一种微带滤波器的外观缺陷检测设备的制作方法
1.本发明涉及检测设备技术领域,特别地是一种微带滤波器的外观缺陷检测设备。
背景技术:
2.微带滤波器是用来分离不同频率微波信号的一种器件。它的主要作用是抑制不需要的信号, 使其不能通过滤波器, 只让需要的信号通过。微带滤波器是一类无耗的二端口网络,广泛应用于微波通信、雷达、电子对抗及微波测量仪器中,在系统中用来控制信号的频率响应,使有用的信号频率分量几乎无衰减地通过滤波器,而阻断无用信号频率分量的传输。
3.微带滤波器在生产完成后,需要对其进行外观检测,现有的微带滤波器大多采用人工的方式。
4.主要步骤为外观缺陷检查和尺寸测量:1.外观缺陷检查:人工在拿到切割后的蓝膜片后,需要用镊子将元件从蓝膜片上取下来,然后拿到显微镜,用镊子翻转元件,检查正面和背面的外观缺陷。
5.2.尺寸测量:人工用镊子夹住产品,放在电子显微镜下面,依照图纸核对尺寸。
6.采用人工检测微带滤波器外观的缺点有:1、工作效率较低;2、人工成本费用较高。3、生产周期长。4、周转成本较高。5、能耗较高。6、人工检查标准一致性不高等。
技术实现要素:
7.本发明的目的在于提供一种微带滤波器的外观缺陷检测设备,实现了蓝膜的整体上料以及全流程的检测动作,检测精度高,工作效率高,降低了人工成本,具有良好的经济效益,符合企业发展要求。
8.本发明通过以下技术方案实现的:一种微带滤波器的外观缺陷检测设备,包括机架;其中:所述机架上设置有大理石平台装置;所述大理石平台装置包括大理石平台和大理石横梁;所述大理石平台设置于所述机架的顶部;所述大理石横梁架设于所述大理石平台上;所述大理石平台一端设置有上料装置,另一端设置有打点装置;所述大理石横梁上设置有线扫相机装置;所述上料装置通过移动分别经过所述线扫相机装置和所述打点装置。
9.进一步地,所述上料装置包括夹具平台、平移组件、伺服导轨和直线驱动电机;所述伺服导轨与所述直线驱动电机分别安装于所述大理石平台上;所述夹具平台通过所述平移组件可移动安装于所述伺服导轨上;所述夹具平台与所述直线驱动电机传动连接;所述平移组件包括平移电机、平移丝杆组件和平移导轨;所述夹具平台通过平移滑块安装于所述平移导轨上;所述平移滑块与所述平移丝杆组件连接;所述平移丝杆组件与所述平移电机传动连接。
10.进一步地,所述夹具平台的四周排列设置有多个真空气孔;所述夹具平台的底部设置有与所述真空气孔连通的真空接头;所述夹具平台的移动端设置有原点检测传感器。
11.进一步地,所述线扫相机装置包括黑白线扫相机、彩色线扫相机、第一检测工位光源组件和第二检测工位光源组件;所述黑白线扫相机通过第一升降组件安装于所述大理石横梁的一侧壁;所述彩色线扫相机通过第二升降组件安装于所述大理石横梁的另一侧壁;所述第一检测工位光源组件设置于所述黑白线扫相机的下方;所述第二检测工位光源组件设置于所述彩色线扫相机的下方。
12.进一步地,所述第一升降组件包括第一伺服电机、第一丝杆组件、第一升降导轨和第一升降滑块;所述第一升降导轨安装于所述大理石横梁上;所述黑白线扫相机通过第一升降滑块安装于所述第一升降导轨上;所述第一丝杆组件与所述第一升降滑块连接;所述第一伺服电机与所述第一丝杆组件传动连接;所述第二升降组件包括第二伺服电机、第二丝杆组件、第二升降导轨和第二升降滑块;所述第二升降导轨安装于所述大理石横梁上;所述彩色线扫相机通过第二升降滑块安装于所述第二升降导轨上;所述第二丝杆组件与所述第二升降滑块连接;所述第二伺服电机与所述第二丝杆组件传动连接。
13.进一步地,所述第一检测工位光源组件包括第一定制线光源、第一水平位置调整结构和第一垂直位置调整机构;所述第一定制线光源位于所述黑白线扫相机的正下方;所述第一垂直位置调整机构的一侧与所述大理石横梁连接,另一侧与所述第一水平位置调整结构连接;所述第一水平位置调整结构的底部与所述第一定制线光源的顶部连接。
14.进一步地,所述第二检测工位光源组件包括第二定制线光源、第二水平位置调整结构和第二垂直位置调整机构;所述第二定制线光源位于所述彩色线扫相机的正下方;所述第二垂直位置调整机构的一侧与所述大理石横梁连接,另一侧与所述第二水平位置调整结构连接;所述第二水平位置调整结构的底部与所述第二定制线光源的顶部连接。
