一种基于CMM提高机器人激光扫描测量精度的方法
一种基于cmm提高机器人激光扫描测量精度的方法
技术领域
1.本发明涉及测量技术领域,具体涉及一种基于cmm提高机器人激光扫描测量精度的方法。
背景技术:
2.三坐标测量机(coordinate measuring machining,缩写cmm)是一种精密测量设备,利用cmm进行精密测量是测量和获得工件尺寸数据的最有效的方法之一,其广泛应用于机械、汽车、航空、军工、模具等行业。cmm最较为通用的是“接触式检测”,其优点是:检测精度较高、性能稳定,尤其适合测量形状规整的高精度零部件,是目前制造质量检测体系中不可缺少的精密检测设备。但接触式检测也有其技术缺点,如:接触式测量的测头与被测面直接接触,容易造成测头损伤,且不易测量复杂零件内部廓形和软质材料。同时,接触式测量时被测面具有微小变形,无法适用于航空航天等领域中具有高精度要求的薄壁复杂曲面。另外,接触式测量多采用逐点测量的方式,测量效率低,测量速度慢,测量结果还需进行测头半径补偿。针对接触式测量的这些缺陷,目前非接触式测量的技术应用发展迅速,其目的主要是解决cmm接触式测量带来的以上问题。非接触式测量具有测量速度快、测量效率高、实施性强、被测面无变形、测头无损伤、无需半径补偿等优点,成为复杂曲面测量的发展趋势,国内外cmm厂商多采用了在cmm设备上加装激光、相机等机器视觉非接触传感器来实现快速检测,但其主要依赖cmm自身结构和控制及数据处理,但该技术领域主要依赖国外的硬件及软件供应商提供技术升级及服务,且功能开放性较差,升级和改造的价格昂贵,接触式检测和非接触检测的技术优势很难二者兼容等。另外,目前随着检测要求不断提高,尤其是基于3d数学模型方向的检测更是未来精密检测发展的方向,而空间三维补偿在复杂零件检测中的关键技术之一。随着机器人技术和高精度传感器技术的快速发展,机器人的应用领域也将向多学科、高科技交叉融合方向发展,其技术涉及电工电子、机械制造、计算机、传感器、数据处理等许多领域。因此可以将cmm接触式测量与机器人灵活控制技术以及激光检测定位原理结合,从而设有一种基于cmm进行机器人激光检测的方法,解决机器人激光检测在工业应用中,精度低、稳定性差、检测路径规划复杂,测量数据转换处理繁琐等一些技术瓶颈,另外借助3d数学模型进行精度校准和补偿,实现数据处理数字化,进一步提高器人激光扫描测量的精度。
3.现有技术中:发明专利申请号:201610602245.0,发明专利名称:一种机器人坐标系与三维测量标系的变换方法,该发明专利主要提出一种机器人坐标系与三维测量坐标系的变换方法,该方法通过公共点提取、变换矩阵计算和坐标转换步骤实现测量数据的坐标到机器人坐标的交换,而对于机器人末端加载检测工具进行扫描测量的位置校准及控制并未涉及,另外,对于提高机器人进行激光扫描检测精度的方法以及和cmm精密测量数据的误差补偿及数据的融合算法也并未涉及。
4.发明专利申请号:201910596496.6,发明专利名称:一种基于三坐标平台的机器人标定方法,该发明主要提出了一种基于三坐标平台的机器人标定方法,是在三坐标平台上
设置标定点,用工业相机做辅助定位,获取标定点位置信息,分析和测量平台的三维误差,通过线性算法补差测量平台几何误差,完成三坐标平台的误差补偿,建立三坐标平台坐标系与机器人基础坐标系的映射关系进行机器人标定示教。但该方法基于自己搭建的三坐标平台,因此对其搭建的三坐标平台精度要求极高。
技术实现要素:
5.针对上述问题,本发明提供一种基于cmm提高机器人激光扫描测量精度的方法,利用机器人及线激光传感器的灵活控制的特点,结合cmm接触式测量点的高精度和可靠性数据以及被测工件的cad理论模型,对复杂曲面工件进行高效、高精度的测量,实现了复杂曲面零件的三维测量及精度分析。本发明采用下述的技术方案:
6.一种基于cmm提高机器人激光扫描测量精度的方法,其特征在于,包括以下步骤:
7.s1、通过cmm自带的高精度校准球进行三坐标测头的校准。
8.s2、进行激光传感器坐标系与机器人末端坐标系之间的转换标定,具体操作为:
9.在cmm平台上放置标准量块,量块位置进行三个方位的摆放,分别平行于cmm的x轴、y轴及z轴,然后通过机器人示教器或离线仿真软件与机器人实时通讯及控制,控制机器人末端的激光传感器分别沿x、y及z方向进行移动,粗调整时可以通过观察激光传感器的光束与量块边沿的重合位置关系来调整激光传感器的位置,精确调整则要将扫描的点云数据导入电脑点云处理软件中,并进行数据过滤,将点云数据和标准量块的cad数模进行icp配准得到点云和cad数模的变换矩阵,该变换矩阵为四维转换矩阵:
[0010][0011]
该矩4*4矩阵中的m编号开头的元素为icp配准后的变换矩阵数据,tx、ty及tz为在x、y及z方向的平移数据,由于得到了通过icp配准后的变换矩阵,则一个矩阵数组的排列方式以及一个点或向量与矩阵相乘以获得新坐标的计算公式如下:
