一种定子套针齿槽形位公差检测装置及检测方法与流程
1.本发明涉及机械零件的检测设备技术领域,涉及一种摆线液压马达定子套的检测设备,具体涉及一种定子套针齿槽形位公差检测装置及检测方法。
背景技术:
2.某种新型摆线液压马达销量较大,市场供不应求,为了扩大产能,满足市场需求,有一部分零部件转到外协厂家生产。然而,零部件在外协厂家的生产过程我公司无法全程监控,只能进行严格的检测来控制质量。
3.比如定子套就是其中一个让外协厂家生产的零部件。如图2所示,定子套1是使用一个确定的横截面形状纵向延伸形成的,上、下有两个平行的端面,外轮廓由四条圆弧围成,中间有一个直径是100毫米的主圆孔,九个针齿槽分别是半径为10毫米的内圆弧面,九个针齿槽的圆心分别位于主圆孔上,九个针齿槽绕主圆孔的轴心线均匀分布形成一个梅花形的通透孔;主圆孔的边被九个针齿槽分隔成九段主孔圆弧10;针齿槽和主孔圆弧10的交点处设有倒边;九个针齿槽分别是第一针齿槽11、第二针齿槽12、第三针齿槽13、第四针齿槽14、第五针齿槽15、第六针齿槽16、第七针齿槽17、第八针齿槽18和第九针齿槽19;针齿槽包括三段线条,分别为左侧倒边、针齿槽圆弧和右侧倒边;主孔圆弧与左侧倒边的交点为a,左侧倒边与针齿槽圆弧的交点为b,针齿槽圆弧与右侧倒边的交点为c,右侧倒边与主孔圆弧的交点为d。
4.以第一针齿槽11为例说明针齿槽的形状,如图3所示,第一针齿槽11包括三段线条,分别为左侧第一倒边111、第一针齿槽圆弧112和右侧第一倒边113;第一个主孔圆弧10与左侧第一倒边111的交点为a1,左侧第一倒边111与第一针齿槽圆弧112的交点为b1,第一针齿槽圆弧112与右侧第一倒边113的交点为c1,右侧第一倒边113与第二个主孔圆弧10的交点为d1。其它八个针齿槽的边线是第一针齿槽11绕主圆孔的圆心进行均匀圆周阵列得到的。
5.在定子套的技术图纸中有这样的技术要求:第一,针齿槽圆弧的半径基准尺寸是10毫米,针齿槽圆弧的圆弧度公差要控制在0至+0.01毫米;第二,针齿槽圆弧相对于理想的阵列中心点的位置度公差在0至+0.01毫米以内。如果外协厂家使用高精度数控设备进行制造,能把梅花形通透孔的尺寸做得非常精确,但是如果外协厂家没有使用高精度的数控设备,而是在普通机械加工设备上,人工摇动分度头加工做成,则梅花形通透孔的尺寸可能不太精确,也可能偏差太大。到目前为止,还在使用普通的测量设备测量针齿槽圆弧的圆弧度公差与位置度公差,测量精度较低。比如,有的人参照gb/t 1243—1997,使用量柱测量距的办法测量,把两个外直径和针齿槽圆弧的直径相等的标准量柱放在其中两个针齿槽内,使用千分尺测量两个量柱内侧两条切线之间的距离,与标准数值进行对比。这种方法要对零部件洗清的非常干净,很小的灰尘夹在量柱和针齿槽圆弧之间,都会被认为针齿槽圆弧半径偏小,对检测环境要求比较苛刻,工作量较大,错检率较高。再比如,有的人参照齿轮的检测方法,选择跨测齿槽数,检测公法线长度。这种方式只检测少数几个点的位置,针齿槽圆
弧上其它大多数点都没有检测,检测结果比较片面,只检测了局部区域,通过分析局部尺寸来评判该零件是否合格;如果其它的没有检测到的点尺寸不符合要求,该零件也可能被定为合格品,为最终的摆线液压马达留下安全隐患。人工操作游标卡尺,拨动游标卡尺的力度大小因人而异,影响到最终读数的大小。人工读出数据,受个人习惯的影响,读数大小因人而异,略有差别。人工检测,主观性较强,受情绪影响较大。对齿形没有相应的数据记载,齿形哪个位置不符合要求,是否错检,是否可以返修使用,缺少详细的参考数据,很多只有少数几个点不符合要求,可以返修使用的,往往被记为不合格,报废处理,造成很大的材料和人工浪费。
