机构的计算分析装置通信连接,用于接收计算分析装置发送的预警信息。本技术实施例中,板件检测系统还具有预警推送功能,通过工业物联网使终端设备与板件检测机构之间互联,可以将预警信息推送至终端设备,终端设备可以为pc客户端或移动手机端,使得终端设备的使用者能够获取即时的关于板件检测系统的异常信息。
37.本发明的板件检测系统中,将板件检测机构外挂于贴膜设备上,通过在线检测组件对经贴膜设备贴膜后的板件进行在线测量,并将测量结果上传至计算分析装置,计算分析装置可以根据测量结果判断板件是否合格,得到第一判断结果,从而可以替代人工自动检测pcb贴膜后的工艺留边露铜的尺寸,自动在线质量检验;另外,计算分析装置可以根据第一判断结果发送第一控制任务至执行装置,由执行装置对贴膜设备执行第一控制任务,以实现当第一判断结果为板件不合格时,可以控制贴膜设备直接停机,从而可以减少产品返工风险和停机次数,提升设备的智能化水平。
38.应当说明的是,在本技术中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
39.以上所述仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效原理变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1