[0012][0013]
在进行变换运算时,将当前点的四个分量分别与矩阵的每个行进行点乘运算,如下所示:
[0014][0015]
由于在变换矩阵中,最后一行中的m30、m31和m32的数值始终为0,所以w’的结果取决于w,作为坐标点时,w参数为1,这样所有的几何变换和向量运算都可以用相同的矩阵乘
积进行运算和变换。
[0016]
s3、进行激光传感器在cmm坐标系下的校准,计算公式为:
[0017][0018]
式中,表示机器人目标姿态;表示机器人末端初始位置;r表示机器人坐标系;e表示机器人末端当前坐标系;ed表示机器人末端目标坐标系;
[0019]
将计算出的误差直接补偿到机器人末端坐标系中。
[0020]
s4、校准后的数据结合三坐标专业的测量软件与工业机器人离线编程仿真软件进行集成,规划检测路径;通过cmm三坐标测量机的机器人激光检测虚拟仿真系统,对cmm检测与机器人激光扫描检测进行虚拟仿真,确认是否安全无碰撞,若是,进行下一步;若否,则重新规划检测路径。
[0021]
s5、cmm对被测工件进行测量,得到稀疏点云。
[0022]
s6、机器人驱动激光传感器先对标准球进行扫描测量,获取校准球的点云数据,沿检测路径对被测工件进行扫描测量,获取工件的高密度点云数据。
[0023]
s7、对激光传感器扫描测量的高密度点云数据通过点云处理或测量软件进行快速处理,将得到理想的点云数据与cmm测得的稀疏点云数据进行对齐配准,快速重构出被测目标工件的三维模型,将三维模型与被测工件的理论cad模型进行对比、分析及评价,即可得到工件的真实尺寸及精度的评价。
[0024]
进一步的,所述机器人安装在cmm周围,所述激光传感器安装在机器人末端,如图1
[0025]
本发明的有益效果是:
[0026]
1、本发明专利将cmm的高精度接触测量原理和机器人的灵活控制技术以及激光检测定位原理结合起来,借助于被测工件的cad模型从多传感器信息融合,提出一种基于cmm进行机器人激光检测的方法,并提供了提高机器人激光扫描测量精度的补偿方法,解决了机器人激光检测在工业应用中,精度低、稳定性差、检测路径规划复杂,测量数据转换处理繁琐等一些技术瓶颈,另外,通过校准及补偿的数据处理算法,可对检测数据进行数字化、智能化处理,其应用价值和市场前景巨大。
附图说明
[0027]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例的附图作简单地介绍,显而易见地,下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
[0028]
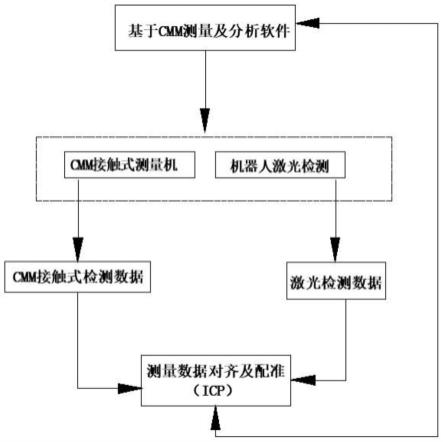
图1为本发明流程示意图;
[0029]
图2为本发明cmm接触式检测的稀疏点云数据示意图;
[0030]
图3为本发明激光扫描后的高密度点云数据示意图;
[0031]
图4为本发明未经校准计算补偿的激光扫描点云误差分布图;
[0032]
图5为本发明实施结果;
[0033]
图6为本发明校准补偿后的激光检测点云数据与cad数模对比误差分布图;
[0034]
图7为本发明使用的装置示意图。
具体实施方式
[0035]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例的附图,对本发明实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于所描述的本发明的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0036]
除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属领域内具有一般技能的人士所理解的通常意义。本公开中使用的“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
[0037]
下面结合附图和实施例对本发明进一步说明。
[0038]
如图1所示,一种基于cmm提高机器人激光扫描测量精度的方法,本实施例cmm选用海克斯康expro,机器人选用ur5或auboi5,其特征在于,包括以下步骤:
[0039]
s1、通过cmm自带的高精度校准球进行三坐标测头的校准。
[0040]
s2、进行激光传感器坐标系与机器人末端坐标系之间的转换标定,具体操作为:
[0041]
在cmm平台上放置标准量块,量块位置进行三个方位的摆放,分别平行于cmm的x轴、y轴及z轴,然后通过机器人示教器或离线仿真软件与机器人实时通讯及控制,控制机器人末端的激光传感器分别沿x、y及z方向进行移动,粗调整时可以通过观察激光传感器的光束与量块边沿的重合位置关系来调整激光传感器的位置,精确调整则要将扫描的点云数据导入电脑点云处理软件中,并进行数据过滤,将点云数据和标准量块的cad数模进行icp配准得到点云和cad数模的变换矩阵,该变换矩阵为四维转换矩阵:
