一种评价不同梗径的混合烟梗的永久变形的方法和用途与流程
1.本发明属于烟草加工技术领域,具体涉及一种评价不同梗径的混合烟梗的永久变形的方法;该方法可以应用于压梗效果的质量控制,尤其是压梗机的压辊间隙的工艺维护等。
背景技术:
2.烟梗是烟叶的天然组成部分,将其加工成梗丝后掺配使用,在卷烟降焦减害、降本增效、调节吸味品质和燃烧状态等方面具有重要作用,现已成为卷烟叶组配方不可或缺的组成部分。
3.梗丝的状态和密度与叶丝存在较大差异,两者混合效果不佳容易导致卷制后的卷烟的吸阻、燃烧性、烟支单支总量及烟丝密度的波动,从而影响卷烟品质。因此梗丝较多地使用在低档卷烟中,而高档卷烟中不使用或用量很少;这不能充分发挥梗丝在降低原料消耗和发挥梗丝减害降焦方面的原料优势。提升烟梗的占比是提升梗丝价值的重要举措之一。
4.压梗是对烟梗进行挤压成型使压后烟梗成片状,便于烟梗成丝后其丝状形态的提升,改善其与叶丝的混合效果;因此压梗工序成为调节烟梗成丝后的丝状形态、调节组织孔隙结构的关键工序之一。压梗工序一般采取热压(烟梗温度≥55℃)或薄压工艺(压辊间隙范围一般0.6mm~1.2mm)。因来料烟梗的梗径粗细(梗径范围为1.0mm~10.5mm)的不同,采用相同压辊间隙处理势必导致粗梗外观出现不同程度的破损而细梗存在未充分施压的现象。现有压梗机的压梗效果主要依据粗梗(梗径>2.38mm)的定型效果进行评价,即粗梗呈现片状越薄、且外观未出现大面积破损和破碎等现象,即认为此条件下压梗机的压辊间隙设置合理。但在此条件下,由于细梗未充分施压,细梗截面仍然呈现月牙状分布,此部分压梗未达到薄压工艺的技术目的。从成丝后梗丝的丝状外观来看,进入切丝前,细梗由于半圆形或月牙状形态分布特征,极易出现切丝后梗丝成圆片状而非丝状的质量缺陷;引起后续切梗丝机运行过程中容易发生跑梗、漏梗等现象。因此调整合理的压辊工艺,使不同梗径的混合烟梗的永久变形达到目标要求是压梗工序追求的目标;但目前还没有建立不同梗径的混合烟梗的永久变形的判断标准和判断方法。
5.为解决上述问题提出本发明。
技术实现要素:
6.本发明提供了一种评价不同梗径的混合烟梗的永久变形的方法,由本发明的方法计算混合烟梗的永久变形,具有明确的物理意义。本发明的方法改变了传统以烟梗配方中粗梗为压梗效果导向的制梗丝加工模式,转变成以不同梗径烟梗混合永久变形的加工模式,有效规避了细梗压缩不充分,导致细梗成丝后产生大量片状梗丝、碎梗丝的现象。本发明的方法为同一种烟梗来料因其不同梗径的烟梗占比若发生变化,为压梗机压梗间隙的调整提供方向,进而提升成丝后梗丝丝状外观效果。
7.本发明的技术方案如下:
8.本发明第一方面公开了一种评价不同梗径的混合烟梗的永久变形的方法,包括如下步骤:
9.(1)按样本量要求对来料混合烟梗进行取样;
10.(2)烟梗厚度区间划分及重量占比:根据厚度区间划分,测量每个区间烟梗的重量占比;
11.(3)计算不同厚度区间的烟梗的永久变形;
12.(4)计算来料混合烟梗的永久变形;
13.(5)对混合烟梗的永久变形进行评价。
14.优选地,步骤(1)按四分法对来料混合烟梗进行取样,测试样品量为1000g
±
50g。
15.优选地,步骤(2)用烟梗多层振动筛分器进行烟梗厚度分类测量;测试方法标准为gb/t 21136-2007《打叶烟叶叶中含梗率的测定》中4.3、5.2章节方法部分;厚度区间划分为三个区间,分别为:细烟梗区间,厚度范围为d1≤1.70mm;中烟梗区间,厚度范围为1.70mm<d2≤2.38mm;粗烟梗区间,厚度范围为d3>2.38mm。
16.优选地,步骤(3)不同厚度区间的烟梗的永久变形计算方法为:
17.细烟梗永久变形ε
cs1
按下式计算:ε
cs1