技术实现要素:
6.本发明就是针对现有技术存在的上述不足,提供一种定子套针齿槽形位公差检测装置及检测方法,能采集更全面的数据,能直观地反应出哪些可以返修使用,提高智能化和自动化水平,提高工作效率,提高检测精度,检测结果客观精确,自动保存检测数据。
7.为实现上述目的,本发明提供如下技术方案:技术方案一,一种定子套针齿槽形位公差检测装置,包括检测装置和计算机;所述检测装置包括智能千分表、检测气缸和摆动伺服电机;所述检测气缸是带导杆型气缸;所述智能千分表是指授权公告号为cn2066973u、名称为《一种多功能大量程智能千分表》的中国专利所描述的智能千分表,所述智能千分表包括触头和表体;所述表体和检测气缸的活塞杆固定联接;所述检测气缸的缸体和摆动伺服电机的输出轴固定联接;所述摆动伺服电机的输出轴轴心线和触头伸缩的轴心线相垂直交叉;所述智能千分表与计算机电联接。所述摆动伺服电机的输出轴轴心线与待检测第一针齿槽圆弧的轴心线重合。
8.本技术方案的工作过程是这样的:1)定子套的梅花形的通透孔水平朝上,固定放置;2)摆动伺服电机的输出轴轴心线与待检测第一针齿槽圆弧的轴心线重合;3)触头对准第一个主孔圆弧与左侧第一倒边的交点a1,然后使检测气缸完全伸出,触头压在第一个主孔圆弧与左侧第一倒边的交点a1上。摆动伺服电机摆动到该位置是初始位置;4)摆动伺服电机驱动智能千分表和检测气缸的组合绕摆动伺服电机输出轴的轴心线顺时针旋转;所述顺时针旋转是指从上向下观察时,触头按照a1—》b1—》c1—》d1的方向旋转,旋转中心是千分表的摆动中心,也是摆动伺服电机的输出轴轴心线,也是第一针齿槽圆弧轴心线的理想位置,触头随从所触碰到的针齿槽的轮廓自动伸缩,智能千分表把触头伸缩的距离转换为数字信号传输给计算机进行存储,从而达到采集数据的目的,采集到第一针齿槽形状的数据,实际上检测到的是第一针齿槽上各点与摆动伺服电机输出轴的距离数值。
9.所述检测装置还包括升降气缸;所述升降气缸是带导杆型气缸,所述升降气缸的活塞杆与摆动伺服电机的外壳固定联接;所述升降气缸的缸体与机架固定联接。为了使检测的数值更精确,一般升降气缸和检测气缸都要选用较大的规格,使它们刚性较大,轻易不会发生弹性弯曲变形。
10.先使检测气缸带动智能千分表缩回,再使升降气缸带动智能千分表、检测气缸和
摆动伺服电机的组合下降,使触头向下伸入到梅花形通透孔以内,防止触头与梅花形通透孔的边缘相碰撞。设置了升降气缸可以提高自动化水平,不必人工摆放,提高测量精度。
11.本技术方案还包括夹持装置,所述夹持装置包括三个第一夹持爪、第一三爪气动手指和旋转伺服电机;所述第一三爪气动手指是指smc(中国)有限公司生产的mhs3-80d型三爪气动手指,或者其它厂家生产的功能相同的三爪气动手指,第一三爪气动手指包括缸体和三个手指,三个手指相对于一个共同的轴心线圆周均布阵列,同步相向或相背移动,用于夹持工件;第一夹持爪上设置夹持圆弧和夹持定位面,夹持定位面水平朝上,夹持圆弧的半径小于针齿槽的半径,三个第一夹持爪分别和三个手指固定联接,第一三爪气动手指的缸体和旋转伺服电机的输出轴固定联接;第一三爪气动手指驱动三个第一夹持爪同步相背平移,定子套的下端面紧贴在夹持定位面上,三个夹持圆弧分别支撑在三个均匀分布的针齿槽圆弧上,本技术方案选择的是支撑在第一针齿槽、第四针齿槽和第七针齿槽的针齿槽圆弧上,三个针齿槽圆弧的圆点与旋转伺服电机输出轴的轴心线的连线互成120度夹角,均匀分布。
