星齿轮成品直线度检测设备及检测方法与流程
本发明涉及机械零部件检测,尤其涉及星齿轮成品直线度检测设备及检测方法。
背景技术:
1、星齿轮是指除了能像定轴齿轮那样围绕着自己的转动轴转动之外,它们的转动轴还随着行星架绕其它齿轮的轴线转动的齿轮系统。该齿轮系统中含有若干不同规格且相互配合的星齿轮,在进行互相配合时,要求各个星齿轮之间的适配度要高,进而对整个星齿轮的加工精度和检测精度要求较高。加工精度与检测精度之间互相依赖,对最终星齿轮的产品精度均有重要影响。
2、在对星齿轮进行检测时,一般会采用触控笔和夹具进行配合,对齿轮的径向跳动、公法线长度变动、公法线长度平均偏差、齿厚误差等参数进行测量,例如申请号为de102007015947a1且专利名称为用于测量空间物体的合适方法和装置,能够对夹具上的物体进行轮廓的测量。
3、但是该装置在对结构较小的星齿轮进行检测时,星齿轮的一端上会安装定位模具为星齿轮提供标准尺寸;由于星齿轮的内壁处设置有供轴和滚珠等结构进行安装的安装槽,若需要对安装槽进行检测,则需要拆卸已经夹持定位以后星齿轮上的定位模具,一般采用人工的方式将定位模具取出,若定位模具的取出与星齿轮之间出现碰撞,可能会影响星齿轮到装夹精度,会影响星齿轮的检测精度;同时,采用人工方式对定位模具取出时,取出效率较低,还会影响对星齿轮的检测效率。
技术实现思路
1、针对现有技术中所存在的不足,本发明提供了星齿轮成品直线度检测设备及检测方法,以解决定位模具与待测星齿轮分离靠人工,效率较低且容易影响待测星齿轮夹持精度的问题。
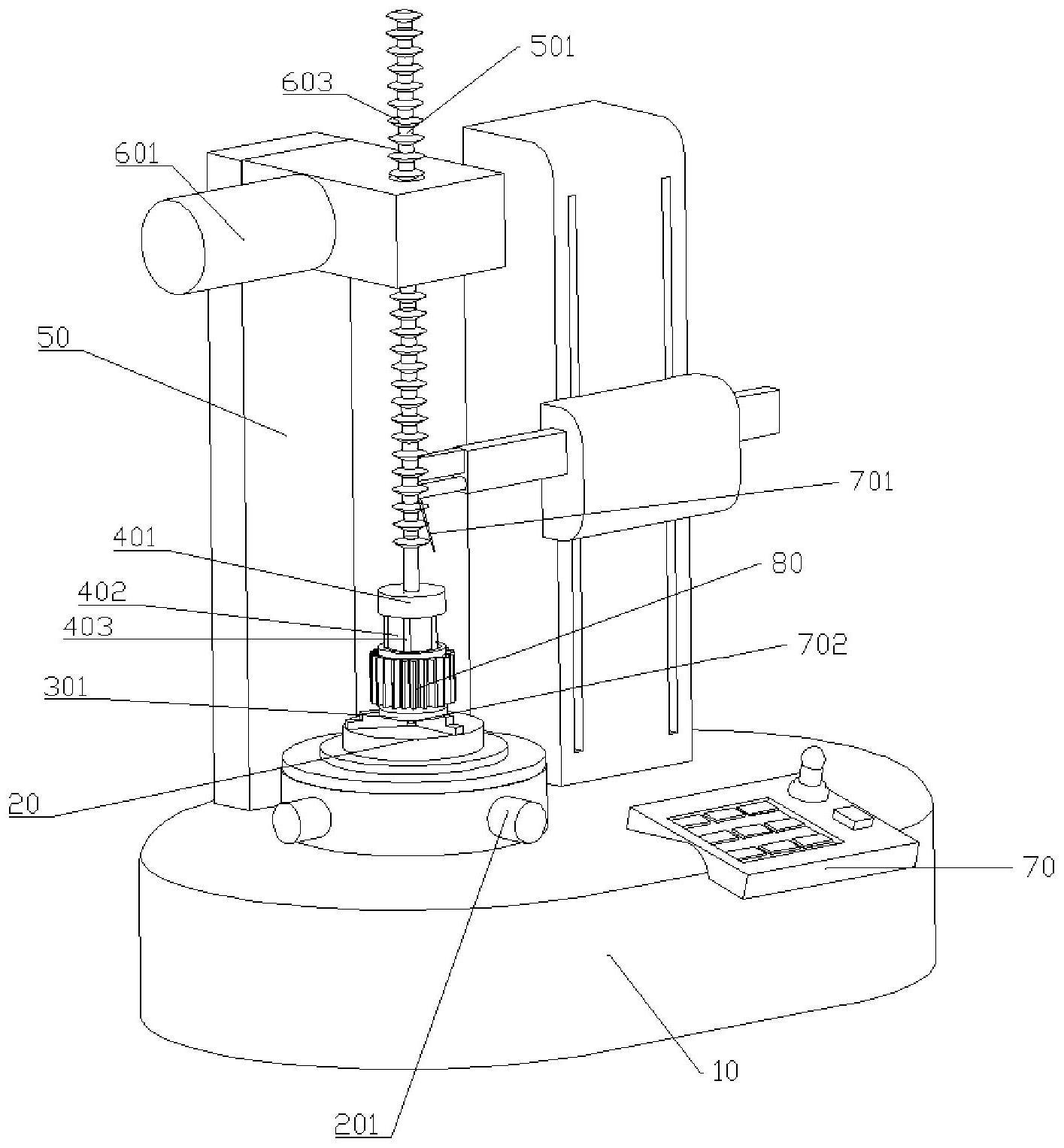
2、为了达到上述目的,本发明的基础方案如下:星齿轮成品直线度检测设备,包括检测台和定位夹具,定位夹具安装在检测台上,还包括限位模具,限位模具包括与星齿轮的端面相抵的限位垫、定位模具以及带动定位模具竖直上下移动的移动部,限位垫呈圆形,且限位垫上同轴固定安装有与星齿轮的内径相抵的凸台,定位模具呈圆柱状且定位模具的直径与星齿轮的分度圆直径一致;定位模具的一端上同轴固定安装有与星齿轮的内壁相抵的限位件,定位夹具的轴心处与定位模具的轴心处正对。
3、本发明的技术原理为:在进行待测星齿轮的检测时,将限位垫安装到待测星齿轮的一端上,凸台的侧壁与待测星齿轮的内壁相抵;然后将限位垫和待测星齿轮放置到定位夹具上,定位夹具夹紧限位垫,在平整限位垫的作用下使得待测星齿轮保持平整的夹持状态;然后移动部带动定位模具和限位件下移,定位模具和限位件探入到星齿轮内对星齿轮进行限位,定位模具能为待测星齿轮的检测提供参照数据;在完成待测星齿轮外