=0.3679-0.1797*h
set
;
18.中烟梗永久变形ε
cs2
按下式计算:ε
cs2
=0.6840-0.3404*h
set
;
19.粗烟梗永久变形ε
cs3
按下式计算:ε
cs3
=0.7747-0.3868*h
set
;
20.其中,h
set
为压梗机设定的压辊间隙。
21.优选地,步骤(4)来料混合烟梗的永久变形ε
csm
按下式计算:ε
csm
=ε
cs1
×
η1+ε
cs2
×
η2+ε
cs3
×
η3;其中,η1为细烟梗重量占比%;η2为中烟梗重量占比%;η3为粗烟梗重量占比%。
22.优选地,混合烟梗的永久变形的评价是混合烟梗的永久变形ε
csm
越接近标准永久变形εb,则混合烟梗的永久变形ε
csm
越合格。
23.优选地,混合烟梗的标准永久变形εb的值为0.440
±
0.005,此时对应的烟梗成丝后,梗丝形态最接近丝状梗丝,同时,梗丝整丝率、长丝率最高。
24.本发明第二方面公开了所述的方法用于压梗机的压辊间隙设置的用途。
25.优选地,根据永久变形ε
csm
与标准永久变形εb的差异程度,确定针对应的烟梗间隙维护方法,一般用试差法确定最适宜的压梗间隙:如果混合永久变形ε
csm
小于标准永久变形εb,则压梗间隙适当减小,以0.01mm为压梗间隙调整步长,重复上述步骤(3)~(5),采用试差法进行烟梗间隙维护,使混合永久变形ε
csm
达到0.440
±
0.005;
26.如果混合永久变形ε
csm
大于标准永久变形εb,则压梗间隙适当增加,维护步骤同上。如果混合永久变形ε
csm
大于标准永久变形εb,则烟梗成丝后的丝状效果较优,但梗丝结构长丝率下降明显,出梗丝率显著降低。为管控梗丝及配方成本,也需要对压梗间隙进行有针对性地维护,使混合永久变形ε
csm
达到0.440
±
0.005。
27.本发明有益效果:
28.1、本发明提供了一种评价不同梗径烟梗混合永久变形的方法。本发明的方法改变了传统的以烟梗配方中粗梗为压梗效果导向的制梗丝加工模式,转变成以不同梗径烟梗混合永久变形的加工模式,使混合烟梗永久变形评价、不同梗径的压梗效果评价更为合理。
29.2、本发明的方法用于压梗机的压辊间隙设置的用途,在提升梗丝丝状质量方面有
显著优势。使用本发明的方法在进行压梗机压辊间隙设定时,因充分考虑到中梗、细梗的压梗永久变形,显著提升了细梗、中梗的压梗效果,达到了有效减少成品梗丝中片状梗丝占比、显著提升梗丝丝状外观效果;同时,能够显著降低后续切梗丝过程中跑梗、漏梗现象,提升切梗丝机运行工况。
30.3、本发明的方法用于压梗机的压辊间隙设置,为同一种烟梗来料、因其不同梗径的烟梗占比若发生变化,压梗间隙的调整提供了方向。
具体实施方式
31.为了使本发明的目的、技术方案和有益效果更加清楚,下面将结合实施例进行详细的说明,以方便技术人员理解。
32.实施例1:某一品牌来料混合烟梗a压梗后烟梗永久变形的评价
33.在压梗工段,压梗前烟梗a的含水率为33.5%,工艺流量为3000kg/h,压辊间隙设定0.8mm。
34.步骤如下:
35.(1)烟梗检测取样,按四分法对来料混合烟梗进行取样,测试样品量为1000g
±
50g。
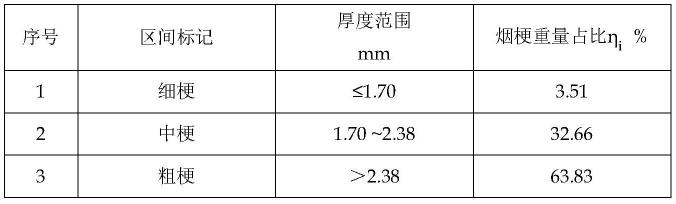
36.(2)用烟梗多层振动筛分器进行压梗分类测量。测试方法标准为gb/t21136-2007《打叶烟叶叶中含梗率的测定》中4.3、5.2章节方法部分。烟梗厚度区间划分及重量占比,根据测量的烟梗厚度区间分布结果,将其划分为三个厚度区间,每个厚度区间的烟梗重量占比,标记为η1、η2、η3,测量结果如下表1所示:
37.表1 烟梗厚度区间及重量占比检测
