一种阀门气密性检测装置的制作方法
1.本发明涉及阀门技术领域,尤其是涉及一种阀门气密性检测装置。
背景技术:
2.阀门是用来开闭管路、控制流向、调节和控制输送介质的参数(温度、压力和流量)的管路附件,根据其功能,分为关断阀、止回阀、调节阀等。阀门是流体输送系统中的控制部件,具有截止、调节、导流、防止逆流、稳压、分流或溢流泄压等功能。用于流体控制系统的阀门,从最简单的截止阀到极为复杂的自控系统中所用的各种阀门,其品种和规格相当繁多,在阀门生产制造过程中,尤其是球阀,因为阀体与阀轴之间转动连接,需要对阀体与阀轴之间的间隙进行密封性检测,虽然市面上的阀门质量检测设备虽然检测比较准确,但无法实现自动筛选分类,且无法实现连续性的进行检测需要人工进行更换。
3.申请号为cn202122961413.4的中国专利公开了一种阀门加工用气密性检测装置,包括阀体,所述阀体的左右侧端面开设有导流腔,所述阀体的外表面上侧焊接固定有上定筒,所述上定筒的内部转动连接有阀轴,所述上定筒的上端面外侧转动连接有下转环,所述阀轴的外表面下侧转动连接有上转环,所述下转环的上端面和上转环的上端面均焊接固定有折叠片,所述折叠片与上定筒和阀轴之间的间隙形成检测腔,所述折叠片的外表面开设有折叠槽,所述折叠槽的内部设置有密封检测装置,该专利虽然可以实现对阀门的密封性进行检测,但需要人工的对阀门两侧进行连接,且无法在检测后对合格产品及未合格产品进行筛选分类,故本发明提供了一种阀门气密性检测装置。
技术实现要素:
4.本发明针对现有技术上的缺陷,提供了一种阀门气密性检测装置,克服需要人工的对阀门两侧进行连接,且无法在检测后对合格产品及未合格产品进行筛选分类的问题。
5.一种阀门气密性检测装置,包括支撑架,支撑架上固定安装有合格产品下料方管和不合格产品下料方管,支撑架上方设置有上下料机构和检测机构,上下料机构包括换料推架,换料推架两侧对称固定安装有阻气板,换料推架滑动以对检测完毕的阀门进行更换,检测机构包括分类直筒,分类直筒内滑动安装有分类活塞,通过分类活塞滑动以判断阀门为合格产品。
6.进一步地,支撑架侧面还设置有分类机构,分类机构包括分类固定板,分类固定板上滑动安装有分类盖板,分类盖板前端长板部分遮盖在不合格产品下料方管上,分类盖板尾端固定安装有直齿条,通过直齿条滑动,使得分类盖板前端长板部分与不合格产品下料方管分离,以对检测后对合格产品及未合格产品进行筛分回收。
7.进一步地,检测机构包括挤压滑板和检测直筒,挤压滑板上固定安装有检测活塞,检测直筒和检测活塞滑动配合,所述支撑架上固定安装有圆筒固定板,圆筒固定板侧面固定安装有挤压圆筒,检测直筒的无杆腔和挤压圆筒之间设置有检测气管,通过检测活塞滑动以对阀门进行气密性检测。
8.进一步地,上下料机构包括主动推架和电机固定架,电机固定架侧面固定安装有驱动电机,驱动电机的输出端固定安装有主动直齿轮,主动推架上设置有若干齿,主动推架和齿构成齿轮齿条副,主动推架滑动以使换料推架滑动对阀门进行更换。
9.进一步地,主动推架上固定安装有挤压斜板,所述挤压滑板上固定安装有挤压滑块,挤压斜板和挤压滑块滑动配合,挤压斜板滑动以使检测活塞在检测直筒内部推动检测直筒无杆腔内的气体移动。
10.进一步地,分类直筒和挤压圆筒的的中心线在同一直线上。
11.进一步地,分类机构包括十字型支撑架和分类支撑架,分类固定板和分类支撑架之间转动安装有传动轴,传动轴上固定安装有被动直齿轮和传动直齿轮,所述十字型支撑架上滑动安装有l型齿条,所述分类活塞固定安装在l型齿条上,被动直齿轮和l型齿条构成齿轮齿条副,传动直齿轮和直齿条构成齿轮齿条副。
12.进一步地,圆筒固定板上方固定安装有送料方管,送料方管用于输送待检测阀门。
13.进一步地,阻气板后端部分设置有条形孔,前端部分为无孔板。
