一种紧固件的寿命测试方法与流程
1.本发明属于紧固件寿命测试领域,尤其是涉及一种紧固件的寿命测试方法。
背景技术:
2.双线螺栓和浮动螺母是一种双螺距的紧固组件,具有安装快捷,装配效率高的特点。主要应用于航空航天领域。双线螺栓的头部有内六方盲孔,安装连接时,用六角扳手插入螺栓的内六方盲孔内,以便拧紧螺母时使螺栓止动。目前在航空航天领域实际使用过程中,未关注到产品的安装使用寿命,因此在机型服役过程中会出现产品由于使用次数过多造成产品结构失效而脱落的现象,并对机身的结构部位造成破坏。为确定小冠头双线螺栓和小冠头双线螺栓用浮动螺母组件的使用寿命,作为产品安装的依据。当前的测试方法存在以下问题:由于不同安装场景使用的紧固组件的材质不同,相同材质的紧固组件在连续和不连续装拆安装作业条件的寿命表现存在着明显的差异,现有测试方法通用性差,当需要测试不同材质紧固组件的使用寿命时,需要更换测试方法。
技术实现要素:
3.有鉴于此,本发明旨在提出一种紧固件的寿命测试方法,以解决以上问题。
4.为达到上述目的,本发明的技术方案是这样实现的:
5.本发明一方面提供了一种紧固件的寿命测试方法,具体包括以下步骤:
6.s1、取未测试的紧固组件进行普通装拆作业,直至拧出力矩值小于标准力矩值停止测试;
7.s2、取未测试的紧固组件进行冷却装拆作业,冷却装拆作业后暂定装拆作业,待温度降低后重复进行冷却装拆作业,直至拧出力矩值小于标准力矩值停止测试;
8.s3、取未测试的紧固组件进行冷却装拆作业,重复步骤s2直至拧出力矩值小于标准力矩值停止测试。
9.进一步的,在执行步骤s1之前选取多套紧固组件,紧固组件包括双线螺栓与浮动螺母,双线螺栓贯穿两块测试板与浮动螺母螺纹连接;
10.在执行步骤s1时,在多套紧固组件中选取一套以上的未测试的紧固组件,每套紧固组件的普通装拆作业分多组进行,每组普通装拆作业的次数为一次以上,每组普通装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。
11.进一步的,在执行步骤s2时,在多套紧固组件中选取一套以上的未测试的紧固组件,每套紧固组件的冷却装拆作业分多组进行,每组冷却装拆作业的次数为一次以上,当装拆次数达到s1中的最终装拆次数的80%后进行拧出锁紧性能测试,如果拧出力矩值小于标准力矩值则停止测试,如果拧出力矩值大于标准力矩值则停止测试则继续进行冷却装拆作业,每组冷却装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。
12.进一步的,在执行步骤s3时,在多套紧固组件中选取一套以上的未测试的紧固组件,每套紧固组件的冷却装拆作业分多组进行,每组冷却装拆作业的次数为一次以上,当装拆次数达到s2中的最终装拆次数的80%后进行拧出锁紧性能测试,如果拧出力矩值小于标准力矩值则停止测试,如果拧出力矩值大于标准力矩值则停止测试则继续进行冷却装拆作业,每组冷却装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。
13.进一步的,还包括:
14.s4、取四套未测试的未测试紧固组件,其中两套作为验证一,验证一按照步骤s1的普通装拆作业测试条件,并进行步骤s1中的最终测试次数的测试;
15.另外两组作为验证二,验证二按照步骤s3的普通装拆作业测试条件,并进行步骤s1中的最终测试次数的测试;
16.然后对经过装拆的紧固组件进行进行振动试验,验证紧固组件的防松性能,如果验证组二和验证组一内紧固组件的防松性能符合标准则判定为测试数据有效,如果防松性能不符合标准则判定为测试数据无效,重新进行步骤s1、s2、s3,并提高标准力矩值;
17.s5、取测试s1、s2、s3中的最终装拆次数中最低的一个作为紧固组件的最大装拆使用次数。
18.进一步的,所述步骤s1、s2、s3中的标准力矩值为0.39n.m-0.45n.m。
19.进一步的,所述步骤s1中每组普通装拆作业的次数为15-30次;