[0038][0039]
(3)计算不同厚度区间的烟梗的永久变形;在压梗机设定的压辊间隙hset为0.8mm的条件下,根据表1数据,分别计算不同厚度区间对应的烟梗永久变形情况,其中:
[0040]
细烟梗永久变形ε
cs1
按下式计算:ε
cs1
=0.3679-0.1797*h
set
;
[0041]
中烟梗永久变形ε
cs2
按下式计算:ε
cs2
=0.6840-0.3404*h
set
;
[0042]
粗烟梗永久变形ε
cs3
按下式计算:ε
cs3
=0.7747-0.3868*h
set
;
[0043]
计算结果如表2所示:
[0044]
表2 不同区间厚度的烟梗永久变形情况
[0045]
[0046]
(4)计算来料混合烟梗的永久变形:将不同厚度区间的烟梗样品用永久变形、重量占比代入以下模式,计算烟梗混合永久变形ε
csm
。
[0047]
ε
csm
=ε
cs1
×
η1+ε
cs2
×
η2+ε
cs3
×
η3ꢀꢀꢀꢀ
(3)
[0048]
其中,η1为细烟梗重量占比%;η2为中烟梗重量占比%;η3为粗烟梗重量占比%。结果见表3,ε
csm
为0.439。
[0049]
表3 来料混合烟梗的永久变形
[0050][0051]
(5)对混合烟梗的永久变形进行评价;混合烟梗的标准永久变形εb的值为0.440。本实施例的ε
csm
为0.439接近标准永久变形εb的值0.440。说明本实施例的混合烟梗的永久变形较好,进而说明压梗机的压辊间隙设置合理。
[0052]
实施例2:某一品牌来料烟梗b压梗后混合永久变形的评价。
[0053]
在压梗工段,压梗前烟梗b的含水率为33.5%,工艺流量为1500kg/h;压辊间隙设定为0.8mm;
[0054]
步骤如下:
[0055]
(1)烟梗检测取样,按四分法对来料混合烟梗进行取样,测试样品量为1000g
±
50g。
[0056]
(2)用烟梗多层振动筛分器进行压梗分类测量。测试方法标准为gb/t 21136-2007《打叶烟叶叶中含梗率的测定》中4.3、5.2章节方法部分。烟梗厚度区间划分及重量占比,根据测量的烟梗厚度区间分布结果,将其划分为三个厚度区间,每个厚度区间的烟梗重量占比,标记为η1、η2、η3,测量结果如下表4所示:
[0057]
表4烟梗厚度及重量占比检测
[0058][0059]
(3)计算不同厚度区间的烟梗的永久变形;在压梗机设定的压辊间隙h
set
为0.8mm的条件下,根据表4数据,分别计算不同厚度区间对应的烟梗永久变形情况,其中:
[0060]
细烟梗永久变形ε
cs1
按下式计算:ε
cs1
=0.3679-0.1797*h
set
;
[0061]
中烟梗永久变形ε
cs2
按下式计算:ε
cs2
=0.6840-0.3404*h
set
;
[0062]
粗烟梗永久变形ε
cs3
按下式计算:ε
cs3
=0.7747-0.3868*h
set
;
[0063]
计算结果如表5所示:
[0064]
表5 不同区间厚度的烟梗永久变形情况
[0065][0066]
(4)计算来料混合烟梗的永久变形:将不同厚度区间的烟梗样品用永久变形、重量占比代入以下模式,计算烟梗混合永久变形ε
csm
。
[0067]
ε
csm
=ε
cs1
×
η1+ε
cs2
×
η2+ε
cs3
×
η3ꢀꢀꢀꢀ
(3)
[0068]
其中,η1为细烟梗重量占比%;η2为中烟梗重量占比%;η3为粗烟梗重量占比%。结果见表6,ε
csm
为0.423。
[0069]
表6 来料混合烟梗永久变形
[0070][0071]
(5)对混合烟梗的永久变形进行评价;混合烟梗的标准永久变形εb的值为0.440。本实施例的ε
