一种球面推力轴承高精度调整装置及其使用方法与流程
1.本技术涉及球面推力轴承制造精度领域,具体涉及一种球面推力轴承高精度调整装置及其使用方法。
背景技术:
2.目前,随着船舶行业的迅速发展,组合式球面推力轴承广泛应用于国内大型船舶齿轮箱,用于承受整个船舶艉轴螺旋桨的正倒车推力。正倒车主推力轴承位于齿轮箱输出端推力法兰盘的两侧,每侧通常均由n个(一般9-15)相同结构的球面推力轴承组成,球面推力轴承包括:球面支撑块和推力瓦;球面支撑块设置在推力瓦的顶部凹槽内,球面支撑块的底部平面贴合推力瓦凹槽顶面;球面支撑块的顶面包括设置在中心的球面凸起和围绕球面凸起设置的环形平面;
3.推力瓦下端面镀有一定厚度的锡基合金,球面支撑块通过过渡配合组装到推力瓦内孔中,设计时为了保证船舶航行时球面推力轴承上每块推力轴承能均能承受均匀的轴向推力,通过磨配球面支撑块下端平面实现每块推力轴承的高度尺寸达到3级及以上精度要求(公差在0.005mm以内)。但由于球面推力轴承属于组合式结构,调整余量设置在球面支撑块的下端表面,使球面推力轴承不能采取“先组装后磨削”的装配调整技术,只能采取“先组装、再检测、再磨削以及再组装”的循环模式的装配调整技术,装配调整过程中涉及组装工艺、检测工艺以及磨削加工工艺,其中任何一个环节出现相对误差均会严重影响球面推力轴承的装配精度。目前,现有装配调整技术的组装方法简单、测量误差大、尺寸的可重复性和稳定性能差,在加工误差、装配误差以及测量误差等综合因素的影响下,难以保证组合式球面推力轴承的装配精度。通过对现有组合式球面推力轴承磨配工装和调整方法分析,具有以下缺点和不足:
4.其一、磨配工装简易,厚度单薄,球面支撑块球面与磨床工作台距离较近,在磨削过程中由于磨床工作台磁盘磁力和磨削力的作用下极易产生变形,每次磨削后球面支撑块上端平面的尺寸精度变化较大,难以保证磨削的加工精度。
5.其二、球面推力轴承每次装夹、检测以及装配位置不同,随意性大,装配调整过程中的磨削、组装和检测次数较多,调整效率低,报废率高,不利于批量生产;
6.其三、推力瓦直径尺寸相对高度尺寸较大,受外径千分尺的结构限制,测量时需选择较大的外径千分尺测量推力轴承的厚度尺寸,测量误差大,重复性和准确性差,且间接计算球面支撑块的磨削量时存在计算误差,不利于高精度装配尺寸的调整;
7.其四、由于加工误差、装配误差以及测量误差等综合因素的影响,装配尺寸精度不稳定,仅仅通过降低组合式推力轴承的装配精度以及选配正车面和倒车面的推力轴承,确保每侧推力轴承的高度差最小(一般0.02-0.03mm)和从高到低的装配顺序实现推力轴承的接触斑点检查,装配效率低,制造成本高,且装配精度未保证;
8.其五、推力轴承巴士合金面为易耗零件,实船全寿命周期运行后会有磨损,当推力轴承的轴向间隙超过设计要求后会进行更换,互换性差,不利于维修,而且维修成本高。
9.目前尚无有效的调整装置(检测装置、磨削装置)和调整方法实现组合式球面推力轴承高精度检测、高精度磨削和高精度装配。
10.因此,如何提供一种合理可靠的高精度装配调整方案解决上述技术问题是本领域技术人员需要解决的问题。
技术实现要素:
11.本技术的目的是提供一种球面推力轴承高精度调整装置及其使用方法。
12.为实现上述目的,本技术提供一种球面推力轴承高精度调整装置,包括:磨配工装和高精度检测平台;球面推力轴承包括:可拆卸装配的球面支撑块和推力瓦;
13.磨配工装顶面开设有装配槽,以供球面支撑块倒置安装,球面支撑块顶部平面贴合装配槽底面设置;装配槽的中心开设有用以放置球面支撑块顶部球面的球面安装槽;装配槽的内壁沿周向分布有调节螺栓,调节螺栓之间间距相等,且相邻调节螺栓的方向垂直,以顶紧限位球面支撑块侧壁;高精度检测平台顶面用以放置球面推力轴承并检测其检测尺寸数据。
