一种容器气密性检测方法及系统与流程
1.本发明属于容器检测技术领域,具体涉及容器气密性检测技术。
背景技术:
2.现有的密闭设备容器如电池包、一次性输液器等,气密性对产品的性能和安全性影响很大,因此通常需要对其气密性进行检测。
3.传统气密性检测方法如图1所示, 为使用一个带有气压表的充气设备1.1,通过连接管道1.2待测电池包1.3充入压力气体,当设备达到压力后,停止充气后进行静置,静置一段时长后,通过压力表1.4 观察密封设备内压力下降情况,以此来判断设备的密封性。但是,充气过程中充入气体由于压力变化,气体本身温度会随着压力升高而升高,充气结束后,静置过程中,待测设备中的空气又会受到周围环境温度与压力的影响,温度缓慢下降。而在每次测试中,很难保证测试的环境温度、压力都相同,长时间静置过程中受不同的环境温度及压力影响,对于被测试的密封设备最终压力会产生影响,造成待检测设备容器的密封性测试不准确,影响对待检容器的准确判定。并且,对于存在泄漏的情况,如果进一步要确定泄漏量,传统方法只能采用x射线、γ射线等探伤设备进行测量,这一类设备均存在一定的辐射,会对试验人员造成伤害。
4.因此,有必要研究一种新的检测方法,以提高检测准确性。
技术实现要素:
5.本发明的主要目的在于提供一种容器气密性检测方法及系统,通过估算密封设备漏点等效孔径大小,来检测容器气密性,提高检测准确性。
6.为了实现上述目的,本发明的技术方案如下:在第一方面,本发明提出一种容器气密性检测方法,所述方法是通过估算密封设备漏点等效孔径大小来检测容器气密性。包括如下步骤:步骤1:准备n+1个密封性良好的标准密封容器,取其中n个密封容器进行打孔,打孔的孔径要递增,将这个打孔密封容器命名为待测部件。
7.步骤2:然后将标准密封容器与一个待测部件分别连接于充气装置上,同时分别向标准密封容器与待测部件内通入预定压力为p的气体。
8.步骤3:在标准密封容器与待测部件达到压力p后停止充气,静置时间长度t,然后分别测量标准密封容器与待测部件的压力,以此来确定标准密封容器与待测部件的压差,压差为δp1。
9.步骤4:采用以上步骤2和步骤3的方法,确定得到剩余待测部件与标准密封容器的压差,将剩余待测部件与标准密封容器的压差分别为δp2、δp3、δp4、δp5、δp6、δp7、δp8、δp9、δp10
…
δpn。
10.步骤5:根据以上测得的数据,绘制横坐标为等效孔径纵坐标为压差的曲线图,并拟合公式得到等效孔径和压差的关系。
11.步骤6:在评估的待测密封容器的气密性时,按步骤2和步骤3的方法测量待测密封容器与标准密封容器的压差,通过步骤5得到拟合关系式反算,即可以得出待测密封容器存在泄露等效孔径的大小,从而测出容器的气密性。
12.进一步地,所述密封容器为标准电池包,以及待测密封容器为待测量密封性的电池包。
13.本发明另一方面还提出一种使用上述容器气密性检测方法的检测系统,其包括带有压力表的充气设备、标准密封容器、压力检测部件和充气管道,所述带有压力表的充气设备接出有两路充气管道,一路连接标准密封容器,另一路用于与待测部件/待测密封容器连接,压力检测部件通过管道连接在标准密封容器和待测部件/待测密封容器之间。
14.本发明的优点如下:1、本发明所述方法排除了每次因充入气体的压力和温度不相同,对待测部件等效孔径尺寸测量所带来的偏差,提高了测量精度。
15.2、利用本发明方法可直接估算出待测设备漏点等效孔径的大小,与传统x射线、γ射线探伤设备相比无辐射,不会对试验人员造成伤害,保证了工作人员的安全。
附图说明
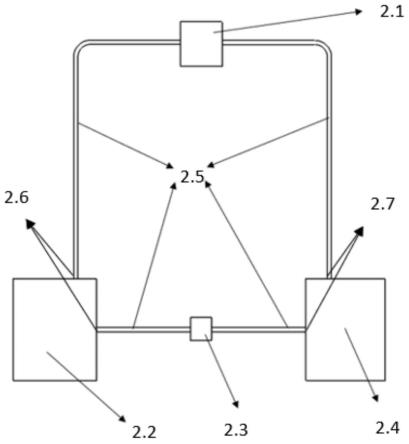
16.图1传统气密测试装置示意图;其中:1.1充气设备、1.2连接充气设备与待检测电池包的管道、1.3待检测电池包、1.4压力表、1.5连接待检测电池包和压力表的管道;图2本发明测量装置示意图;其中2.1带有压力表的充气设备,2.2标准电池包、2.3压力检测部件、2.4待测电池包、2.5管道、2.6标准电池与管道的连接法兰、2.7待测电池包与管道的连接法兰;图3连接处法兰的示意图;其中3.1法兰盘、3.2法兰螺栓孔、3.3法兰密封橡胶圈;图4 本发明所述等效孔径与压差拟合曲线。