csm
为0.423与标准永久变形εb的值0.440差别较大。说明本实施例的混合烟梗的永久变形较差,说明压梗机的压辊间隙设置与来料烟梗不匹配,需要重新调整压梗机的压辊间隙。
[0072]
用试差法确定最适宜的压梗间隙:混合永久变形ε
csm
为0.423小于标准永久变形0.440,则压梗间隙需要适当减小,以0.01mm为压梗间隙调整步长,重复上述步骤(3)~(5),采用试差法进行烟梗间隙维护。本实施例的压梗机的压辊间隙重新调整为0.75mm后,ε
csm
为0.440,恰好等于标准永久变形εb的值0.440;此时,压梗机的压辊间隙设置合理。
[0073]
实施例3某一品牌来料烟梗c压梗后混合永久变形的评价。
[0074]
在压梗工段,压梗前烟梗c的含水率为33.5%,工艺流量为1500kg/h;压辊间隙设定为0.8mm;
[0075]
步骤如下:
[0076]
(1)烟梗检测取样,按四分法对来料混合烟梗进行取样,测试样品量为1000g
±
50g。
[0077]
(2)用烟梗多层振动筛分器进行压梗分类测量。测试方法标准为gb/t 21136-2007《打叶烟叶叶中含梗率的测定》中4.3、5.2章节方法部分。烟梗厚度区间划分及重量占比,根据测量的烟梗厚度区间分布结果,将其划分为三个厚度区间,每个厚度区间的烟梗重量占比,标记为η1、η2、η3,测量结果如下表7所示:
[0078]
表7 烟梗厚度及重量占比检测
[0079][0080]
(3)计算不同厚度区间的烟梗的永久变形;在压梗机设定的压辊间隙h
set
为0.8mm的条件下,根据表7数据,分别计算不同厚度区间对应的烟梗永久变形情况,其中:
[0081]
细烟梗永久变形ε
cs1
按下式计算:ε
cs1
=0.3679-0.1797*h
set
;
[0082]
中烟梗永久变形ε
cs2
按下式计算:ε
cs2
=0.6840-0.3404*h
set
;
[0083]
粗烟梗永久变形ε
cs3
按下式计算:ε
cs3
=0.7747-0.3868*h
set
;
[0084]
计算结果如表8所示:
[0085]
表8 不同区间厚度的烟梗永久变形情况
[0086][0087]
(4)计算来料混合烟梗的永久变形:将不同厚度区间的烟梗样品用永久变形、重量占比代入以下模式,计算烟梗混合永久变形ε
csm
。
[0088]
ε
csm
=ε
cs1
×
η1+ε
cs2
×
η2+ε
cs3
×
η3ꢀꢀꢀ
(3)
[0089]
其中,η1为细烟梗重量占比%;η2为中烟梗重量占比%;η3为粗烟梗重量占比%。结果见表9,ε
csm
为0.459。
[0090]
表9 来料混合烟梗永久变形
[0091][0092]
(5)对混合烟梗的永久变形进行评价;混合烟梗的标准永久变形εb的值为0.440。本实施例的ε
csm
为0.459与标准永久变形εb的值0.440差别较大。说明本实施例的混合烟梗的永久变形较差,说明压梗机的压辊间隙设置与来料烟梗不匹配,需要重新调整压梗机的压辊间隙。
[0093]
用试差法确定最适宜的压梗间隙:混合永久变形ε
csm
为0.459大于标准永久变形0.440,则压梗机的压梗间隙需要适当增加,以0.01mm为压梗间隙调整步长,重复上述步骤(3)~(5),采用试差法进行烟梗间隙维护。本实施例的压梗机的压辊间隙重新调整为0.85mm后,ε
csm
为0.440,此时,压梗机的压辊间隙设置合理。
[0094]
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术
人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1