一种三轴自动化测试方法及其系统与流程
1.本发明涉及条码识读设备测试领域,具体地说涉及一种三轴自动化测试方法及其系统。
背景技术:
2.条码识读设备指的是用来读取条码信息的设备。它使用一个光学装置将条码的条空信息转换,成电子信息,再由专用译码器翻译成相应的数据信息。因其输入速度快、可靠性高、采集信息量大、灵活实用的有点,在商品流通、图书管理、邮电管理、银行系统等许多领域上,条码识读设备都得到了广泛的应用。
3.医疗ivd,物流快速分拣等领域对条码识读设备的标准要求更加严格,精准度和速度都有更高的要求。因此,条码识读设备的误码率和漏码率根据新的测试标准需要达到百万分之一。若使用常规的人工测试,对测试的效率,强度和精度都无法达到要求。现有技术的自动测试系统只能执行自动测试,但无法对测试数据进行分析,欠缺可视化。
技术实现要素:
4.为此,本发明要解决的技术问题是针对上述现有技术的不足,设计一种三轴自动化测试方法及其系统,保障产品测试压力并且提升产品的测试效率和分析能力。
5.为解决上述技术问题,本发明的所采用的技术方案:
6.技术方案一
7.一种三轴自动化测试方法,包括以下步骤:
8.s1:设置运动控制器和测试设备参数;
9.s2:设置测试边界模式;
10.s3:启动测试;
11.s4:将当前点位测试数据和标准码对比,在实时监控窗口界面对应位置标注比对结果;
12.s5:根据s4步骤的比对结果,按测试点位置统计yz平面上各点误漏码率;
13.s6:对s5步骤获得的所述各点误漏码率进行筛选,并根据筛选结果生成可视化数据图。
14.s1步骤中,所述运动控制器参数包括yz轴步进值,yz轴移动速度,景深范围,垂直高度范围,x轴往复运动范围,x轴移动速度,x轴运动次数;所述测试设备参数包括串口号和波特率,所述测试设备数量大于等于1。
15.s2步骤中,所述设置测试边界模式包括全遍历模式和自定义模式,其中,全遍历模式将对步骤s1中设置的运动控制器参数范围内进行全遍历测试;自定义模式通过可视化表格筛选需要的测试点位和测试范围。
16.s4步骤中,实时监控窗口界面显示实时运动位置和实时测试结果,其中水平方向为景深距离,垂直方向为距离条码中心高度。
17.s5步骤具体为:
18.s51:将所述测试设备获取的条码与标准码进行比对,若相等记为正确码;若不等记为误码;当所述测试设备运动完成后,读码信息与标准条码相比存在缺失,记为漏码;
19.s52:根据s51的结果,分别计算yz平面上所有测试点的正确率,误码率以及漏码率。
20.s5步骤具体为:
21.s51:当x轴往左/右运动时,记录所述测试设备读取码词所对应的索引集合;
22.s52:当x轴往左/右运动结束时,获得未被匹配的标准码词索引的集合;
23.s53:在各测试点,对未被匹配的标准码词索引的集合对应的条码分别进行计次,当该点测试结束时,即可获得该位置各条码误漏码数和误漏码率。
24.s6步骤具体为:
25.s61:根据s5步骤获得所有测试点误漏码率,提取每个景深处满足标准误漏码率的最大值及最小值;
26.s62:分别对最大值加上条码长度的一半,对最小值减去条码长度的一半,得到当前景深处最大视窗值及最小视窗值;
27.s63:记录在最大视窗值及最小视窗值间不满足标准误漏码率的点位,并在最终生成的可视化数据图进行标记。
28.技术方案二
29.一种三轴自动化测试系统,包括三轴测试平台和待测试设备,所述三轴测试平台执行以下步骤:
30.s1:设置运动控制器和测试设备参数,所述运动控制器参数包括yz轴步进值,yz轴移动速度,景深范围,垂直高度范围,x轴往复运动范围,x轴移动速度,x轴运动次数;所述测试设备参数包括串口号和波特率,所述测试设备数量大于等于1;
31.s2:设置测试边界模式,所述设置测试边界模式包括全遍历模式和自定义模式,其中,全遍历模式将对步骤s1中设置的运动控制器参数范围内进行全遍历测试;自定义模式通过可视化表格筛选需要的测试点位和测试范围;
32.s3:启动测试;
33.s4:将当前点位测试数据和标准码对比,在实时监控窗口界面对应位置标注比对结果,其中所述实时监控窗口界面中水平方向为景深距离,垂直方向为距离条码中心高度;
34.s5:根据s4步骤的比对结果,按测试点位置统计yz平面上各点误漏码率;