14.在一些实施例中,安装槽底部沿竖直方向贯穿设置有固定件,固定件用以将球面支撑块安装在装配槽内。
15.在一些实施例中,高精度检测平台包括千分表、平面定位板和装配平台;
16.千分表设置在装配平台顶面,平面定位板水平放置在装配平台顶面;
17.平面定位板顶面用以放置球面推力轴承并检测其尺寸数据。
18.在一些实施例中,高精度检测平台还包括:标准试块,标准试块用以放置在平面定位板顶面配合千分表确保高精度检测平台的搭建精度。
19.一种高精度调整方法,其特征在于,应用于球面推力轴承高精度调整装置,包括:
20.磨配工装和高精度检测平台;球面推力轴承包括:可拆卸装配的球面支撑块和推力瓦;
21.磨配工装顶面开设有装配槽,以供球面支撑块倒置安装,球面支撑块顶部平面贴合装配槽底面设置;装配槽的中心开设有用以放置球面支撑块顶部球面的球面安装槽;装配槽的内壁沿周向分布有调节螺栓,调节螺栓用以之间间距相等,且相邻调节螺栓的方向垂直,以顶紧限位球面支撑块侧壁;高精度检测平台顶面用以放置球面推力轴承用以并检测其检测球面推力轴承的尺寸数据;
22.调整方法包括:
23.当球面推力轴承放置在高精度检测平台表面后,确定球面支撑块与推力瓦的定位标记和推力瓦与平面定位板的定位标记;
24.获取球面支撑块的磨削量;
25.当磨配工装与球面支撑块装配后,确定磨配工装与球面支撑块的定位标记和磨配工装与磨削平台的定位标记;
26.根据磨削量磨削球面支撑块;
27.当球面支撑块磨削完成后,组装球面推力轴承,并按照定位标记将球面推力轴承放置在高精度检测平台表面;
28.通过高精度检测平台判断磨削后的球面推力轴承的高度尺寸是否合格;
29.若球面推力轴承组装后高度尺寸合格,则球面推力轴承的高度调整合格。
30.在一些实施例中,高精度检测平台包括千分表、平面定位板和装配平台;
31.千分表设置在装配平台顶面,平面定位板水平放置在装配平台顶面;
32.平面定位板顶面用以放置球面推力轴承并检测其尺寸数据;
33.高精度检测平台还包括:标准试块,标准试块用以放置在平面定位板顶面配合千分表确保高精度检测平台的搭建精度;
34.其特征在于,当球面推力轴承放置在高精度检测平台表面后,确定球面支撑块与推力瓦的定位标记和推力瓦与平面定位板的定位标记,包括:
35.组装球面推力轴承;
36.高精度搭建高精度检测平台,并以球面推力轴承底面的外圆圆心为基准确认两条相互垂直的直线标识。
37.在一些实施例中,获取球面支撑块的磨削量,包括:
38.当球面推力轴承设置在平面定位板表面时,确保推力瓦与平面定位板顶面的定位标记对齐;
39.千分表表针朝向球面支撑块顶端设置,分别沿两条直线标识推动球面推力轴承,并记录沿两条直线标识运动过程中千分表的两个最大读数;
40.利用千分表的最大读数和球面推力轴承的上下偏差值直接读取磨削量。
41.在一些实施例中,安装槽底部沿竖直方向贯穿设置有固定件,固定件用以将球面支撑块安装在装配槽内,其特征在于,当磨配工装与球面支撑块装配后,确定磨配工装与球面支撑块的定位标记和磨配工装与磨削平台的定位标记,包括:
42.高精度组装磨配工装与球面支撑块;
43.在磨配工装外圆表面和磨削平台表面对应设置环形定位线和位置标识;
44.将装配后的磨配工装与磨削平台配合安装。
45.在一些实施例中,若球面推力轴承的高度尺寸不合格,则还包括:
46.对球面支撑块进行重复调整。
47.在一些实施例中,若磨削后的球面推力轴承的高度尺寸合格,则球面推力轴承的高度调整合格之后,还包括:在推力瓦与球面支撑块的定位标记位置沿圆周方向上等距分布的四点位置冲点防松。