15.进一步地,所述打点装置包括调整平台、高响应线圈、打点组件和安装支架;所述安装支架安装于所述大理石平台上;所述打点组件通过所述调整平台安装于所述安装支架上;所述打点组件包括黑盒和打点线;所述黑盒与所述打点线连接;所述高响应线圈与所述打点线电连接;用于驱动所述打点线动作。
16.进一步地,所述黑白线扫相机与所述彩色线扫相机上均设置有旋转微调机构和水平微调机构。
17.进一步地,所述上料装置还包括高精度光栅尺和安全保护光栅;所述高精度光栅尺安装于所述伺服导轨上;所述安全保护光栅设置于所述夹具平台上。
18.本发明的有益效果:本发明通过设置大理石平台装置、上料装置、线扫相机装置和打点装置实现了蓝膜的整体上料以及全流程的检测动作,检测精度高,工作效率高,无需人工进行检测工作,降低了人工成本,缩短了生产周期,降低了周转成本,具有良好的经济效益,符合企业发展要求。
附图说明
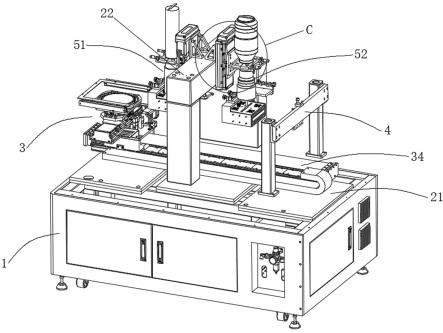
19.图1为本发明实施例抽微带滤波器的外观缺陷检测设备的内部整体结构示意图之一;图2为本发明实施例抽微带滤波器的外观缺陷检测设备的内部整体结构示意图之二;
图3为本发明实施例抽微带滤波器的外观缺陷检测设备的外部整体结构示意图;图4为图1的a部放大示意图;图5为图1的b部放大示意图;图6为图2的c部放大示意图;图7为本发明实施例夹具平台的结构示意图;图8为本发明实施例打点装置的结构示意图;图9为本发明实施例黑白线扫相机的结构示意图;图10为本发明实施例彩色线扫相机的结构示意图;图11为本发明实施例第一检测工位光源组件的结构示意图;图12为本发明实施例第二检测工位光源组件的结构示意图。
20.附图中:1-机架;2-大理石平台装置;3-上料装置;4-打点装置;5-线扫相机装置;6-产品;21-大理石平台;22-大理石横梁;31-夹具平台;32-平移组件;33-伺服导轨;34-直线驱动电机;35-真空气孔;36-真空接头;37-原点检测传感器;38-高精度光栅尺;39-安全保护光栅;41-调整平台;42-打点组件;43-安装支架;51-黑白线扫相机;52-彩色线扫相机;53-第一检测工位光源组件;54-第二检测工位光源组件;55-第一升降组件;56-第二升降组件;321-平移电机;322-平移丝杆组件;323-平移导轨;324-平移滑块;501-旋转微调机构;502-水平微调机构;531-第一定制线光源;532-第一水平位置调整结构;533-第一垂直位置调整机构;541-第二定制线光源;542-第二水平位置调整结构;543-第二垂直位置调整机构;551-第一伺服电机;552-第一丝杆组件;553-第一升降导轨;554-第一升降滑块;561-第二伺服电机;562-第二丝杆组件;563-第二升降导轨;564-第二升降滑块。
具体实施方式
21.下面将结合附图以及具体实施例来详细说明本发明,在此以本发明的示意下面将结合附图以及具体实施例来详细说明本发明,在此以本发明的示意性实施例及说明用来解释本发明,但并不作为对本发明的限定。
22.需要说明, 在本发明中,除非另有明确的规定和限定,术语“连接”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
23.另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
24.如图1至图12所示,一种微带滤波器的外观缺陷检测设备,包括机架1;其中:所述机架1上设置有大理石平台装置2;所述大理石平台装置2包括大理石平台21和大理石横梁22;所述大理石平台21设置于所述机架1的顶部;所述大理石横梁22架设于所述大理石平台21上;所述大理石平台21一端设置有上料装置3,另一端设置有打点装置4;所述大理石横梁22上设置有线扫相机装置5;所述上料装置3通过移动分别经过所述线扫相机装置5和所述打点装置4。需要说明的是,本发明适用于微带滤波器的外观检测,其中,上料装置3用于输
