高温纳米压痕测试仪机体刚度测量与校准方法
1.本发明涉及纳米压痕测试技术领域,具体涉及一种高温纳米压痕测试仪机体刚度测量与校准方法。本发明操作简单,可行性高,测量与校准温度范围广,在高温材料力学性能测试等方面具有较大的应用前景。
背景技术:
2.纳米压痕测试技术由于测试过程简单、测试精度高、对测试材料表面损伤小、能获得丰富的材料力学性能参数,逐渐成为材料力学性能测试的主流技术手段。当前国内外所研发的纳米压痕测试仪器大多数只能在标准试验环境下开展测试,但是很多材料实际服役的工况条件十分恶劣,其中就包括有高温环境的直接作用。温度的变化会对纳米压痕测试仪的机体刚度产生较大的影响,若直接使用常温下测出的仪器的机体刚度对其校准并直接用于高温下的纳米压痕测试,会使测得的材料力学性能参数与实际结果不符,而高温下的纳米压痕测试仪的机体刚度的测量与校准又较为困难。
3.目前高温环境下的机体刚度测量还没有一种成熟的方法,常温环境下的测量方法主要有doerner-nix法、oliver-pharr法、sun yong法等。这三种在常温下的机体刚度测试方法本身就基于一定的前提假设,在测试过程中难免存在一定误差,且测试过程复杂,对测试环境以及精度要求高,而如果用于高温下测试更是增加了测试过程的难度与测试结果的误差。因此探索出一种适合于高温下的纳米压痕机体刚度测量与校准方法有十分重要的意义。
技术实现要素:
4.本发明的目的在于提供一种高温下的纳米压痕测试仪器机体刚度的测量与校准方法,以解决现有技术存在的上述问题。
5.为了实现上述目的,提出了以下技术方案:
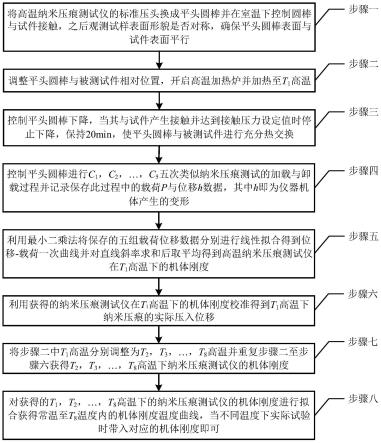
6.步骤一、将高温纳米压痕测试仪的标准压头换成平头圆棒并在室温下控制圆棒与试件100mn接触,之后观测试件表面形貌是否对称,确保平头圆棒表面与试件表面平行;
7.步骤二、调整平头圆棒与被测试件相对位置,开启高温加热炉并加热至t1高温;
8.步骤三、控制平头圆棒下降,当其与试件产生接触并达到接触压力设定值时停止下降,保持20min,使平头圆棒与被测试件进行充分热交换;
9.步骤四、控制平头圆棒进行c1,c2,
…
,c5五次类似纳米压痕测试的加载与卸载过程并记录保存此过程中的载荷p与位移h数据,其中h即为仪器机体产生的变形;
10.步骤五、利用最小二乘法将保存的五组载荷位移数据分别进行线性拟合得到位移-载荷一次曲线并对直线斜率求和取平均得到高温纳米压痕测试仪在t1高温下的机体刚度;
11.步骤六、将获得的纳米压痕测试仪在被测高温下的机体刚度代入公式1中校准得到被测高温下纳米压痕的实际压入位移;
12.ha=h
m-cfp
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
13.式中,ha为压头压入被测试件的实际压入深度,hm为测量得到的压入深度,cf为高温纳米压痕测试仪在测试温度下的机体刚度,p为压入载荷;
14.步骤七、将步骤二中t1高温分别调整为t2,t3,
…
,t8高温并重复步骤二至步骤六获得t2,t3,
…
,t8高温下纳米压痕测试仪的机体刚度;
15.步骤八、对获得的t1,t2,
…
,t8高温下的纳米压痕测试仪的机体刚度进行拟合获得常温至t8温度内的机体刚度-温度曲线,当在不同温度实际试验时,带入对应的机体刚度即可。
16.步骤一所述的平头圆棒的材料与高温压杆材料一致能耐受指定高温,其直径与压头固定端的直径一致,长度与压头的长度一致。
17.步骤二和步骤七所述t1,t2,
…
,t8高温分别为200℃,400℃,600℃,800℃,1000℃,1200℃,1400℃,1600℃。
18.步骤三所述的接触压力设定值能使平头圆棒与被测试件贴紧,取100mn。
19.步骤四所述c1,c2,
…