壁参数的检测后,移动部带动定位模具和限位件上移,使得定位模具和限位件与待测星齿轮分离,便于对待测星齿轮内壁安装槽的竖直度进行检测;此过程中,定位模具、限位件与待测星齿轮的连接和分离方便,且便于探针按顺序对待测星齿轮的外壁参数和内壁安装槽处的参数进行快速且精准的检测,且能够让定位模具、限位件与待测星齿轮稳定分离,避免对待测星齿轮移动后对内壁的安装槽检测产生影响。
4、进一步,移动部包括支撑柱、固定杆以及带动固定杆竖直上下移动的动力部,动力部安装在支撑柱的上端上,支撑柱的下端与检测台固定连接,固定杆的下端与定位模具远离限位件的一端固定连接。
5、通过固定杆和动力部的配合,能够稳定且快速地带动定位模具和限位件上下移动,便于定位模具和限位件与待测星齿轮配合。
6、进一步,动力部包括主动齿轮以及若干与主动齿轮啮合的盘状齿,盘状齿同轴固定安装在固定杆的外壁上,单个盘状齿所在的平面与固定杆的轴线垂直。
7、通过上述设置,主动齿轮能够通过盘状齿处将转动转化为固定杆的上下移动,固定杆的竖直移动更加稳定有效。
8、进一步,固定杆与定位模具同轴设置。
9、通过上述设置,当定位模具和限位件与待测星齿轮存在周向的错位时,也只需转动固定杆,让定位模具和限位件与待测星齿轮匹配即可,让定位模具和限位件与待测星齿轮的连接和分离更加方便和高效。
10、进一步,限位件包括固定轴和若干凸缘,固定轴同轴固定安装在定位模具远离固定杆的一端上,若干凸缘周向固定布置在固定轴的外壁上,凸缘与星齿轮的内壁相抵。
11、通过上述设置,固定轴和若干凸缘能与待测星齿轮的内壁配合,能让待测星齿轮的定位可靠。
12、进一步,还包括处理器、信息显示输入终端、探针以及调平定位夹具的调平单元,信息显示输入终端、探针和调平单元均与处理器电联接,探针竖直滑动安装在检测台上。
13、通过上述设置,信息显示输入终端能够输入相应的检测指令,且处理器能对指令进行处理控制,使得探针和调平单元能够快速进行相关参数的检测。
14、进一步,还包括激光发射器和激光接收器,激光发射器和激光接收器均与处理器电联接,激光发射器固定安装在定位夹具远离检测台一侧的中心处,激光接收器固定安装在固定轴远离定位模具一端的中心处,激光发射器与激光接收器相对,限位垫的中心处设有通孔。
15、通过激光发射器和激光接收器的配合,激光发射器发出的激光能够穿过通孔被激光接收器接收,此过程中通过获知激光接收器对射线的接收情况来判断定位模具和固定轴是否与待测星齿轮和定位夹具相对,便于待测星齿轮的定位安装精准。
16、进一步,还包括延伸管,固定轴的下端上同轴设置有环状槽,固定轴的环状槽处同轴设置有第一螺纹,延伸管上设有与第一螺纹啮合的第二螺纹,延伸管的外壁可与环状槽的外圈相抵。