送待检测的微带滤波器;大理石平台装置2由大理石组成,具有尺寸高精度和高稳定性的特点。尺寸高精度主要体现在产品的平面度上面,配合伺服电机移动,平面度控制在0.02mm。高稳定性主要是通过机械设计和特殊的装配工艺,来保证机台运动的稳定性,杜绝运动器件产生的抖动。线扫相机装置5用于拍摄产品图片;打点装置4用于标识不良品;本发明通过设置大理石平台装置2、上料装置3、线扫相机装置5和打点装置4实现了蓝膜的整体上料以及全流程的检测动作,检测精度高,工作效率高,无需人工进行检测工作,降低了人工成本,缩短了生产周期,降低了周转成本,具有良好的经济效益,符合企业发展要求。
25.具体的,本实施例方案中,所述上料装置3包括夹具平台31、平移组件32、伺服导轨33和直线驱动电机34;所述伺服导轨33与所述直线驱动电机34分别安装于所述大理石平台21上;所述夹具平台31通过所述平移组件32可移动安装于所述伺服导轨33上;所述夹具平台31与所述直线驱动电机34传动连接;所述平移组件32包括平移电机321、平移丝杆组件322和平移导轨323;所述夹具平台31通过平移滑块324安装于所述平移导轨323上;所述平移滑块324与所述平移丝杆组件322连接;所述平移丝杆组件322与所述平移电机321传动连接。需要说明的是,将待检测产品放在夹具平台31之后,夹具平台31四周设置的真空组件进行真空动作,微带滤波器上的蓝膜片朝外撑开,保证产品的平整度。直线驱动电机34用于带动夹具平台31在伺服导轨33上移动。当夹具平台31需要调整水平位置时,平移电机321工作通过平移丝杆组件322驱动夹具平台31在平移导轨323上移动,从而实现夹具平台31在水平方向(x轴方向)的位置调整,有利于提高检测精度,同时提高了工作效率。
26.具体的,本实施例方案中,所述夹具平台31的四周排列设置有多个真空气孔35;所述夹具平台31的底部设置有与所述真空气孔35连通的真空接头36;所述夹具平台31的移动端设置有原点检测传感器37。人工将产品放置在夹具平台31上(玻璃片上面),夹具平台31四周设有仿形夹具,防止产品放偏。夹具平台31的四周排列设置有多个真空气孔35,即仿形夹具的四周都有真空气孔35,产品6到位后,通真空,从四周撑开微带滤波器上的蓝膜。玻璃片表面平面度非常高,确保产品6的平整度。通过设置原点检测传感器37便于夹具平台31复位至初始位置,有效提高工作精度。通过设置真空接头36便于与外部真空发送装置连接。
27.具体的,本实施例方案中,所述线扫相机装置5包括黑白线扫相机51、彩色线扫相机52、第一检测工位光源组件53和第二检测工位光源组件54;所述黑白线扫相机51通过第一升降组件55安装于所述大理石横梁22的一侧壁;所述彩色线扫相机52通过第二升降组件56安装于所述大理石横梁22的另一侧壁;所述第一检测工位光源组件53设置于所述黑白线扫相机51的下方;所述第二检测工位光源组件54设置于所述彩色线扫相机52的下方。需要说明的是, 8k分辨率的黑白线扫相机51,用于产品的外观尺寸测量。16k分辨率的彩色线扫相机52,用于产品正面外观缺陷的检测。
28.具体的,本实施例方案中,所述第一升降组件55包括第一伺服电机551、第一丝杆组件552、第一升降导轨553和第一升降滑块554;所述第一升降导轨553安装于所述大理石横梁22上;所述黑白线扫相机51通过第一升降滑块554安装于所述第一升降导轨553上;所述第一丝杆组件552与所述第一升降滑块554连接;所述第一伺服电机551与所述第一丝杆组件552传动连接;所述第二升降组件56包括第二伺服电机561、第二丝杆组件562、第二升降导轨563和第二升降滑块564;所述第二升降导轨563安装于所述大理石横梁22上;所述彩色线扫相机52通过第二升降滑块564安装于所述第二升降导轨563上;所述第二丝杆组件
562与所述第二升降滑块564连接;所述第二伺服电机561与所述第二丝杆组件562传动连接。需要说明的是,通过设置第一升降组件55实现黑白线扫相机51的升降功能,便于黑白线扫相机51拍摄不同类型的产品,有效提高检测精度;通过设置第二升降组件56实现彩色线扫相机52的升降功能,便于彩色线扫相机52拍摄不同类型的产品,有效提高检测精度。