12.按以上所述的步骤1)至4)测量和采集完第一针齿槽的形状数据后,再执行以下步骤:5)检测气缸带动智能千分表收缩,使触头缩入到梅花形通透孔以内,防止触头与梅花形通透孔的边缘相碰撞;6)升降气缸带动智能千分表、检测气缸和摆动伺服电机的组合上升,智能千分表离开梅花形通透孔所包围的空间,防止触头与梅花形通透孔的边缘相碰撞。摆动伺服电机驱动智能千分表和检测气缸的组合逆时针旋转到初始位置;7)旋转伺服电机驱动三个第一夹持爪、第一三爪气动手指和定子套的组合绕旋转伺服电机输出轴的轴心线逆时针旋转40度,使第二针齿槽的针齿槽圆弧转到其轴心线与摆动伺服电机输出轴轴心线相重合的位置;8)升降气缸带动智能千分表、检测气缸和摆动伺服电机的组合下降,检测气缸完全伸出,触头压在第二个主孔圆弧与左侧第二倒边的交点a2上;9)执行步骤4),采集到第二针齿槽形状的数据并存储到计算机中。
13.重复八次以上步骤5)至9),总共得到九个针齿槽轮廓的数据,并保存在计算机中;在分析软件中可以得到九个针齿槽轮廓的数据图形,图中的横坐标代表时间,单位是秒,纵坐标代表触头与摆动伺服电机输出轴轴心线之间的距离,单位是毫米。图形有九个周期,a1至a2是一个周期,后面依次类推;a1至b1这一段线段代表着左侧第一倒边,图形走向是左上-右下走向;c1至d1这一段线段代表着右侧第一倒边,图形走向是左下-右上走向;b1至c1这一段线段代表着第一针齿槽圆弧,理想化的应该是一条水平直线。理想化的b1-c1的纵坐标应该在10至10.02毫米范围内,纵坐标在该范围内则合格,否则判为不合格。如果a1至b1或c1至d1不是如果所述的倾斜线段,而是a1-b1或c1-d1成了一条水平直线,即其纵坐标全部落入了10至10.02毫米范围内,则说明倒边缺失,在生产时漏掉了倒边这一道工序,应判为不合格,需要返修。
14.其余的八个针齿槽轮廓的数据也以同样的方法分析和判断,每一段针齿槽圆弧的纵坐标都应该在10至10.02毫米范围内,则判定为合格,否则判定为不合格。d1至a2之间的线段是采集的当触头离开梅花形的通透孔表面时最大量程的数据,没有分析意义。
15.本技术方案还包括搬运机器人和机械手,所述机械手包括三个第二夹持爪和第二三爪气动手指,所述第二夹持爪和第二三爪气动手指分别与第一夹持爪和第一三爪气动手指相同,所述三个第二夹持爪分别和第二三爪气动手指的三个手指固定联接,所述第二三爪气动手指的缸体和搬运机器人的机械臂末端固定联接,所述搬运机器人驱动机械手移动,从待检区夹持待检定子套的上端,放在三个第一夹持爪上,然后把已检定子套从第一夹持爪上夹持取下,放到已检区或者不合格区。
16.为了使机械手正确夹持待检定子套,本技术方案还包括摄像机,摄像机拍摄待检定子套,与预存的定子套端面图形相比对,然后搬运机器人驱动机械手旋转至预期的角度方位,放置到三个第一夹持爪上,使三个第一夹持爪分别支撑在第一针齿槽、第四针齿槽和第七针齿槽的针齿槽圆弧上。所述的第一针齿槽具有这样的明显特征:定子套的外形轮廓是由四条圆弧边组成的近似正方形,相邻两条圆弧边的交点处倒圆角,有两条相互垂直的对称轴,圆弧边的圆心位于对称轴上,其中第一针齿槽的针齿槽圆弧的圆心位于其中一条对称轴上,其余的针齿槽圆弧的圆心都不在任一条对称轴上。