17、通过上述设置,控制固定轴和延伸管上第一螺纹和第二螺纹的啮合长度,进而控制延伸管位于环状槽外的长度,便于定位模具、固定轴和延伸管对不同长度规格的待测星齿轮进行限位。
18、进一步,第一螺纹位于固定轴环状槽的内圈上,第二螺纹位于延伸管的内壁上,激光发射器位于环状槽的内圈内。
19、通过上述设置,激光发射器不受延伸管结构的影响,同时第一螺纹与第二螺纹的连接更加稳定。
20、进一步,星齿轮成品直线度检测设备的检测方法,包括以下步骤:
21、步骤1:准备星齿轮成品直线度检测设备和若干待测星齿轮,控制调平单元对定位夹具进行调平,定位夹具的上端面与水平面平行;
22、步骤2:将限位垫安装到待测星齿轮的一端上,凸台的侧壁与待测星齿轮的内壁相抵;然后将限位垫和待测星齿轮放置到定位夹具上,定位夹具夹紧限位垫;控制主动齿轮正向转动,主动齿轮与盘状齿啮合且带动固定杆下移,定位模具、固定轴和延伸管同步下移,定位模具、固定轴和延伸管探入到星齿轮内对星齿轮进行限位,且激光发射器发出的激光被激光接收器准确接收,待测星齿轮定位完成;
23、步骤3:通过信息显示输入终端处控制探针下移,探针对定位模具的外壁进行定位,对待测星齿轮的准确尺寸进行测定;然后探针继续下移,对待测星齿轮齿顶、齿根、分度圆和径向跳动进行测量;
24、步骤4:主动齿轮反向转动,主动齿轮与盘状齿啮合且带动固定杆上移,定位模具、固定轴和延伸管同步上移,定位模具、固定轴和延伸管与待测星齿轮脱离,探针移动至待测星齿轮的内壁处,对待测星齿轮内壁上的安装槽的竖直度进行测量;
25、步骤5:测量完成后,拆卸下完成测量的待测星齿轮,待测星齿轮与定位模具、固定轴和延伸管脱离即可。
26、通过上述设置,步骤1能够对定位夹具进行调平,为后续待测星齿轮的精准安装提供条件;步骤2中,定位模具、固定轴和延伸管在主动齿轮和固定杆的控制下下移,且激光接收器的信号能够被实时监测,便于控制定位模具、固定轴和延伸管与定位夹具之间的配合稳定,待测星齿轮定位完成;步骤3和步骤4,能够依次完成对待测星齿轮的外壁参数和内壁安装槽处的参数进行快速且精准的检测;同时也便于根据待测星齿轮的尺寸调节,定位模具、固定轴和延伸管的整体长度,便于对不同规格的待测星齿轮进行检测,提高对待测星齿轮检测的适应性;同时在主动齿轮、盘形齿和固定杆的配合下,定位模具、固定轴和延伸管的上下移动不会出现晃动,能够让定位模具、固定轴和延伸管与待测星齿轮稳定分离,避免对待测星齿轮移动后对内壁的安装槽检测产生影响。
- 还没有人留言评论。精彩留言会获得点赞!