29.具体的,本实施例方案中,所述第一检测工位光源组件53包括第一定制线光源531、第一水平位置调整结构532和第一垂直位置调整机构533;所述第一定制线光源531位于所述黑白线扫相机51的正下方;所述第一垂直位置调整机构533的一侧与所述大理石横梁22连接,另一侧与所述第一水平位置调整结构532连接;所述第一水平位置调整结构532的底部与所述第一定制线光源531的顶部连接。需要说明的是,第一定制线光源531配合黑白线扫相机51使用,通过设置第一水平位置调整结构532和第一垂直位置调整机构533确保第一定制线光源531的平面度和垂直度,保证最好的取光效果。
30.具体的,本实施例方案中,所述第二检测工位光源组件54包括第二定制线光源541、第二水平位置调整结构542和第二垂直位置调整机构543;所述第二定制线光源541位于所述彩色线扫相机52的正下方;所述第二垂直位置调整机构543的一侧与所述大理石横梁22连接,另一侧与所述第二水平位置调整结构542连接;所述第二水平位置调整结构542的底部与所述第二定制线光源541的顶部连接。需要说明的是,第二定制线光源541配合黑白线扫相机51使用,通过设置第二水平位置调整结构542和第二垂直位置调整机构543确保第二定制线光源541的平面度和垂直度,保证最好的取光效果。
31.具体的,本实施例方案中,所述打点装置4包括调整平台41、高响应线圈、打点组件42和安装支架43;所述安装支架43安装于所述大理石平台21上;所述打点组件42通过所述调整平台41安装于所述安装支架43上;所述打点组件42包括黑盒和打点线;所述黑盒与所述打点线连接;所述高响应线圈与所述打点线电连接;用于驱动所述打点线动作。需要说明的是,调整平台41用于固定线圈和墨盒,并按照实际动作的位置作出调整。高响应线圈用于驱动墨盒的打点线,在收到电压驱动时,线圈会吸合,带动打点线动作。打点组件42以及调整平台41通过螺丝固定在安装支架43上面,安装支架43也是用连接的方式与大理石平台21相连。打点组件42里面采用墨水,通过短距离喷射的方式,将快干型的墨水喷到不良品产品表面。方便人工识别以及后道工序的机器识别。墨盒的墨水可以更换。
32.具体的,本实施例方案中,所述黑白线扫相机51与所述彩色线扫相机52上均设置有旋转微调机构501和水平微调机构502。需要说明的是,通过设置旋转微调机构501和水平微调机构502确保相机的平面度和垂直度,保证最好的取图效果。
33.具体的,本实施例方案中,所述上料装置3还包括高精度光栅尺38和安全保护光栅39;所述高精度光栅尺38安装于所述伺服导轨33上;所述安全保护光栅39设置于所述夹具平台31上。安全保护光栅39主要是保护夹具平台31朝外运动时的安全性,防止员工不小心把手放在运动区域,从而造成安全事故。高精度光栅尺38安装在伺服导轨33上面,用于检测移动的距离。
34.本发明的工作流程:产品通过上料装置3运动到指定的位置,在第一工位时通过8k的黑白线扫相机51后,系统会自动计算产品的尺寸信息,并在系统里面做好标注。通过第二工位时,16k的彩色黑白相机会检测产品正面的各种外观缺陷,如崩缺、刮伤等等,并在系统里面做好标注。通过第三工位时,系统将不良品的信息发送给打点装置4,打点装置4将墨水
转移到不良品上面。所有动作完成后,上料装置3会到起始位置,员工拿出物料,检测流程完成。
35.本发明提供的一种微带滤波器的外观缺陷检测设备,通过设置大理石平台装置、上料装置、线扫相机装置和打点装置实现了蓝膜的整体上料以及全流程的检测动作,检测精度高,工作效率高,无需人工进行检测工作,降低了人工成本,缩短了生产周期,降低了周转成本,具有良好的经济效益,符合企业发展要求。
36.以上对本发明实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本发明实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本发明实施例的原理;同时,对于本领域的一般技术人员,依据本发明实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1