17.本技术方案还包括振动器,振动器的第一端和搬运机器人的机械臂末端固定联接,振动器的第二端和第二三爪气动手指的缸体固定联接,搬运机器人驱动振动器和机械手移动,从待检区夹持待检定子套的上端,把待检定子套放在三个第一夹持爪上,如果夹持圆弧没有支撑在针齿槽圆弧上距离旋转伺服电机轴心线最远处的一点,而是沿着圆弧偏移了微小的距离,因为自锁现象,即使第一三爪气动手指继续施加更大的撑紧力,夹持圆弧支撑点也不会自动滑动到针齿槽圆弧距离旋转伺服电机轴心线最远处的点上,这时启动振动器,激振力通过机械手向下传递到待检定子套上,激振力的作用能使夹持圆弧支撑点滑动到针齿槽圆弧距离旋转伺服电机轴心线最远处的点上,使九个针齿槽圆弧的理想圆周阵列轴心线与旋转伺服电机轴心线精准重合,这样能提高检测精度。机械手振动的同时向下按压待检定子套,也能使定子套的下端面与夹持定位面紧密贴合,防止九个针齿槽圆弧的圆周阵列轴心线与旋转伺服电机轴心线产生微小夹角,提高检测精度。
18.技术方案二,一种定子套针齿槽形位公差检测装置的检测方法,包括采集数据、对数据分析和评判、得出定子套是合格品或者不合格品的结论。
19.所述对数据的分析和评判包括把采集到的针齿槽圆弧上各点与摆动伺服电机的输出轴轴心线的距离与预设的数值区间[10,10.02]相比对,单位是毫米,如果所有的数值都落入该区间则判定为合格,否则判定为不合格。对于只有局部位置数据小于10毫米的定子套,可以返修使用。
[0020]
所述对数据的分析和评判还包括把采集到的左侧倒边或右侧倒边上各点与摆动伺服电机的输出轴轴心线之间的距离与预设的数值区间相比对,如果所有的数值都落入预设的数值范围,即大于预设的10.02毫米则判定为合格,否则判定为不合格,但是可以返修使用。
[0021]
本发明的有益效果是:1)能采集更全面的数据,采集数据的多少取决于采集频率,一般以10hz的频率采集,针齿槽的三段线条上都采集到多组数据,使用这样更全面的数据进行分析评判,能反应出针齿槽的全貌,而不是片面地反应针齿槽的局部,分析结果有代表性。
[0022]
2)数据记载全面,能直观地反应出哪些可以返修使用,针齿槽圆弧上局部数据小
于10毫米的定子套,可以返修使用,漏掉了左侧倒边或右侧倒边工序的可以返修使用,相比重新下料做定子套,节省了材料费用和工时,降低了生产成本。
[0023]
3)智能评判检测结果,智能抓取和放置定子套,提高智能化和自动化水平,提高工作效率,提高检测精度。
[0024]
4)触头以设定的标准力度触碰待测表面,自动采集数据,不受主观情绪、人工施力大小、人工读数习惯等影响,检测结果客观精确。
[0025]
5)对每一段检测线段的检测数据都自动保存在计算机中,如果出现错检问题,可以随时调出数据检查出现问题的原因,为以后避免错检提供参考依据。
附图说明
[0026]
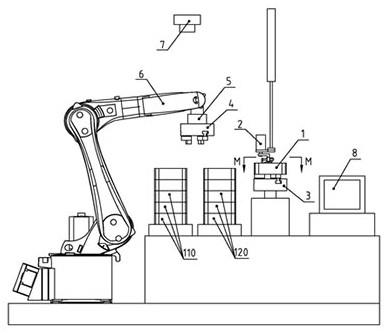
图1是本发明实施例1的三维结构示意图;图2是定子套的俯视图;图3是图2中n处的放大视图;图4是检测装置的三维结构示意图;图5是夹持装置的三维结构示意图;图6是第一夹持爪的三维结构示意图;图7是图1中沿m-m线的剖视图;图8是智能千分表的测量值随时间变化的坐标曲线图。
[0027]