48.相对于上述背景技术,本技术设置有磨配工装和高精度检测平台;球面推力轴承包括可拆卸装配的球面支撑块和推力瓦;磨配工装顶面开设有装配槽,以供球面支撑块倒置安装,球面支撑块顶部平面贴合装配槽底面设置;装配槽的中心开设有用于放置球面支撑块顶部球面的球面安装槽;装配槽的内壁沿周向分布有调节螺栓,调节螺栓之间间距相等,且相邻调节螺栓的方向垂直,以顶紧限位球面支撑块侧壁;高精度检测平台顶面用于放置球面推力轴承并检测其检测尺寸数据。直接测量磨削量,避免了传统的计算误差和测量误差的影响,具有测量准确性高、可重复性强以及方便快捷的优点。
49.本技术还提供一种高精度调整方法,应用于上述球面推力轴承高精度调整装置,具备上述有益效果,本文不再展开。
附图说明
50.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
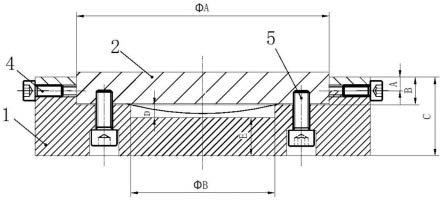
51.图1为本技术实施例所提供的磨配工装与球面支撑块的装配示意图;
52.图2为本技术实施例所提供的球面推力轴承的结构示意图;
53.图3为本技术实施例所提供的高精度检测平台的结构示意图;
54.图4为图3移除千分表结构后的俯视图;
55.图5为本技术实施例所提供的球面推力轴承与高精度检测平台的装配图;
56.图6为图5的俯视图;
57.图7为本技术实施例所提供的磨配工装与磨削平台的装配示意图;
58.图8为图7的俯视图;
59.图9为本技术实施例所提供的一种高精度调整方法流程图。
60.其中:
61.1-磨配工装、2-球面支撑块、3-推力瓦、4-调节螺栓、5-固定件、6-千分表、7-平面定位板、8-装配平台、9-标准试块。
具体实施方式
62.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
63.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。
64.参考说明书附图1-附图6,图1为本技术实施例所提供的磨配工装与球面支撑块的装配示意图、图2为本技术实施例所提供的球面推力轴承的结构示意图、图3为本技术实施例所提供的高精度检测平台的结构示意图、图4为图3移除千分表结构后的俯视图、图5为本技术实施例所提供的球面推力轴承与高精度检测平台的装配图、图6为图5的俯视图,包括:
65.磨配工装1和高精度检测平台;球面推力轴承包括:可拆卸装配的球面支撑块2和推力瓦3;上述磨配工装1用于在磨削时消除磁力和切削力引起工件变形的加工误差,辅助球面支撑块2的高精度磨削作业,包括在磨配工装1顶面开设的装配槽,装配槽供球面支撑块2倒置安装,球面支撑块2顶部平面贴合装配槽底面设置,也即;装配槽的中心开设有用于放置球面支撑块2顶部球面的球面安装槽;装配槽的内壁沿周向分布有调节螺栓4,调节螺栓4之间间距相等,且相邻调节螺栓4的方向垂直,以顶紧限位球面支撑块4侧壁,并调整球面支撑块2在水平面内4个相互垂直方向的位置;装配槽的内壁根据球面支撑块2的直径大小设置为圆弧面,调整完成后拧紧调节螺栓4,使调节螺栓4端面贴靠球面支撑块外圆后将其限位。
66.磨削时磨配工装1底面与磨床高精度平台接触,以磨配工装1底面为加工基准,磨
削球面支撑块2的底端平面,每块球面推力轴承的调整、装夹次数一般不大于2次,且每次磨削时磨床主轴的转速和方向、进刀量和方向、磁盘吸力以及冷却液等加工参数完全相同。
67.如附图1,设计时以磨配工装1尺寸c下端粗糙度ra0.8面为基准,φa内孔与基准面的垂直度≤0.008mm,保证尺寸b下端面的与基准面的平行度≤0.005mm,且粗糙度均达到ra0.8以上,φa内孔与球面支撑块外圆小间隙高精度配合,目的在于球面支撑块2圆周方向的限位和拆卸,深度b以球面支撑块2加工量完全露出为设计原则,尺寸a以定位球面支撑块中间位置为原则,圆周方向均布设置4个用于装配调节螺栓4,目的在于防止磨削时径向方向的窜动φb内孔用于装入球面支撑块2球面部分,设计时避开平面与球面衔接处1-2mm,深度d大于球面支撑块2的球面高度2-3mm,厚度e是d的2倍以上,目的在于避免因磨床平台磁力造成球面支撑块2变形,防止加工过程中移动影响球面支撑块2的高精度磨削。上述高精度检测平台顶面用于放置球面推力轴承并检测其检测尺寸数据。