,c5五次类似纳米压痕测试的加载与卸载过程最大载荷分别为500mn,600mn,700mn,800mn,900mn。
20.本发明的效益在于只需要将高温纳米压痕标准压头替换成平头圆棒,可行性高;无需大量测试结果迭代即可计算获得机体刚度,测试方法简单;能实现常温至1600℃内的高温纳米压痕测试仪机体刚度校准,测量与校准温度范围广,在高温材料力学性能测试等方面具有较大的应用前景。
附图说明
21.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意图及其说明用于解释本发明,并不构成对本发明的不当限定。
22.图1为本发明一种高温纳米压痕测试仪机体刚度测量与校准方法的流程图;
23.图2为本发明高温纳米压痕测试仪的结构示意图;
24.图中:1、测试加载系统;2、力传感器;3、压杆;4、对开式高温加热炉;5、被测试件;6、载物台;7、平头圆棒;8、位移测距板;9、位移传感器。
25.图3为本发明类似压痕加载过程中的载荷与位移拟合示意图;
26.图4为本发明t1,t2,
…
,t8温度下的机体刚度及其曲线拟合示意图;
27.图5为本发明对高温纳米压痕测试仪机体刚度校准前后的曲线示意图。
具体实施方式
28.下面结合附图进一步说明本发明的详细内容及其具体实施方式。
29.参见图1至图5所示,本发明一种高温纳米压痕测试仪机体刚度测量与校准方法,所述方法具体包括以下步骤:
30.步骤一、将高温纳米压痕测试仪的标准压头换成平头圆棒并在室温下控制圆棒与试件100mn接触,之后观测试件表面形貌是否对称,确保平头圆棒表面与试件表面平行;
31.步骤二、调整平头圆棒与被测试件相对位置,开启高温加热炉并加热至t1高温;
32.步骤三、控制平头圆棒下降,当其与试件产生接触并达到接触压力设定值时停止
下降,保持20min,使平头圆棒与被测试件进行充分热交换;
33.步骤四、控制平头圆棒进行c1,c2,
…
,c5五次类似纳米压痕测试的加载与卸载过程并记录保存此过程中的载荷p与位移h数据,其中h即为仪器机体产生的变形;
34.步骤五、利用最小二乘法将保存的五组载荷位移数据分别进行线性拟合得到位移-载荷一次曲线并对直线斜率求和取平均得到高温纳米压痕测试仪在t1高温下的机体刚度;
35.步骤六、将获得的纳米压痕测试仪在被测高温下的机体刚度代入公式1中校准得到被测高温下纳米压痕的实际压入位移;
36.ha=h
m-cfp
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
37.式中,ha为压头压入被测试件的实际压入深度,hm为测量得到的压入深度,cf为高温纳米压痕测试仪在测试温度下的机体刚度,p为压入载荷;
38.步骤七、将步骤二中t1高温分别调整为t2,t3,
…
,t8高温并重复步骤二至步骤六获得t2,t3,
…
,t8高温下纳米压痕测试仪的机体刚度;
39.步骤八、对获得的t1,t2,
…
,t8高温下的纳米压痕测试仪的机体刚度进行拟合获得常温至t8温度内的机体刚度-温度曲线,当在不同温度实际试验时,带入对应的机体刚度即可。
40.步骤一所述的平头圆棒的材料与高温压杆材料一致能耐受指定高温,其直径与压头固定端的直径一致,长度与压头的长度一致。
41.步骤二和步骤七所述t1,t2,
…
,t8高温分别为200℃,400℃,600℃,800℃,1000℃,1200℃,1400℃,1600℃。
42.步骤三所述的接触压力设定值能使平头圆棒与被测试件贴紧,取100mn。
43.步骤四所述c1,c2,
…
,c5五次类似纳米压痕测试的加载与卸载过程最大载荷分别为500mn,600mn,700mn,800mn,900mn。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1