图中:1-定子套;10-主孔圆弧;11-第一针齿槽;111-左侧第一倒边;112-第一针齿槽圆弧;113-右侧第一倒边;l1-主孔圆弧与左侧第一倒边的交点a1的距离,该数值大于10毫米;l2-左侧第一倒边与第一圆弧的交点b1的距离,理想数值是10毫米;12-第二针齿槽;a2、b2、c2、d2分别是第二针齿槽的组成线段之间的交点,与第一针齿槽11相似,不再重复描述;13-第三针齿槽;14-第四针齿槽;15-第五针齿槽;16-第六针齿槽;17-第七针齿槽;18-第八针齿槽;19-第九针齿槽;各针齿槽的组成线段之间的交点;110-待检定子套;120-已检定子套;2-检测装置;21-智能千分表;211-触头;212-表体;22-检测气缸;23-摆动伺服电机;24-升降气缸;o2-摆动伺服电机输出轴的轴心线;3-夹持装置;31-第一夹持爪;311-夹持圆弧;312-夹持定位面;32-第一三爪气动手指;33-旋转伺服电机;o1-旋转伺服电机输出轴轴心线;4-机械手;5-振动器;6-搬运机器人;7-摄像机;8-计算机。
具体实施方式
[0028]
下面将结合实施例及附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0029]
实施例1,一种定子套针齿槽形位公差检测装置,如图1-8所示,包括检测装置2和计算机8;所述检测装置2包括智能千分表21、检测气缸22和摆动伺服电机23;所述检测气缸
22是带导杆型气缸;所述智能千分表21是指专利文献号为cn2066973u、名称为《一种多功能大量程智能千分表》的中国专利所描述的智能千分表,所述智能千分表21包括触头211和表体212;所述表体212和检测气缸22的活塞杆固定联接;所述检测气缸22的缸体和摆动伺服电机23的输出轴固定联接;所述摆动伺服电机23的输出轴轴心线和触头211伸缩的轴心线相垂直交叉;所述智能千分表21与计算机8电联接。所述摆动伺服电机23的输出轴轴心线与待检测第一针齿槽圆弧112的轴心线重合。
[0030]
如图4和图7所示,本实施例的工作过程是这样的:1)定子套1的梅花形的通透孔水平朝上,固定放置;2)摆动伺服电机23的输出轴轴心线与待检测第一针齿槽圆弧112的轴心线重合;3)触头211对准第一个主孔圆弧10与左侧第一倒边111的交点a1,然后使检测气缸22完全伸出,触头211压在第一个主孔圆弧10与左侧第一倒边111的交点a1上。摆动伺服电机23摆动到该位置是初始位置;4)摆动伺服电机23驱动智能千分表21和检测气缸22的组合绕摆动伺服电机输出轴的轴心线o2顺时针旋转;所述顺时针旋转是指从上向下观察时,触头211按照a1—》b1—》c1—》d1的方向旋转,旋转中心即图7中所示的千分表的摆动中心o2,也是摆动伺服电机23的输出轴轴心线,也是第一针齿槽圆弧112轴心线的理想位置,触头211随从所触碰到的针齿槽的轮廓自动伸缩,智能千分表21把触头211伸缩的距离转换为数字信号传输给计算机8进行存储,从而达到采集数据的目的,采集到第一针齿槽11形状的数据,实际上检测到的是第一针齿槽11上各点与摆动伺服电机23输出轴的距离数值。
[0031]
所述检测装置2还包括升降气缸24;所述升降气缸24是带导杆型气缸,所述升降气缸24的活塞杆与摆动伺服电机23的外壳固定联接;所述升降气缸24的缸体与机架固定联接。为了使检测的数值更精确,一般升降气缸24和检测气缸都要选用较大的规格,使它们刚性较大,轻易不会发生弹性弯曲变形。
[0032]
先使检测气缸22带动智能千分表21缩回,再使升降气缸24带动智能千分表21、检测气缸22和摆动伺服电机23的组合下降,使触头211向下伸入到梅花形通透孔以内,防止触头211与梅花形通透孔的边缘相碰撞。设置了升降气缸24可以提高自动化水平,不必人工摆放,提高测量精度。