68.进一步地,上述球面支撑块2通过固定件5连接在磨配工装1上,球面支撑块2表面对应固定块5设置有螺纹孔,固定件5可选用且不仅限于选用螺钉结构实现,本文不做限定。
69.进一步地,上述高精度检测平台包括:千分表固定座、千分表支架、千分表6、平面定位板7以及装配平台8。千分表6设置在装配平台8顶面,平面定位板7水平放置在装配平台8顶面;
70.平面定位板7的平面精度≤0.002mm,平面定位板7顶面用于放置球面推力轴承并在每次磨削、组装后检测推力轴承的高度尺寸,确定支撑块的磨削量。
71.进一步地,上述高精度检测平台还包括:标准试块9,标准试块9用于放置在平面定位板7顶面配合千分表6确保高精度检测平台的搭建精度。
72.一种高精度调整方法,应用于上述的球面推力轴承高精度调整装置,参考说明书附图9,图9为本技术实施例所提供的一种高精度调整方法流程图,调整方法包括:
73.s1:当球面推力轴承放置在高精度检测平台表面后,确定球面支撑块2与推力瓦3的定位标记和推力瓦3与平面定位板7的定位标记;
74.s2:获取球面支撑块2的磨削量;
75.s3:当磨配工装1与球面支撑块2装配后,确定磨配工装1与球面支撑块2的定位标记和磨配工装1与磨削平台的定位标记;
76.s4:根据磨削量磨削球面支撑块2;
77.s5:当球面支撑块磨削完成后,组装球面推力轴承,并按照定位标记将球面推力轴承放置在高精度检测平台表面;
78.s6:通过高精度检测平台判断磨削后的球面推力轴承的高度尺寸是否合格;
79.s7:若磨削后的球面推力轴承的高度尺寸合格,则球面推力轴承的高度调整合格。
80.本技术改变了传统的测量方法,从间接测量转为直接测量磨削量,避免了传统的计算误差和测量误差的影响。首先根据组合式球面推力轴承装配尺寸的名义尺寸为基准,搭建一个高精度检测平台,然后寻找组合式球面推力轴承的最高点,并规定两条相互垂直方向的移动路线,最后根据千分表的读数灵活判断组合式球面推力轴承的高度尺寸和球面支撑块的磨削量,具有测量准确性高、可重复性强以及方便快捷的优点。
81.进一步地,当球面推力轴承放置在高精度检测平台表面后,确定球面支撑块2与推力瓦3的定位标记和推力瓦3与平面定位板7的定位标记,包括:
82.组装球面推力轴承,上述步骤可具体实现为:将推力瓦3、球面支撑块2所有精加工表面清理干净,确保各加工表面无明显杂质;
83.检查推力瓦3和球面支撑块2的配合尺寸是否满足图纸设计要求,推力瓦3内孔与h下端面过渡圆角与球面支撑块2有无干涉;
84.检查球面支撑块2上下平面的平行度以及推力瓦3内孔端面与巴士合金面的平行度均≤0.01mm,不合格返修;
85.将球面支撑块2装入推力瓦3内孔中,使球面支撑块2调整端面与推力瓦3内孔端面完全贴靠,且处于无间隙状态;
86.按照高精度要求搭建高精度检测平台,并以球面推力轴承底面的外圆圆心为基准确认两条相互垂直的直线标识,上述步骤可具体实现为:首先将平面定位板7平放在专用的装配平台8上,且平面定位板7的下方空隙不得超过0.02mm,否则必须用铜皮和铁皮垫实;然后再将千分表固定座、千分表支架、千分表6固定在专用的装配平台8上,保证千分表固定座和千分表支架无晃动即可,并确定球面推力轴承在高精度平面定位板7上的位置(将球面推力轴承置于平面定位板7上,千分表6指针垂直指向球面最高点),放置时千分表6指针中心位置在平面定位板7上的投影点与球面推力轴承的中心点重合,球面推力轴承底面贴靠平面定位板7平面,且延推力瓦3外圆绘制一个圆(即环形定位线),以圆心为基准,绘制两条相互垂直的直线标识(即a-c-a和b-d-b),超出外圆一定距离,最后将标准试块9放置在推力轴承中心位置调整标准试块9的高度尺寸f(高精度标准试块高度尺寸f等于球面推力轴承高度名义尺寸g),调整时千分表6的指针垂直指向标准试块9平面,且指针向上移动量为球面推力轴承高度尺寸最大偏差m(正偏差时,m=上偏差es,负偏差时,m=下偏差ei)绝对值的两倍,旋转表盘,调整千分表的读数为“0”,且高精度标准试块取下后千分表的读数为