20.步骤s2、s3中每组冷却装拆作业的次数为1-10次。
21.进一步的,所述步骤s1、s2、s3中采用两套紧固组件进行测试,并记录两组步骤s1、s2、s3的最终装拆次数,步骤s2中装拆次数以步骤s1中的两组最终装拆次数平均数为参考,步骤s3中装拆次数以步骤s2中的两组最终装拆次数平均数为参考。
22.进一步的,所述步骤s2中的冷却时间为5-10min。
23.本发明另一方面提供了一种应用上述一方面紧固件的寿命测试方法的测试工装,包括安装块,所述安装块一端设有连接柱,所述连接柱为多棱柱,所述安装块远离连接柱的一端开有安装槽,所述安装块远离连接柱的一端开有连接螺纹孔,测试板上开有与连接螺纹孔对应的连接孔,所述测试板通过连接螺栓与安装块连接,所述测试板上开有与紧固件组件的双线螺栓相匹配的测试孔,所述测试孔与连接柱同轴线设置。
24.进一步的,所述连接螺纹孔的数量为四个,其中两个连接螺纹孔的轴心连线与连接柱的轴线重合,所述连接孔的数量为四个,所述测试孔的数量为两个,其中两个连接孔的轴心连线与一个测试孔的轴线重合,另外两个连接螺纹孔的轴心连线与另外一个测试孔的轴线重合。
25.相对于现有技术,本发明所述的一种紧固件的寿命测试方法具有以下有益效果:
26.(1)本发明所述的一种紧固件的寿命测试方法,适用于在不同安装作业模式下,紧固组件的最大装拆使用次数测试,适用范围广,测试过程便捷,测试效率及测试准确性高。
27.(2)本发明所述的一种紧固件的寿命测试方法,待装拆次数达到s1中两组最终装拆次数平均数的80%后进行拧出锁紧性能测试,减少了拧出锁紧性能测试的次数提高了测试速度,降低了测试成本。
附图说明
28.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
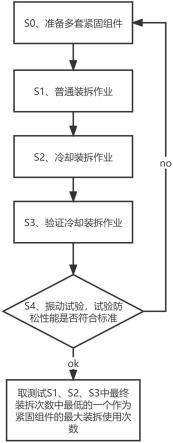
29.图1为本发明实施例所述的测试方法流程示意图;
30.图2为本发明实施例所述的工装结构示意图;
31.图3为本发明实施例所述的安装块结构示意图;
32.图4为本发明实施例所述的测试板结构示意图;
33.图5为本发明实施例所述的工装局部剖面结构示意图。
34.附图标记说明:
35.1-安装板块;2-紧固组件;3-测试板;4-连接螺栓;101-连接柱;102-安装槽;103-连接螺纹孔;201-双线螺栓;202-浮动螺母;301-连接孔;302-测试孔。
具体实施方式
36.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
37.下面将参考附图并结合实施例来详细说明本发明。
38.实施例一:
39.如图1所示,一种紧固件的寿命测试方法,具体包括以下步骤:
40.在执行步骤s1之前选取多套紧固组件2,紧固组件2包括双线螺栓201与浮动螺母202,双线螺栓201贯穿两块测试板3与浮动螺母202螺纹连接;
41.s1、在多套紧固组件2中选取一套以上的未测试的紧固组件2,每套紧固组件2的普通装拆作业分多组进行,每组普通装拆作业的次数为5次,每组普通装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。最终装拆次数为高于标准力矩值的最后一组普通装拆作业的累计测试次数。
42.s2、在多套紧固组件2中选取一套以上的未测试的紧固组件2,每套紧固组件2的冷却装拆作业分多组进行,每组冷却装拆作业的次数为5次,当装拆次数达到s1中的最终装拆次数的80%后进行拧出锁紧性能测试,减少了拧出锁紧性能测试的次数提高了测试速度,降低了测试成本,如果拧出力矩值小于标准力矩值则停止测试,如果拧出力矩值大于标准力矩值则停止测试则继续进行冷却装拆作业,每组冷却装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。
