一种测量烧结混合机支撑辊的方法与流程
1.本发明涉及机械设备技术领域,尤其涉及一种测量烧结混合机支撑辊的方法。
背景技术:
2.目前混合机支撑辊没有一定手段进行测量,主要靠拉钢丝和塞尺进行测量,近年来激光跟踪仪测量技术正在不断发展,为解决混合机支撑辊测量的难题提供了技术手段。
3.对比资料1:激光跟踪仪在分段筒体安装中的应用
4.大型圆筒混合机筒体由于受加工尺寸及运输等条件限制,需要分段制造,现场进行定位焊接,现场定位的精度直接影响设备的质量。通过使用激光跟踪仪现场测试表明,激光跟踪仪操作简单快捷、测量精度高,可以精确地测量出大型分段筒体的同轴度及大齿圈的端面圆跳动,为大型圆筒混合机分段筒体的加工及现场焊接提供了尺寸精准检测。而本发明为进行混合机支撑辊测量。
技术实现要素:
5.本发明的目的是提供一种测量烧结混合机支撑辊的方法,用于混合机安装及使用过程中的精度检测,评定混合机支撑辊的安装质量和使用过程中的磨损状况;该发明不需要其它辅助测量工具,测量精度高、准确可靠。
6.为解决上述技术问题,本发明采用如下技术方案:
7.本发明一种测量烧结混合机支撑辊的方法,包括如下步骤:
8.s1.将激光跟踪仪架设在第一站架设位置,进行调平校准,建立大地水平面;
9.s2.使用激光跟踪仪配合靶球和电脑,对支撑辊c辊面和侧面进行取点测量,分别拟合成圆柱和面,找到支撑辊c轴线,及轴线与支撑辊c侧面的交点;
10.s3.将激光跟踪仪进行转站,分别架设在第二、三、四站架设位置进行调平;
11.s4.激光跟踪仪配合靶球和电脑,对支撑辊a、支撑辊b、支撑辊d轴辊面和侧面进行取点测量,配合电脑软件拟合成为圆柱和面,分别找出支撑辊a轴线、支撑辊b轴线、支撑辊d轴线,分别找出支撑辊a、b、d轴线与侧面的交点;拟合出支撑辊a、b轴线,同理拟合出支撑辊c、d轴线;拟合出中线总轴线,找出端点;
12.s5.建立坐标系,根据坐标系结合图纸尺寸对混合机安装偏差进行评定。
13.进一步的,所述步骤s5中建立坐标系时,第一要素为总轴线端点,第二要素为总轴线,第三要素为大地水平面。
14.与现有技术相比,本发明的有益技术效果:
15.本发明不需要其它辅助测量工具,测量精度高、准确可靠。
附图说明
16.下面结合附图说明对本发明作进一步说明。
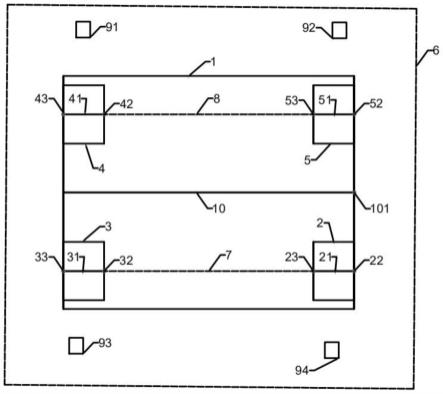
17.图1为混合机支撑辊总图;
18.图2为混合机支撑辊俯视图;
19.附图标记说明:1-混合机筒体;2-支撑辊a;21-支撑辊a轴线;22-支撑辊a入口侧交点;23-支撑辊a出口侧交点;3-支撑辊b;31-支撑辊b轴线;32-支撑辊b入口侧交点;33-支撑辊b出口侧交点;4-支撑辊c;41-支撑辊c轴线;42-支撑辊c入口侧交点;43-支撑辊c出口侧交点;5-支撑辊d;51-支撑辊d轴线;52-支撑辊d入口侧交点;53-支撑辊d出口侧交点;6-大地水平面;7-为支撑辊a、b轴线;8-为支撑辊c、d轴线;9-激光跟踪仪;91-第一站架设位置;92-第二站架设位置;93-第三站架设位置;94-第四站架设位置;10-总轴线;101-总轴线端点。
具体实施方式
20.结合图1、2,下面就通过这个给出的实施例来对本发明一种测量烧结混合机支撑辊的方法进行示例性说明。
21.具体实施步骤包括:
22.①
将激光跟踪仪9架设在第一站架设位置91,进行调平校准,建立大地水平面6;
23.②