“‑
2|m|”,同时延a-c-a和b-d-b两条线路移动高精度标准试块9校验千分表6变动量,千分表6读数误差≤0.002mm则视为高精度检测平台搭建合格。
87.合格后在球面推力轴承高度调整的整个过程中不允许改动,直至组合式球面推力轴承高度尺寸调整合格为止。如有变化必须重新搭建高精度检测平台。
88.将球面推力轴承按照上述方法确定的位置放置在高精度平面定位板7上,放置时球面支撑块2的两个螺纹孔连线(装配调节螺栓4设置的螺纹孔)与标准试块9中的ac或bd方向重合,并以ac和bd方向为基准确定推力瓦3与高精度平面定位板7的位置,球面支撑块2与推力瓦3的位置,且做好装配和放置位置标识,具体如图7所示:将标准试块9的ac、bd线分别延长后在高精度平面定位板7和推力瓦3外圆(与平面定位板7结合处)上分别做a1、b1、c1、d1位置标识,在球面支撑块2、推力瓦3上(内孔配合骑缝位置)分别做a、b、c、d位置标识,并做好对应的环形定位线。
89.进一步地,获取球面支撑块2的磨削量,包括:
90.当球面推力轴承设置在平面定位板7表面时,确保推力瓦3与平面定位板7顶面的定位标记对齐;
91.千分表6表针朝向球面支撑块2顶端设置,分别沿两条直线标识推动球面推力轴承,并记录沿两条直线标识运动过程中千分表6的两个最大读数;
92.利用千分表6的最大读数和球面推力轴承的上下偏差值直接读取磨削量,上述步骤可具体实现为:将球面推力轴承放置在高精度检测平台表面,确保推力瓦3下端面上的
a1、b1、c1、d1位置标识与平面定位板7上的位置标识对齐;
93.以高精度检测平台上的千分表6指针为中心,在保证推力轴承无间隙的状态下分别沿a1-c1-a1以及b1-d1-b1方向多次缓慢平移球面推力轴承,并观察千分表6的读数,寻找两个方向上球面支撑块2的最高点,且每条方向上多次移动获得的最大读数之差以及两个方向上最大读数之差均在0.002mm以内时判断检测读数合格,并记录两条路线上千分表6的最大读数,取两次最大读数的平均值;
94.在同一块千分表6上根据千分表6两次最大读数的平均值和球面推力轴承高度尺寸的上偏差值es和下偏差ei确定球面支撑块2的磨削量
△
。磨削量通过直接读取千分表6数值确定,无需进行人工计算,避免产生计算误差。一般情况下,球面推力轴承的高度取中上差值进行磨削。
95.进一步地,当磨配工装1与球面支撑块2装配后,确定磨配工装1与球面支撑块2的定位标记和磨配工装1与磨削平台的定位标记,包括:
96.高精度组装磨配工装1与球面支撑块2;
97.在磨配工装1外圆表面和磨削平台表面对应设置环形定位线和位置标识;
98.将装配后的磨配工装1与磨削平台配合安装。
99.上述步骤可具体实现为:利用球面支撑块2上的螺纹孔将球面支撑块2从推力瓦3上拆下,将球面支撑块2组装到磨配工装1内孔中,具体装配调整方法如下:
100.将磨配工装1、球面支撑块2清理干净,确保各加工表面无明显杂质;
101.检查磨配工装1和球面支撑块2的配合尺寸是否满足图纸设计要求,磨配工装1内孔与e下端面过渡圆角与球面支撑块2有无干涉;
102.球面支撑块2螺纹孔与磨配工装1螺栓孔对齐后用铜棒敲击法将球面支撑块2装入磨配工装1内孔中,同时用固定件5(可选用紧定螺钉)固定在磨配工装上,拧紧时按照紧定螺钉规定的拧紧力矩值进行,确保组装后球面支撑块2端面与磨配工装1内孔端面完全贴靠,处于无间隙状态;