43.s3、在多套紧固组件2中选取一套以上的未测试的紧固组件2,每套紧固组件2的冷却装拆作业分多组进行,每组冷却装拆作业的次数为5次,当装拆次数达到s2中的最终装拆次数的80%后进行拧出锁紧性能测试,如果拧出力矩值小于标准力矩值则停止测试,如果拧出力矩值大于标准力矩值则停止测试则继续进行冷却装拆作业,每组冷却装拆作业中选取最后一次进行拧出锁紧性能测试,直至拧出力矩值小于标准力矩值停止测试,记录最终装拆次数及拧出力矩值。
44.还包括:
45.s4、取四套未测试的未测试紧固组件2,其中两套作为验证一,验证一按照步骤s1的普通装拆作业测试条件,并进行步骤s1中的最终测试次数的测试;
46.另外两组作为验证二,验证二按照步骤s3的普通装拆作业测试条件,并进行步骤s1中的最终测试次数的测试;
47.然后对经过装拆的紧固组件2进行进行振动试验,验证紧固组件2的防松性能,如果验证组二和验证组一内紧固组件2的防松性能符合标准则判定为测试数据有效,如果防松性能不符合标准则判定为测试数据无效,重新进行步骤s1、s2、s3,并提高标准力矩值。
48.s5、取测试s1、s2、s3中的最终装拆次数中最低的一个作为紧固组件2的最大装拆使用次数。步骤s1、s2、s3中的标准力矩值为0.39n.m。
49.步骤s3对步骤s2的测试结果进行了校验,步骤s2测试的是间断拆卸常温环境下的紧固组件2最大装拆使用次数,步骤s1测试的是连续拆卸环境下的紧固组件2最大装拆使用次数,三者取最低值,得出紧固组件2最严格最大装拆使用次数,适用于不用材质的紧固组件2的寿命测试,不用根据紧固组件2更换测试方法,提高了测试效率,保证了测试结果的准确性。
50.实施例二:
51.如图2至图5所示,一种应用紧固件的寿命测试方法的测试工装,包括安装块1,安装块1一端设有连接柱101,连接柱101为六棱柱,六棱柱方便与扭力测试机的三爪卡盘连接,安装块1远离连接柱101的一端开有安装槽102,安装块1远离连接柱101的一端开有连接螺纹孔103,测试板3上开有与连接螺纹孔103对应的连接孔301,测试板3通过连接螺栓4与安装块1连接,测试板3上开有与紧固件组件的双线螺栓201相匹配的测试孔302,测试孔302与连接柱101同轴线设置。
52.连接螺纹孔103的数量为四个,其中两个连接螺纹孔103的轴心连线与连接柱101的轴线重合,连接孔301的数量为四个,测试孔302的数量为两个,其中两个连接孔301的轴心连线与一个测试孔302的轴线重合,另外两个连接螺纹孔103的轴心连线与另外一个测试孔302的轴线重合。
53.工作过程:两个测试板3采用真实使用场景的材质制成,两个测试板3上均开有测试孔302,两个测试孔302内均设有待测试的紧固组件2,两组紧固组件2安装在一组测试板3上,保证了测试结果的一致性;
54.测试孔302与连接柱101同轴线设置保证了力矩测试结果的准确性,测试完一组紧固组件2的力矩后,松开连接螺栓4,更改连接孔301与连接螺纹孔103对齐方式,可以使另外一紧固组件2与连接柱101同轴心,过程中不用调整三爪卡盘,提高了测试效率。
55.本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及方法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
56.在本技术所提供的几个实施例中,应该理解到,所揭露的方法和系统,可以通过其它的方式实现。例如,以上所述单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有
另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。上述单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本发明实施例方案的目的。
57.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
58.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1