具体实施方式
17.为使本发明的目的、技术方案和优点更加清楚,下面结合附图和实施例对本发明方案进行详细描述。本领域技术人员可由本说明书中所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。应当理解,优选实施例仅为了说明本发明,而不是为了限制本发明的保护范围。
18.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
19.以下提供本发明的一个实施例,是以汽车电池包为例,对汽车电池包的密封性进行检测:步骤1:首先准备n+1个密封性良好的标准电池包,取其中n个电池包打孔,孔径递
增,命名为待测部件,余下一个作为标准件。
20.步骤2:将标准电池包与其中一个待测电池包按照图2的布置方法进行布置。
21.图2中,带有压力表的充气设备2.1接出有两路管道2.5,一路管道2.5连接标准电池包2.2,另一路管道2.5用于与待测电池包2.4连接,压力检测部件2.3通过管道连接在标准电池包2.2和待测电池包2.4之间。这里,标准电池包2.2和待测电池包2.4需要分别通过标准电池与管道的连接法兰2.6和待测电池包与管道的连接法兰2.7与充气装置连接的。
22.连接处法兰的结构参见图3,法兰盘3.1上贴需要有法兰密封橡胶圈3.3进行密封,以保证两法兰盘连接处不会漏气,影响测量精度。两法兰盘3.1上都打有螺栓孔3.3,用螺栓连接,用密封胶封住电池包各接插件及其余各漏气位置,连接完好确认不漏气后。
23.在标准电池包和待测电池包通过以上测试装置连接好后,然后开启充气装置,向标准电池包和待测电池包内通入预定压力为p的气体。
24.步骤3:在标准电池包和待测电池包达到压力p后,停止充气,静置时间长度t,用压力检测部件测量连接在检测部件两侧管道的压力差,以此来确定标准电池包与待测部件的压差为δp1。这里,压力p和时间长度t是经验值,根据测试需要进行设定。
25.步骤4:依据上述方法将剩余待测部件与标准件的压差分别为δp2、δp3、δp4、δp5、δp6、δp7、δp8、δp9、δp10
…
δpn。
26.步骤5:绘制横坐标为等效孔径纵坐标为压差的曲线图,并拟合公式得到等效孔径和压差的关系。
27.步骤6,后续有需要评估的电池包时,采用图2的装置测量待测电池包与标准电池包的压差,通过拟合的公式反算出待测件存在泄露等效孔径的大小。
28.为了更清楚,以下仍然以电池包为例,再通过一个更加具体的实施例结合图2、图3和图4,展示本方法的具体过程。
29.步骤1、 准备11个密封良好的电池包,取其中10个分别打孔,孔径分别为0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm,将其命名为待测电池包,将未打孔电池包命名为标准电池包。
30.步骤2、取孔径为0.01mm的待测电池包与标准电池包通过法兰连接将两电池包安装至图2的密封测试设备上,检测连接完好后通入预设压力为3kpa的空气。
31.步骤3、当图2中压力表1显示包内压力为3kpa后停止充气,并静置30min,然后通过图2中的压力检测装置3,测得待测电池包与标准电池包的压差为0.0075pa。
32.步骤4、将剩余待测电池包与标准电池包全部按照上一步方法测出压差,并记录压差分别为0.111pa、0.379pa、0.902pa、1.74pa、2.91pa、4.47pa、6.44pa、8.83pa、11.7pa。
33.步骤5、利用压差与孔径关系,拟合曲线及表达式如图4。
34.步骤6、如项目中有一待检测电池包,通过密封测试设备测试后,与标准电池包压差为1.5pa,则可以根据以上拟合的表达式计算,得出出在此电池包上,应该有一个0.04mm-0.05mm等效孔径的漏孔,以此实现对电池包密封性的精确检测。
35.以上实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1