[0042][0043]
该矩4*4矩阵中的m编号开头的元素为icp配准后的变换矩阵数据,tx、ty及tz为在x、y及z方向的平移数据,由于得到了通过icp配准后的变换矩阵,则一个矩阵数组的排列方式以及一个点或向量与矩阵相乘以获得新坐标的计算公式如下:
[0044][0045]
在进行变换运算时,将当前点的四个分量分别与矩阵的每个行进行点乘运算,如下所示:
[0046]
[0047]
由于在变换矩阵中,最后一行中的m30、m31和m32的数值始终为0,所以w’的结果取决于w,作为坐标点时,w参数为1,这样所有的几何变换和向量运算都可以用相同的矩阵乘积进行运算和变换。
[0048]
根据变换矩阵数据就可以精确调整机器人末端和激光传感器的位置使其和cmm的相对位置和转换关系,将其cmm坐标系与机器人坐标系建立对应关系。
[0049]
s3、进行激光传感器在cmm坐标系下的校准,计算公式为:
[0050][0051]
式中,表示机器人目标姿态;表示机器人末端初始位置;r表示机器人坐标系;e表示机器人末端当前坐标系;ed表示机器人末端目标坐标系;
[0052]
将计算出的误差直接补偿到机器人末端坐标系中,提高激光传感器对被测工件扫描检测的精度。
[0053]
s4、校准后的数据结合三坐标专业的测量软件与工业机器人离线编程仿真软件进行集成,规划检测路径;通过cmm三坐标测量机的机器人激光检测虚拟仿真系统,对cmm检测与机器人激光扫描检测进行虚拟仿真,确认是否安全无碰撞,若是,进行下一步;若否,则重新规划检测路径。
[0054]
s5、cmm对被测工件进行测量,得到稀疏点云,稀疏点云精度较高,几乎没有杂噪点。
[0055]
s6、机器人驱动激光传感器先对标准球进行扫描测量,获取校准球的点云数据,沿检测路径对被测工件进行扫描测量,获取工件的高密度点云数据。
[0056]
s7、高密度点云,数量比较庞大,但杂噪点较多,对激光传感器扫描测量的高密度点云数据通过点云处理或测量软件进行快速处理,将得到理想的点云数据与cmm测得的稀疏点云数据进行对齐配准,快速重构出被测目标工件的三维模型,将三维模型与被测工件的理论cad模型进行对比、分析及评价,即可得到工件的真实尺寸及精度的评价。
[0057]
本实施例测量一个叶片,图2为在cmm接触式检测的稀疏点云数据,图3为激光扫描后的高密度点云数据。下表1为未经校准及计算补偿的激光扫描数据误差分析。
[0058]
名称偏移下公差上公差xyzdxdydzdl曲面点-10.000-0.0250.025-43.215-8.307-16.215-0.006-0.0980.1150.151曲面点-20.000-0.0250.025-43.221-8.216-16.138-0.006-0.1000.1170.154曲面点-30.000-0.0250.025-43.020-8.397-16.283-0.006-0.0990.1160.153曲面点-40.000-0.0250.025-43.139-8.416-16.304-0.006-0.0960.1130.148曲面点-50.000-0.0250.025-43.257-8.286-16.199-0.006-0.0980.1140.150曲面点-60.000-0.0250.025-43.184-8.281-16.191-0.006-0.0990.1160.153曲面点-70.000-0.0250.025-43.069-8.335-16.232-0.006-0.1000.1170.154曲面点-80.000-0.0250.025-43.196-8.356-16.256-0.006-0.0970.1130.149曲面点-90.000-0.0250.025-43.162-8.349-16.249-0.006-0.0980.1140.150曲面点-100.000-0.0250.025-43.122-8.378-16.271-0.006-0.0980.1140.150曲面点-110.000-0.0250.025-43.135-8.356-16.254-0.006-0.0980.1150.151曲面点-120.000-0.0250.025-43.052-8.436-16.317-0.006-0.0970.1140.150曲面点-130.000-0.0250.025-43.226-8.410-16.304-0.006-0.0950.1110.146