14.本发明与现有技术相比的有益效果是:(1)本发明通过设置上下料机构,可以对阀门进行自动的上下料,无需人工进行更换,节省劳动力。(2)本发明通过设置检测机构和分类机构,检测机构和分类机构相互配合,实现对检测后合格的阀门和未合格的阀门进行筛选分类回收。(3)本发明只设置有一个驱动电机,通过单一驱动实现所有功能,使设备操作简单上手容易。
附图说明
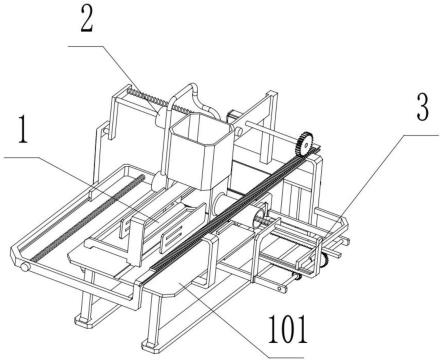
15.图1为本发明整体结构示意图。
16.图2为本发明上下料机构推料部分的结构示意图。
17.图3为本发明部分框架的结构示意图。
18.图4为本发明分类机构驱动部分的结构示意图。
19.图5本发明的检测机构的结构示意图。
20.图6为本发明检测机构驱动部分的结构示意图。
21.图7为本发明上下料机构的结构示意图。
22.图8为本发明分类机构筛分部分的结构示意图。
23.图9为图6中a处的局部放大示意图
24.附图说明:1-上下料机构;2-检测机构;3-分类机构;101-支撑架;102-合格产品下料方管;103-不合格产品下料方管;104-换料推架;105-阻气板;106-挤压斜板;107-主动推架;108-齿;109-c型支撑板;110-十字型支撑架;111-分类固定板;112-挤压滑块;113-分类盖板;114-换料滑杆;115-分类支撑架;116-传动轴;117-被动直齿轮;118-传动直齿轮;119-直齿条;120-l型齿条;121-分类活塞;122-挤压滑板;123-分类直筒;124-直筒固定板;125-主动直齿轮;126-驱动电机;127-电机固定架;128-检测直筒;129-检测气管;130-检测活塞;131-检测滑杆;132-换料固定板;133-推架滑杆;134-挤压圆筒;135-圆筒横板;136-圆筒固定板;137-送料方管。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例:参考图1-图3、图7、图8,一种阀门气密性检测装置,包括支撑架101,支撑架101上固定安装有合格产品下料方管102和不合格产品下料方管103,合格产品下料方管102和不合格产品下料方管103的中心为中空的,支撑架101上方设置有上下料机构1和检测机构2,上下料机构1包括换料推架104,换料推架104滑动安装在支撑架101上表面,换料推架104两侧对称固定安装有阻气板105,不合格产品下料方管103上固定安装有换料固定板132,换料固定板132上固定安装在换料滑杆114,换料滑杆114和换料推架104滑动配合,换料推架104和换料固定板132之间设置有弹簧。
27.参考图1-图3、图6、图7,图支撑架101上固定安装有电机固定架127,电机固定架127侧面固定安装有驱动电机126,驱动电机126的输出轴前端固定安装有主动直齿轮125,支撑架101还固定安装有c型支撑板109和十字型支撑架110,c型支撑板109上滑动安装有主动推架107,主动推架107和十字型支撑架110滑动配合,主动推架107上设置有若干齿108,主动推架107和齿108构成齿轮齿条副,主动推架107上固定设置有挤压斜板106,启动驱动电机126,使主动直齿轮125逆时针转动,进而使主动推架107向着换料推架104的方向滑动,主动推架107和换料推架104之间有一段距离,使得主动推架107需要滑动一段距离后才接触到换料推架104端面,再带动换料推架104滑动,使换料推架104和换料固定板132之间设置的弹簧被压缩,启动驱动电机126使主动直齿轮125反转,换料推架104受到换料推架104和换料固定板132之间设置的弹簧的反作用力回弹,换料推架104最终回到初始位置。