激光跟踪仪配9合靶球和电脑,对支撑辊c4轴外辊面进行取点测量,配合电脑软件拟合成为圆柱,找出支撑辊c轴线41,同样对辊侧面取点测量并拟合成面,找到支撑辊c轴线41与支撑辊c4侧面的交点为:支撑辊c入口侧交点42和支撑辊c出口侧交点43;
24.③
将激光跟踪仪9进行转站,架设在第二站架设位置92,进行调平。激光跟踪仪9配合靶球和电脑,对支撑辊d5轴外表面进行取点测量,配合电脑软件(为本领域常规软件)拟合成为圆柱,找出支撑辊d轴线51,同样对辊侧面取点测量并拟合成面,找出支撑辊d轴线51与支撑辊d5侧面两个交点为:支撑辊d入口侧交点52和支撑辊d出口侧交点53;
25.④
同理,将激光跟踪仪9进行转站,分别架设在第三、四站架设位置93、94,进行调平。激光跟踪仪9配合靶球和电脑,对支撑辊a2、支撑辊b3辊面和侧面进行取点测量,配合电脑软件拟合成为圆柱和面,分别找出支撑辊a轴线21、支撑辊b轴线31与支撑辊a2、支撑辊b3侧面的交点分别为:支撑辊a入口侧交点22、支撑辊a出口侧交点23、支撑辊b入口侧交点32、支撑辊b出口侧交点33;
26.⑤
利用支撑辊a入口侧交点22、支撑辊a出口侧交点23、支撑辊b入口侧交点32、支撑辊b出口侧交点33四个交点拟合出支撑辊a、b轴线7,同理拟合出支撑辊c、d轴线8;
27.⑥
拟合出支撑辊a、b轴线7和支撑辊c、d轴线8的中线总轴线10,找出总轴线端点101;
28.⑦
建立坐标系:第一要素为总轴线端点101;第二要素为总轴线10,第三要素为大地水平面6。
29.⑧
从激光跟踪仪测量软件中提取以下坐标:支撑辊a入口侧交点22(x
22
、y
22
、z
22
)、支撑辊a出口侧交点23(x
23
、y
23
、z
23
)、支撑辊b入口侧交点32(x
32
、y
32
、z
32
)、支撑辊b出口侧交点33(x
33
、y
33
、z
33
);支撑辊c入口侧交点42(x
42
、y
42
、z
42
)和支撑辊c出口侧交点43(x
43
、y
43
、z
43
);支撑辊d入口侧交点52(x
52
、y
52
、z
52
)和支撑辊d出口侧交点53(x
53
、y
53
、z
53
);
30.⑨
从设计图纸中找出总轴线10与支撑辊a轴线21、支撑辊b轴线31、支撑辊c轴线41、支撑辊d轴线51的设计水平距离y
设
和支撑辊c出口侧交点43(支撑辊a入口侧交点22)与支撑辊d入口侧交点52(或支撑辊b出口侧交点33)的设计高差为z
设
;
31.⑩
结果计算:
32.支撑辊c出口侧交点43与支撑辊d入口侧交点52的高差与设计偏差值:|z
43-z
52
|-z
设
;
33.支撑辊a入口侧交点22与支撑辊b出口侧交点33的高差与设计偏差值:
34.|z
22-z
33
|-z
设
;
35.支撑辊a入口侧交点22与设计偏差值:|y
22-y
设
|;
36.支撑辊a出口侧交点23与设计偏差值:|y
23-y
设
|;
37.支撑辊b入口侧交点32与设计偏差值:|y
32-y
设
|;
38.支撑辊b出口侧交点33与设计偏差值:|y
33-y
设
|;
39.支撑辊c入口侧交点42与设计偏差值:|y
42-y
设
|;
40.支撑辊c出口侧交点43与设计偏差值:|y
43-y
设
|;
41.支撑辊d入口侧交点52与设计偏差值:|y
52-y
设
|;
42.支撑辊d出口侧交点53与设计偏差值:|y
53-y
设
|。
43.备注:本技术所用的激光跟踪仪、电脑和软件均为本领域常规、常用的(即现有技术)。
44.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1