曲面点-140.000-0.0250.025-43.271-8.377-16.278-0.006-0.0950.1110.146曲面点-150.000-0.0250.025-42.077-8.120-15.999-0.007-0.1130.1320.174曲面点-160.000-0.0250.025-41.715-8.366-16.169-0.013-0.0990.1210.157曲面点-170.000-0.0250.025-41.758-7.932-15.819-0.014-0.1140.1400.181曲面点-180.000-0.0250.025-42.887-7.979-15.919-0.006-0.1080.1260.166曲面点-190.000-0.0250.025-41.765-8.258-16.086-0.012-0.1030.1270.164曲面点-200.000-0.0250.025-42.385-7.927-15.850-0.007-0.1130.1320.174曲面点-210.000-0.0250.025-42.158-8.493-16.315-0.012-0.1010.1230.160曲面点-220.000-0.0250.025-41.640-8.461-16.238-0.012-0.0940.1160.150曲面点-230.000-0.0250.025-41.960-8.334-16.167-0.012-0.1030.1270.164曲面点-240.000-0.0250.025-42.010-7.977-15.874-0.007-0.1160.1360.178曲面点-250.000-0.0250.025-41.841-8.450-16.250-0.012-0.0980.1200.155曲面点-260.000-0.0250.025-42.167-8.276-16.136-0.006-0.1100.1280.169曲面点-270.000-0.0250.025-42.724-8.191-16.092-0.006-0.1060.1240.163曲面点-280.000-0.0250.025-41.674-8.621-16.372-0.012-0.0900.1100.142曲面点-290.000-0.0250.025-41.827-8.093-15.957-0.013-0.1100.1340.174曲面点-300.000-0.0250.025-42.299-8.339-16.197-0.006-0.1070.1260.165曲面点-310.000.0.0250.025-43.066-8.280-16.185-0.006-0.1010.1180.156曲面点-320.000-0.0250.025-42.841-8.427-16.299-0.006-0.1010.1180.155曲面点-330.000-0.0250.025-42.259-8.015-15.918-0.007-0.1130.1320.174曲面点-340.000-0.0250.025-42.354-8.081-15.980-0.006-0.1110.1300.171曲面点-350.000-0.0250.025-41.666-8.427-16.213-0.013-0.0960.1180.153曲面点-360.000-0.0250.025-42.949-7.845-15.808-0.006-0.1090.1270.168曲面点-370.000-0.0250.025-42.594-7.915-15.850-0.007-0.1110.1300.171曲面点-380.000-0.0250.025-42.515-8.232-16.116-0.006-0.1070.1250.165
[0059]
图4为未经校准计算补偿的激光扫描点云误差分布图。
[0060]
通过本发明的步骤s1-s7得到的结果如图5所述,校准补偿后的激光检测点云数据与cad数模对比误差分析如表2所示。校准补偿后的激光检测点云数据与cad数模对比误差分布如图6所示。
[0061]
名称偏移下公差上公差xyzdxdydzdl曲面点-10.000-0.0250.025-4.019-106.0862.8370.001-0.000-0.0020.002曲面点-20.000-0.0250.025-4.232-105.0582.6660.000-0.000-0.0010.001曲面点-30.000-0.0250.025-0.657-104.8624.311-0.0000.0000.000-0.000曲面点-40.000-0.0250.025-2.704-104.9443.361-0.0020.0000.004-0.004曲面点-50.000-0.0250.0251.801-104.8645.486-0.0020.0000.004-0.005曲面点-60.000-0.0250.0253.244-105.6056.2340.000-0.000-0.0010