一种电驱生产线测试托盘集成装置及自动对接方法与流程
1.本发明属于汽车技术领域,具体涉及一种电驱生产线测试托盘集成装置及自动对接方法。
背景技术:
2.现有电驱生产线要求自动化程度高,柔性强。目前,加油、刷程序、eol测试等工序多分开进行,加排油管路手动对接,效率低,影响产线自动化率及产线节拍。大多数测试托盘只为单一机型设计,产线生产其他机型时,需对托盘进行换型,费时费力。
3.现有技术公开了一种成本较低、满足快速换型需求且适用于自动化生产的电机生产线托盘工装,包括主托盘和工装板,主托盘的后端设置有限位支撑座,主托盘的左右两端均设置有平放限位块,工装板位于所述限位支撑座和两块所述平放限位块之间,两块平放限位块上均设置有竖放限位槽,竖放限位槽的宽度与工装板的厚度相适配,工装板上设置有组装定位机构。但是,该生产线托盘用于电机合装,不涉及测试。
4.现有技术还公开了一种用于自动化生产线托盘,包括托盘本体,托盘本体的上表面呈对称状均有若干个置物槽,若干个置物槽的内部均有一个推板,若干个置物槽的两侧槽壁上呈对称状均有两个第一t型滑槽,若干个第一t型滑槽的内部均有一个t型滑块。但是,该托盘用于电池产线,与电驱产线结构及功能均不同。
5.基于此,急需研发一种电驱生产线测试托盘集成装置及自动对接方法,以有效解决上述问题。
技术实现要素:
6.本发明的目的就在于提供一种电驱生产线测试托盘集成装置,还提供一种电驱生产线测试托盘集成装置的自动对接方法,通过托盘集成及定位柱调整,实现与检测设备自动高精度对接和机型兼容以解决现有电驱生产线测试线自动化率不高,托盘换型费时费力的问题,能够有效提升生产效率,降本增效。
7.本发明的目的是通过以下技术方案实现的:
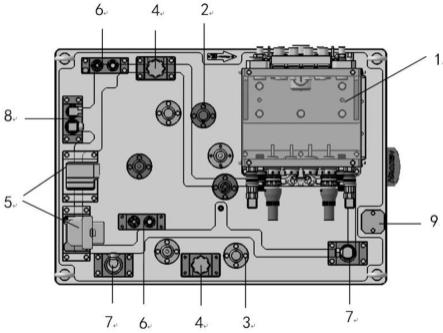
8.一种电驱生产线测试托盘集成装置,包括1套史陶比尔对接装置1、3个产品1定位柱2、4个产品2定位柱3、2个工艺半轴工装放置位4、2个工艺电源线对接头放置位5、2个加油/放油螺塞放置位6、2个加油/放油快接头放置位7、1个进出冷却水管快接头放置位8和1个用于记录产品信息的rfid装置9。
9.进一步地,工艺半轴和加油/放油螺塞安装在减速器上。
10.进一步地,所述2个工艺电源线对接头放置位5在高压接头、低压接头放置位各一个,工艺电源线对接头安装在电机上,通过工艺电源线将电机与史陶比尔相应接口连接。
11.进一步地,所述加油/放油快接头放置位7在加油接头、放油接头放置位各1个,加油/放油快换头安装在减速器上,通过油管将减速器与史陶比尔相应接口连接。
12.进一步地,进出冷却水管快接头分别连接在电机和逆变器上,通过水管将电机、逆
变器与史陶比尔相应接口连接。
13.进一步地,所述rfid是用于记录托盘信息,进而记录产品信息,调用不同产品检测程序,通过史陶比尔侧接口与设备自动对接实现自动检测。
14.一种电驱生产线测试托盘集成装置自动对接方法,包括以下步骤:
15.a、线束整理工位人工安装产品进出水管对接头、进出油管对接头和工艺半轴工装,连接史陶比尔对接装置1侧进出水管、进出油管和高低压电源线,拧下加油/放油螺塞6,准备进入自动加油工位;
16.b、测试托盘前后安装减震装置,与辊道滑动摩擦部分采用镶嵌式结构;
17.c、测试托盘随着辊道将电驱系统输送到加排油/刷写程序工位,顶升装置将托盘顶起,到位传感器感应到电驱系统在位,设备对接装置注油口/排油口与测试托盘史陶比尔侧注油口/排油口自动对接,读取电机rfid,将机种信息发送给设备,设备通过机种信息自动选择加注模式/排油模式,实现机油加注/排出;
18.d、注油完成后,测试托盘随着辊道将电驱系统输送到eol测试工位,托盘定位装置和托盘自动夹紧装置保证托盘定位精度,设备读取托盘rfid信息,测试台自动切换工艺半轴,被测电机和传动部件自动推进,托盘史陶比尔对接装置1与台架侧对接板自动对接,传动轴与被测电机自动对接,自动测试;测试结束被测工件自动脱开,自动吹扫,排空工件中的冷却液,压紧装置松开,输送辊道将电驱总成带测试托盘送至出口。
19.进一步地,步骤b,定位销或孔的位置度≤φ0.06,托盘定位精度
±
0.15mm。
20.进一步地,步骤c,设备的油箱进油口之前有一调节机油压力的调压阀和压力计,且装有一个过滤器,过滤器精度:10μm,油箱有效容积为50l。
21.更进一步地,流量计安装在机油加注机里面,净油箱配有高低液位自动检测装置,低位时从新油桶抽油到净油箱内;加注机与辊道之间设置互锁。
22.与现有技术相比,本发明的有益效果是:
23.本发明测试托盘对各种测试功能进行集成,测试托盘随着辊道将电驱系统输送到各检测工位,与设备自动高精度对接,实现自动加排油、刷程序、eol测试等工序;并且定位柱可变,实现多机型兼容,提高产线柔性化,避免换型带来的时间和投资成本浪费。
附图说明