28.参考图1、图3-图5,检测机构2包括分类直筒123,分类直筒123中心为通孔,支撑架101上固定安装有直筒固定板124,直筒固定板124中心设置有和分类直筒123的通孔一样大的孔,分类直筒123固定安装在直筒固定板124上,直筒固定板124上设置的孔和分类直筒123的通孔的中心线在同一直线上,分类直筒123内滑动安装有分类活塞121,支撑架101上固定安装有分类支撑架115,分类活塞121和分类支撑架115滑动配合,分类活塞121和分类支撑架115之间设置有弹簧。
29.参考图1、图3、图5、图6,检测机构2还包括检测直筒128,检测直筒128中心为通孔,检测直筒128的一端固定安装在电机固定架127上,检测直筒128内滑动安装有检测活塞130,检测活塞130的活塞端和电机固定架127之间形成密闭腔室,电机固定架127上滑动安装有检测滑杆131,检测滑杆131端部固定设置有挤压滑板122,挤压滑板122和电机固定架127之间设置有弹簧,检测活塞130固定安装在挤压滑板122上,支撑架101上固定安装有圆筒固定板136,圆筒固定板136侧面固定安装有挤压圆筒134,挤压圆筒134中心为盲孔,挤压圆筒134面向圆筒固定板136的方向为开口方向,圆筒固定板136中心设置有和挤压圆筒134的盲孔一样大的孔,挤压圆筒134的盲孔和圆筒固定板136上设置的孔的中心线在同一直线上,检测直筒128和电机固定架127构成的密闭腔室与挤压圆筒134之间设置有检测气管129,挤压圆筒134未开孔端上固定安装有圆筒横板135,圆筒横板135和主动推架107滑动配合,圆筒横板135上固定安装有推架滑杆133,主动推架107和圆筒横板135之间设置有弹簧。
30.参考图1、图4-图6、图9,挤压滑板122上固定安装有挤压滑块112,挤压滑块112和挤压斜板106滑动配合,将阀门放置在直筒固定板124和圆筒固定板136之间,直筒固定板124和圆筒固定板136的外壁与阀门两侧常态下为密闭状态,即阀门放置在直筒固定板124和圆筒固定板136时,阀门左右两侧法兰盘为密封状态,通过主动推架107滑动带动挤压斜板106进行滑动,使挤压滑块112在挤压斜板106的斜面进行滑动,进而使得挤压滑板122向内侧滑动,使得检测活塞130在检测直筒128内滑动,进而推动检测直筒128和电机固定架127构成的密闭腔室内得气体通过检测气管129流动到挤压圆筒134中,气体再从挤压圆筒134中流入阀门内部,检测时阀门处于关闭状态,此时若分类活塞121发生滑动,则该阀门有气体泄漏,说明该产品不合格,反之分类活塞121不发生滑动,则该阀门合格。
31.参考图1、图3、图4、图8,支撑架101侧面还设置有分类机构3,分类机构3包括分类固定板111,分类固定板111固定安装在支撑架101上,分类固定板111上滑动安装有分类盖板113,分类盖板113前端长板部分遮盖在不合格产品下料方管103上,分类盖板113尾端部分固定安装有直齿条119,直齿条119和十字型支撑架110滑动配合,分类固定板111和分类支撑架115之间转动安装有传动轴116,传动轴116上固定安装有被动直齿轮117和传动直齿轮118,十字型支撑架110上滑动安装有l型齿条120,分类活塞121固定安装在l型齿条120上,被动直齿轮117和l型齿条120构成齿轮齿条副,传动直齿轮118和直齿条119构成齿轮齿条副,在检测的产品不合格时,分类活塞121被阀门泄漏过来的气体推动,使得l型齿条120滑动,进而使传动轴116发生转动,通过传动轴116带动传动直齿轮118转动,带动直齿条119滑动,进而使得分类盖板113前端长板部分与不合格产品下料方管103分离。