.001曲面点-70.000-0.0250.0253.077-104.5966.097-0.0010.0000.001-0.002曲面点-80.000-0.0250.0255.363-104.4647.236-0.0020.0000.005-0.005曲面点-90.000-0.0250.0256.922-104.7548.0460.001-0.000-0.0010.001曲面点-100.000-0.0250.0258.673-104.1318.961-0.0010.0000.001-0.002曲面点-110.000-0.0250.025-4.077-103.8152.6530.002-0.000-0.0030.004曲面点-120.000-0.0250.025-1.893-103.6273.668-0.0010.0000.002-0.002曲面点-130.000-0.0250.0250.331-103.4484.714-0.0040.0000.008-0.009
曲面点-140.000-0.0250.0251.557-103.6815.312-0.0060.0000.012-0.014曲面点-150.000-0.0250.0252.959-103.3895.994-0.0030.0000.005-0.006曲面点-160.000-0.0250.0255.380-103.1957.216-0.0050.0000.009-0.010曲面点-170.000-0.0250.0256.955-103.1858.041-0.003-0.0000.006-0.007曲面点-180.000-0.0250.0258.560-102.9608.911-0.003-0.0000.005-0.006曲面点-190.000-0.0250.0259.931-103.0239.669-0.004-0.0000.007-0.008曲面点-200.000-0.0250.02514.471-103.59212.212-0.001-0.0000.001-0.002曲面点-210.000-0.0250.02511.470-102.96110.541-0.004-0.0000.008-0.009曲面点-220.000-0.0250.02513.255-102.79811.5800.0000.000-0.0000.000曲面点-230.000-0.0250.025-3.700-102.7152.759-0.0010.0000.003-0.003曲面点-240.000-0.0250.025-2.749-101.3773.1350.000-0.000-0.0010.001曲面点-250.000-0.0250.025-1.901-102.4803.6090.003-0.000-0.0060.007曲面点-260.000-0.0250.02514.353-102.27612.281-0.000-0.0000.001-0.001曲面点-270.000-0.0250.025-1.306-101.4063.8430.001-0.000-0.0020.002曲面点-280.000-0.0250.0250.302-101.4464.626-0.0020.0000.004-0.004曲面点-290.000-0.0250.0251.485-102.4215.238-0.0010.0000.003-0.003曲面点-300.000-0.0250.02517.977-102.95014.339-0.001-0.0000.001-0.001曲面点-310.000-0.0250.0251.874-101.0495.390-0.0020.0000.004-0.004曲面点-320.000-0.0250.0253.059-101.5896.003-0.0030.0000.005-0.006曲面点-330.000-0.0250.0254.810-101.7956.906-0.0010.0000.002-0.002曲面点-340.000-0.0250.0254.213-102.9556.616-0.0050.0000.010-0.011曲面点-350.000-0.0250.02515.556-102.40912.981-0.002-0.0010.004-0.004
[0062]
通过上述方法及实验数据分析,基于cmm提高机器人激光扫描测量精度的方法对提升机器人激光检测的精度的效果非常明显,机器人加载激光传感器进行扫描测量的点云数据和cmm的测量点云数据融合处理后,其检测精度完全可以满足设定的公差要求。
[0063]
如图7所示,所述机器人安装在cmm周围,所述激光传感器安装在机器人末端。
[0064]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1