35.s6:根据s5步骤获得所有测试点误漏码率,提取每个景深处满足标准误漏码率的最大值及最小值;
36.s7:分别对最大值加上条码长度的一半,对最小值减去条码长度的一半,得到当前景深处最大视窗值及最小视窗值;
37.s8:记录在最大视窗值及最小视窗值间不满足标准误漏码率的点位,并在最终生成的可视化数据图进行标记。
38.s5步骤具体为:
39.s51:将所述测试设备获取的条码与标准码进行比对,若相等记为正确码;若不等记为误码;当所述测试设备运动完成后,读码信息与标准条码相比存在缺失,记为漏码;
40.s52:根据s51的结果,分别计算yz平面上所有测试点的正确率,误码率以及漏码率。
41.s5步骤具体为:
42.s51:当x轴往左/右运动时,记录所述测试设备读取码词所对应的索引集合;
43.s52:当x轴往左/右运动结束时,获得未被匹配的标准码词索引的集合;
44.s53:在各测试点,对未被匹配的标准码词索引的集合对应的条码分别进行计次,当该点测试结束时,即可获得该位置各条码误漏码数和误漏码率。
45.本发明具有如下有益效果:
46.1、本发明所述的一种三轴自动化测试方法及其系统,可根据需要选择测试模式和测试范围,缩短了小范围测试时间。
47.2、本发明所述的一种三轴自动化测试方法及其系统,通过显示实时测试位置和生成可视化数据图,便于直观的观察测试进程和结果。
48.3、本发明所述的一种三轴自动化测试方法及其系统,通过设置测试点位置统计和标准条码信息统计等多种统计方案,确保了测试数据的完整性和数据分析的全面性。
附图说明
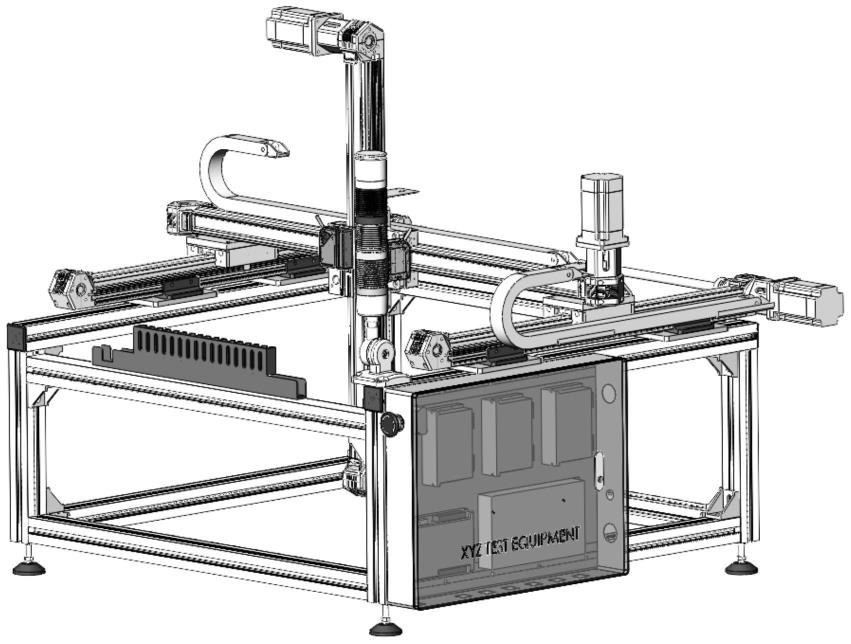
49.图1为本发明的一种三轴自动化测试设备的结构示意图;
50.图2为本发明的一种三轴自动化测试方法的流程图;
51.图3为本发明的一种三轴自动化测试方法的参数设置界面示意图;
52.图4为本发明的一种三轴自动化测试方法的实时监控窗口示意图;
53.图5为本发明的一种三轴自动化测试方法的实时测试位置显示示意图;
54.图6为本发明的一种三轴自动化测试方法的一个实施例的统计结果示意图;
55.图7为本发明的一种三轴自动化测试方法的另一个实施例的统计结果示意图;
56.图8为本发明的一种三轴自动化测试方法的数据分析界面示意图;
57.图9为本发明的一种三轴自动化测试方法的一个实施例的可视化数据图。
具体实施方式
58.下面结合附图和具体实施例来对本发明进行详细的说明。
59.实施例1
60.如图2所示,一种三轴自动化测试方法,包括以下步骤:
61.s1:设置运动控制器和测试设备参数。
62.如图3所示,s1步骤中,所述运动控制器参数包括yz轴步进值,yz轴移动速度,景深范围,垂直高度范围,x轴往复运动范围,x轴移动速度,x轴运动次数;所述测试设备参数包括串口号和波特率,所述测试设备数量大于等于1。在本实施例中,共有4个测试设备同时进行测试。
63.s2:设置测试边界模式。
64.s2步骤中,所述设置测试边界模式包括全遍历模式和自定义模式,其中,全遍历模式将对步骤s1中设置的运动控制器参数范围内进行全遍历测试;自定义模式通过可视化表格筛选需要的测试点位和测试范围。
65.s3:启动测试;
66.如图4,5所示,s4:将当前点位测试数据和标准码对比,在实时监控窗口界面对应位置标注比对结果。
67.当设备在进行测试时,根据标准码的存放位置,若读码正确,可在对应位置显示绿灯,方便实时了解各条码的测试情况。可实时了解当前位置下,设备的解码情况。
68.s4步骤中,实时监控窗口界面显示实时运动位置和实时测试结果,其中水平方向为景深距离,垂直方向为距离条码中心高度。
69.s5:根据s4步骤的比对结果,按测试点位置统计yz平面上各点误漏码率。
70.s5步骤中采取的统计方案包括两种,可根据需求选择对应的统计方案。
71.如图6所示,在本实施例中,采用按测试点位置统计误漏码率方案,s5步骤具体为:
72.s51:将所述测试设备获取的条码与标准码进行比对,若相等记为正确码;若不等记为误码;当所述测试设备运动完成后,读码信息与标准条码相比存在缺失,记为漏码;
73.s52:根据s51的结果,分别计算yz平面上所有测试点的正确率,误码率以及漏码率。