[0033]
本实施例还包括夹持装置3,所述夹持装置3包括三个第一夹持爪31、第一三爪气动手指32和旋转伺服电机33;所述第一三爪气动手指32是指smc(中国)有限公司所生产的mhs3-80d型三爪气动手指,三爪气动手指包括缸体和三个手指,三个手指相对于一个共同的轴心线圆周均布阵列,同步相向或相背移动,用于夹持工件;第一夹持爪31上设置夹持圆弧311和夹持定位面312,夹持定位面312水平朝上,夹持圆弧311的半径小于针齿槽的半径,三个第一夹持爪31分别和三个手指固定联接,第一三爪气动手指32的缸体和旋转伺服电机33的输出轴固定联接;第一三爪气动手指32驱动三个第一夹持爪31同步相背平移,定子套1的下端面紧贴在夹持定位面312上,三个夹持圆弧311分别支撑在三个均匀分布的针齿槽圆弧上,本实施例选择的是支撑在第一针齿槽11、第四针齿槽14和第七针齿槽17的针齿槽圆弧上,三个针齿槽圆弧的圆点与旋转伺服电机输出轴的轴心线的连线互成120度夹角,均匀分布。
[0034]
按以上所述的步骤1)至4)测量和采集完第一针齿槽11的形状数据后,再执行以下
步骤:5)检测气缸22带动智能千分表21收缩,使触头211缩入到梅花形通透孔以内,防止触头211与梅花形通透孔的边缘相碰撞;6)升降气缸24带动智能千分表21、检测气缸22和摆动伺服电机23的组合上升,智能千分表21离开梅花形通透孔所包围的空间,防止触头211与梅花形通透孔的边缘相碰撞。摆动伺服电机23驱动智能千分表21和检测气缸22的组合逆时针旋转到初始位置;7)旋转伺服电机33驱动三个第一夹持爪31、第一三爪气动手指32和定子套1的组合绕旋转伺服电机输出轴的轴心线o1逆时针旋转40度,使第二针齿槽12的针齿槽圆弧转到其轴心线与摆动伺服电机12输出轴轴心线相重合的位置;8)升降气缸24带动智能千分表21、检测气缸22和摆动伺服电机23的组合下降,检测气缸22完全伸出,触头211压在第二个主孔圆弧10与左侧第二倒边的交点a2上;9)执行步骤4),采集到第二针齿槽12形状的数据并存储到计算机8中。
[0035]
重复八次以上步骤5)至9),总共得到九个针齿槽轮廓的数据,并保存在计算机8中;在分析软件中可以得到如图8所示的图形,图中的横坐标代表时间,单位是秒,纵坐标代表触头211与摆动伺服电机23输出轴轴心线之间的距离,单位是毫米。从图中可以看出,图形有九个周期,a1至a2是一个周期,后面依次类推;a1至b1这一段线段代表着左侧第一倒边111,图形走向是左上-右下走向;c1至d1这一段线段代表着右侧第一倒边113,图形走向是左下-右上走向;b1至c1这一段线段代表着第一针齿槽圆弧112,理想化的应该是一条水平直线。理想化的b1-c1的纵坐标应该在10至10.02毫米范围内,纵坐标在该范围内则合格,否则判为不合格。如果a1至b1或c1至d1不是如果所述的倾斜线段,而是a1-b1或c1-d1成了一条水平直线,即其纵坐标全部落入了10至10.02毫米范围内,则说明倒边缺失,在生产时漏掉了倒边这一道工序,应判为不合格,需要返修。
[0036]
其余的八个针齿槽轮廓的数据也以同样的方法分析和判断,每一段针齿槽圆弧的纵坐标都应该在10至10.02毫米范围内,则判定为合格,否则判定为不合格。d1至a2之间的线段是采集的当触头211离开梅花形的通透孔表面时最大量程的数据,没有分析意义。
[0037]