24.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
25.图1电驱生产线测试托盘集成装置的具体结构示意图;
26.图2电驱生产线测试托盘集成装置的三维示意图。
27.图中,1.史陶比尔对接装置
28.2.产品1定位柱
29.3.产品2定位柱
30.4.工艺半轴工装放置位
31.5.工艺电源线对接头放置位
32.6.加油/放油螺塞放置位
33.7.加油/放油快接头放置位
34.8.进出冷却水管快接头放置位
35.9.rfid装置。
具体实施方式
36.下面结合实施例对本发明作进一步说明:
37.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
38.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
39.如图1所示,本发明电驱生产线测试托盘集成装置,包括1套史陶比尔对接装置1、3个产品1定位柱2、4个产品2定位柱3、2个工艺半轴工装放置位4、2个工艺电源线对接头放置位5(高压接头、低压接头放置位各一个)、2个加油/放油螺塞放置位6、2个加油/放油快接头放置位7(加油接头、放油接头放置位各1个)、1个进出冷却水管快接头放置位8和1个rfid装置9。
40.所述工艺半轴安装在减速器上;加油/放油螺塞安装在减速器上;工艺电源线对接头安装在电机上,通过工艺电源线将电机与史陶比尔相应接口连接;加油/放油快换头安装在减速器上,通过油管将减速器与史陶比尔相应接口连接;进出冷却水管快接头分别连接在电机和逆变器上,通过水管将电机、逆变器与史陶比尔相应接口连接。所述rfid记录产品信息。通过史陶比尔侧接口与设备自动对接实现自动检测。
41.电驱生产线测试托盘集成装置不同电驱机型兼容方法:通过定位柱调整实现。根据产品及托盘三维数模分析,尽量选择二者可公用的定位柱,其余的再增加。如果两种机型定位柱干涉,则将定位柱设计为可折叠式,生产该种机型时,将干涉的定位柱扳倒,实现机型兼容。
42.本发明电驱生产线测试托盘集成装置自动对接方法,包括以下步骤:
43.1、线束整理工位人工安装产品进出水管对接头、进出油管对接头和工艺半轴工装,连接史陶比尔对接装置1侧进出水管、进出油管和高低压电源线,拧下加油/放油螺塞6,准备进入自动加油工位。
44.2、测试托盘主体采用金属结构,并且表面进行镀镍处理;托盘前后安装减震装置,接触面和导向面具有良好的耐磨性;与辊道滑动摩擦部分采用镶嵌式结构,定位销或孔的位置度≤φ0.06,托盘定位精度
±
0.15mm,能够满足所有装配设备的定位要求。
45.3、测试托盘随着辊道将电驱系统输送到加排油/刷写程序工位,顶升装置将托盘顶起,到位传感器感应到电驱系统在位,设备对接装置注油口/排油口与测试托盘史陶比尔侧注油口/排油口自动对接,读取电机rfid,将机种信息发送给设备,设备通过机种信息自动选择加注模式/排油模式,实现机油加注/排出。设备的油箱进油口之前有一调节机油压力的调压阀和压力计,且装有一个过滤器,过滤器精度:10μm,油箱有效容积为50l。流量计
安装在机油加注机里面,保证加注量。净油箱配有高低液位自动检测装置,低位时从新油桶抽油到净油箱内。加注机与辊道之间设置互锁,避免错加和漏加。机油加注/排出ok或者ng,将信息写入托盘tag中的指定位置。自动选择程序,进行程序刷写,实现自动对接刷写测试程序及加排减速器润滑油,无需人工干预。
46.4、注油完成后,测试托盘随着辊道将电驱系统输送到eol测试工位,托盘定位装置和托盘自动夹紧装置保证托盘定位精度,设备读取托盘rfid信息,设备自动选择相对应的试验程序,测试台自动切换工艺半轴,被测电机和传动部件自动推进,托盘史陶比尔对接装置1与台架侧对接板自动对接,传动轴与被测电机自动对接,自动启动相应测试程序。过程全部自动控制,包括传动轴与减速器对接、自动加注冷却液,自动上电,自动测试,自动下电等。测试结束被测工件自动脱开,自动吹扫,排空工件中的冷却液。压紧装置松开,输送辊道将电驱总成带测试托盘送至出口。实现产品输出性能测试、nvh测试等自动检测。
47.目前,加油、排油等工序多为人工手动操作,现将手动测试工序集成起来,单工位可提升节拍20s,实现自动测试,提高产线自动化率;目前测试托盘多为为单一机型设计,兼容性差,产线生产其他机型时,需对托盘进行换型,费时费力,现将其设计成定位柱可变,实现多机型兼容,可节省换型时间大约30分钟,节省成本165万元。
48.本发明测试托盘对电驱测试线涉及的各功能进行集成,测试托盘随着辊道将电驱系统输送到各检测工位,与设备自动高精度对接,实现自动加排油、刷程序、eol测试等工序;该测试托盘通过调整定位柱实现多机型兼容,提高产线柔性化,避免换型带来的时间和投资成本浪费。
49.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1