74.如图7所示,当选择按标准条码信息统计各测试点各条码误漏码数方案时,s5步骤具体为:
75.s51:当x轴往左/右运动时,记录所述测试设备读取码词所对应的索引集合;
76.s52:当x轴往左/右运动结束时,获得未被匹配的标准码词索引的集合;
77.s53:在各测试点,对未被匹配的标准码词索引的集合对应的条码分别进行计次,当该点测试结束时,即可获得该位置各条码误漏码数和误漏码率。
78.由于测试设备在读取位置码信息时同样存在误漏码的风险。因此,按标准条码信息所统计的误漏码率方法无法将误漏码率分开统计,需合并统计。
79.s6:对s5步骤获得的所述各点误漏码率进行筛选,并根据筛选结果生成可视化数据图。
80.如图8所示,通过主界面中“打开数据分析工具”,将步骤5测试生成的统计文件导入,如图9所示的可视化数据图。
81.s6步骤具体为:
82.s61:根据s5步骤获得所有测试点误漏码率,提取每个景深处满足标准误漏码率的最大值及最小值;
83.s62:分别对最大值加上条码长度的一半,对最小值减去条码长度的一半,得到当前景深处最大视窗值及最小视窗值;
84.s63:记录在最大视窗值及最小视窗值间不满足标准误漏码率的点位,并在最终生成的可视化数据图进行标记。
85.本发明所述的一种三轴自动化测试方法及其系统,可根据需要选择测试模式和测试范围,缩短了小范围测试时间。通过显示实时测试位置和生成可视化数据图,便于直观的观察测试进程和结果。通过设置测试点位置统计和标准条码信息统计等多种统计方案,确保了测试数据的完整性和数据分析的全面性。
86.实施例2
87.一种三轴自动化测试系统,包括三轴测试平台和待测试设备,所述三轴测试平台
执行以下步骤:
88.s1:设置运动控制器和测试设备参数,所述运动控制器参数包括yz轴步进值,yz轴移动速度,景深范围,垂直高度范围,x轴往复运动范围,x轴移动速度,x轴运动次数;所述测试设备参数包括串口号和波特率,所述测试设备数量大于等于1;
89.s2:设置测试边界模式,所述设置测试边界模式包括全遍历模式和自定义模式,其中,全遍历模式将对步骤s1中设置的运动控制器参数范围内进行全遍历测试;自定义模式通过可视化表格筛选需要的测试点位和测试范围;
90.s3:启动测试;
91.s4:将当前点位测试数据和标准码对比,在实时监控窗口界面对应位置标注比对结果,其中所述实时监控窗口界面中水平方向为景深距离,垂直方向为距离条码中心高度;
92.s5:根据s4步骤的比对结果,按测试点位置统计yz平面上各点误漏码率;
93.s6:根据s5步骤获得所有测试点误漏码率,提取每个景深处满足标准误漏码率的最大值及最小值;
94.s7:分别对最大值加上条码长度的一半,对最小值减去条码长度的一半,得到当前景深处最大视窗值及最小视窗值;
95.s8:记录在最大视窗值及最小视窗值间不满足标准误漏码率的点位,并在最终生成的可视化数据图进行标记。
96.s5步骤具体为:
97.s51:将所述测试设备获取的条码与标准码进行比对,若相等记为正确码;若不等记为误码;当所述测试设备运动完成后,读码信息与标准条码相比存在缺失,记为漏码;
98.s52:根据s51的结果,分别计算yz平面上所有测试点的正确率,误码率以及漏码率。
99.s5步骤具体为:
100.s51:当x轴往左/右运动时,记录所述测试设备读取码词所对应的索引集合;
101.s52:当x轴往左/右运动结束时,获得未被匹配的标准码词索引的集合;
102.s53:在各测试点,对未被匹配的标准码词索引的集合对应的条码分别进行计次,当该点测试结束时,即可获得该位置各条码误漏码数和误漏码率。
103.本发明所述的一种三轴自动化测试方法及其系统,可根据需要选择测试模式和测试范围,缩短了小范围测试时间。通过显示实时测试位置和生成可视化数据图,便于直观的观察测试进程和结果。通过设置测试点位置统计和标准条码信息统计等多种统计方案,确保了测试数据的完整性和数据分析的全面性。
104.以上的实施例只是在于说明而不是限制本发明,故凡依本发明专利申请范围所述的方法所做的等效变化或修饰,均包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1