32.参考图1、图2,图7,圆筒固定板136上方固定安装送料方管137,送料方管137和直筒固定板124固定连接,送料方管137用于传输待检测阀门,阻气板105后端部分设置有条形孔,前端部分为无孔板,在换料推架104在向着不合格产品下料方管103方向滑动时,阻气板105的前端先遮住直筒固定板124和圆筒固定板136的通孔,防止此时推动的阀门为不合格产品时,使得分类直筒123内气体不会泄漏,阻挡分类活塞121在弹簧的作用下回弹,保证此时不合格产品下料方管103上方分类盖板113滑开,并且换料推架104的上端部分在换料推架104在向着不合格产品下料方管103方向滑动时支撑住上方的待检测阀门,待换料推架104回到初始位置时,上方的待检测阀门沿着送料方管137滑落到直筒固定板124和圆筒固定板136之间。
33.工作原理:送料方管137中可放置多个待检测阀门,便于实现待检测阀门的快速上料,检测时阀门处于关闭状态,待检测阀门沿着送料方管137内壁滑下,落到直筒固定板124和圆筒固定板136之间后,启动驱动电机126,使主动直齿轮125逆时针转动,进而使主动推架107向着换料推架104的方向滑动,主动推架107和圆筒横板135之间设置的弹簧也被压缩,此时主动推架107上固定设置的挤压斜板106也发生位移,由于主动推架107和换料推架104之间有一段距离,所以使得挤压斜板106在推动挤压滑块112向内运动时主动推架107不会接触到换料推架104。
34.在挤压滑块112的作用下挤压滑板122向内侧滑动,使得检测活塞130在检测直筒128内滑动,进而推动检测直筒128和电机固定架127构成的密闭腔室内的气体通过检测气管129流动到挤压圆筒134中,气体再从挤压圆筒134中流入阀门内部,并且挤压滑板122和电机固定架127之间设置的弹簧被压缩。
35.此时若分类活塞121发生滑动,则该阀门有气体泄漏,说明该产品不合格,分类活塞121被阀门泄漏过来的气体推动,使得l型齿条120滑动,进而带动被动直齿轮117转动,使传动轴116发生转动,通过传动轴116带动传动直齿轮118转动,进而带动直齿条119滑动,进而使得分类盖板113前端长板部分与不合格产品下料方管103分离,此时驱动电机126继续启动,使得主动推架107开始带动换料推架104进行滑动,换料推架104滑动时,换料推架104上方的板抵住送料方管137内的待检测阀门防止落下,并且阻气板105的前端无孔板遮挡住直筒固定板124和圆筒固定板136的通孔,防止直筒固定板124和圆筒固定板136内的气体泄漏,使分类活塞121在分类活塞121和分类支撑架115之间设置的弹簧的反作用力下回弹,导致分类盖板113盖住不合格产品下料方管103,不合格产品无法从不合格产品下料方管103的中间落下,此时不合格阀门在换料推架104的推动下从不合格产品下料方管103的中心落入下方。
36.此时若分类活塞121未发生滑动,则该阀门气密性良好,说明该产品合格,驱动电机126继续启动,使得主动推架107开始带动换料推架104进行滑动,推动阀门向前运动,由于分类活塞121为发生滑动,使得不合格产品下料方管103上的分类盖板113未滑开,阀门在换料推架104的推动从分类盖板113表面滑动,从合格产品下料方管102的中心落入下方。
37.阀门分别从合格产品下料方管102和不合格产品下料方管103落下实现筛选分类,阀门落下后,驱动电机126反转,使主动直齿轮125顺时针转动,使主动推架107向外侧滑动,所有被压缩弹簧开始释放,在弹簧释放的作用力下所有零件回到初始位置,在换料推架104脱离对上方的待检测阀门的支撑,待检测阀门继续落下进行检测,重复上述步骤对阀门进行检测。
38.本发明不局限上述具体实施方式,所属技术领域的技术人员从上述构思出发,不经过创造性的劳动,做出的种种变换,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1