本实施例还包括搬运机器人6和机械手4,所述机械手4包括三个第二夹持爪和第二三爪气动手指,所述第二夹持爪和第二三爪气动手指分别与第一夹持爪31和第一三爪气动手指32相同,所述三个第二夹持爪分别和第二三爪气动手指的三个手指固定联接,所述第二三爪气动手指的缸体和搬运机器人6的机械臂末端固定联接,所述搬运机器人6驱动机械手4移动,从待检区夹持待检定子套110的上端,放在三个第一夹持爪31上,然后把已检定子套120从第一夹持爪31上夹持取下,放到已检区或者不合格区。
[0038]
为了使机械手4正确夹持待检定子套110,本实施例还包括摄像机7,摄像机7拍摄待检定子套110,与预存的定子套1端面图形相比对,然后搬运机器人6驱动机械手4旋转至预期的角度方位,放置到三个第一夹持爪31上,使三个第一夹持爪31分别支撑在第一针齿槽11、第四针齿槽14和第七针齿槽17的针齿槽圆弧上。所述的第一针齿槽11具有这样的明显特征:如图2所示,定子套1的外形轮廓是由四条半径为350毫米的圆弧边组成的近似正方形,相邻两条圆弧边的交点处倒半径为r22的圆角,有两条相互垂直的对称轴,圆弧边的圆心位于对称轴上,其中第一针齿槽11的针齿槽圆弧的圆心位于其中一条对称轴上,其余的针齿槽圆弧的圆心都不在任一条对称轴上。
[0039]
本实施例还包括振动器5,振动器5的第一端和搬运机器人6的机械臂末端固定联接,振动器5的第二端和第二三爪气动手指的缸体固定联接,搬运机器人6驱动振动器5和机械手4移动,从待检区夹持待检定子套110的上端,把待检定子套110放在三个第一夹持爪31上,如果夹持圆弧311没有支撑在针齿槽圆弧上距离旋转伺服电机33轴心线最远处的一点,而是沿着圆弧偏移了微小的距离,因为自锁现象,即使第一三爪气动手指32继续施加更大的撑紧力,夹持圆弧311支撑点也不会自动滑动到针齿槽圆弧距离旋转伺服电机33轴心线最远处的点上,这时启动振动器5,激振力通过机械手4向下传递到待检定子套110上,激振力的作用能使夹持圆弧311支撑点滑动到针齿槽圆弧距离旋转伺服电机33轴心线最远处的点上,使九个针齿槽圆弧的理想圆周阵列轴心线与旋转伺服电机33轴心线精准重合,这样能提高检测精度。机械手4振动的同时向下按压待检定子套110,也能使定子套1的下端面与夹持定位面312紧密贴合,防止九个针齿槽圆弧的圆周阵列轴心线与旋转伺服电机33轴心线产生微小夹角,提高检测精度。
[0040]
实施例2,一种定子套针齿槽形位公差检测装置的检测方法,包括采集数据、对数据分析和评判、得出定子套1是合格品或者不合格品的结论。
[0041]
所述对数据的分析和评判包括把采集到的针齿槽圆弧上各点与摆动伺服电机23的输出轴轴心线的距离与预设的数值区间[10,10.02]相比对,单位是毫米,如果所有的数值都落入该区间则判定为合格,否则判定为不合格。对于只有局部位置数据小于10毫米的定子套,可以返修使用。比如只在2毫米长的曲线段上,数据在9.88至10毫米之间,可以返修,使用圆锉在局部修磨一下,直到修至数据符合要求。
[0042]
所述对数据的分析和评判还包括把采集到的左侧倒边或右侧倒边上各点与摆动伺服电机23的输出轴轴心线之间的距离与预设的数值区间相比对,如果所有的数值都大于预设的10.02毫米则判定为合格,否则判定为不合格。
[0043]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的范围。这样,倘若本发明的这些修改和变型属于本发明及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1