103.拧紧调节螺栓4,使其在水平面内4个相互垂直的方向上将球面支撑块2径向限位,防止磨削加工时产生径向方向的移动。
104.上述确定磨配工装1与球面支撑块2和磨削平台上的位置标记,可具体实现为:首先根据球面支撑块2上的环形定位线和a、b、c、d标识在磨配工装1端面上做环形定位线和a、b、c、d位置标识(位置标识均在磨配工装1四个径向螺纹孔中心位置)然后将磨配工装1放置在高精度平面磨床的磨削平台加工位置(球面支撑块2的底端平台朝上),并根据磨配工装1上端面的标识延长至磨削平台端面上,在磨配工装1下端外圆和磨削平台上做好环形定位线和a2、b2、c2、d2位置标识;
105.调整好高精度平面磨床的工艺参数和冷却液,并根据上述方法确定的磨削量磨削球面支撑块2上端平面,磨削时分1-2次精磨,确保加工后平面的粗糙度和形位公差满足设计要求;
106.磨削结束后需检查球面支撑块2内侧和外侧圆周方向上的平面度,平面度≤0.005mm视为合格;
107.本技术的磨配工装1具有调节、限位以及防止变形的功能。即通过增加磨削工装球面支撑块2与磨床平台的距离,磨配工装1和球面支撑块1径向和端面方向的配合精度和的
形位精度,圆周上均布设置四个方向上的调节螺钉圆弧(与球面支撑块配合),解决了磨削过程中发生移动及吸盘磁力引起球面支撑块2变形而影响加工精度的问题,为高精度的磨削提供了有力保证。
108.进一步地,若球面推力轴承的高度尺寸不合格,则还包括:
109.对球面支撑块2进行重复调整。上述步骤可具体实现为:重复上述对球面支撑块2的磨削调整,直至检测到球面推力轴承的高度尺寸合格。
110.松开调节螺栓4和固定件5,取下球面支撑块2;
111.检查球面推力轴承的高度尺寸:首先按照上述要求以及a、b、c、d位置标识和环形定位线组装球面支撑块2,确保球面支撑块2与推力瓦3的位置标识对齐;然后将球面推力轴承根据上述要求放置在标准检测平台上检测球面推力轴承的高度尺寸;
112.判断球面推力轴承的高度尺寸,若高精度标准检测平台上千分表6的读数在设计要求上下偏差范围内,则高度调整合格;如千分表6的读数小于设计要求下偏差,则高度调整超差,无法继续调整;
113.如千分表6的读数大于设计要求上偏差,再次根据上述要求确定球面支撑块2的磨削量;
114.重复上述方法中的相关要求,直至球面推力轴承的高度调整合格为止。装配中必须确保推力瓦3、磨配工装1与球面支撑块2的a、b、c、d位置标识和环形定位线对齐,检测时必须确保推力瓦3与平面定位板7上的a1、b1、c1、d1位置标识和环形定位线对齐,磨配时必须确保磨配工装1与磨削平台上的a2、b2、c2、d2位置标识和环形定位线对齐,且每次的磨削工艺参数相同。
115.进一步地,若磨削后的球面推力轴承的高度尺寸合格,则球面推力轴承的高度调整合格之后,还包括:在推力瓦3与球面支撑块2的定位标记位置沿圆周方向上等距分布的四点位置冲点防松。
116.球面推力轴承装配尺寸在调整过程中首先规定了高精度检测平台与组合式球面推力轴承的位置、球面支撑块2与磨削工装1的装配位置、球面支撑块2与磨床平台的相对位置、球面推力轴承的移动路线以及组合式球面推力轴承装配尺寸的调整方法。在测量环节、加工环节以及组装环节等三个环节均按照相同的位置、相同的测量方法、相同的加工和装配方法有效降低了测量误差、装配误差以及加工误差等累积误差对高精度装配尺寸的影响。
117.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
118.以上对本技术所提供的球面推力轴承高精度调整装置及其使用方法进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1