一种基于热成像的立式磨辊套磨损动态检测系统及方法与流程
1.本发明涉及立式磨辊套磨损检测技术领域,具体涉及一种基于热成像的立式磨辊套磨损动态检测系统及方法。
背景技术:
2.立磨作为一种高效节能的料层粉磨设备,在水泥、电力、非矿等行业及工业废渣处理方面得到广泛应用,它是采用磨盘带动磨辊相互运动,颗粒在磨盘上形成的料层受到挤压力后,颗粒与颗粒之间受到挤压、剪切作用力而破碎,物料在磨辊滚动过程中受到多次研磨,颗粒圆形度较好,而且立磨的破碎研磨能源利用效率高于圆锥式破碎机的料层破碎、高于球磨机的单颗粒破碎,因此,立磨作为粉磨设备生产细粉被广泛接受和应用。其中磨辊辊套是立式磨关键结构之一,伴随着生产过程,辊套磨损情况会逐渐加深,当磨损量超过一定量时,磨机发生振动或产品质量下降,需要对辊套进行更换。而目前立式磨的辊套更换时间主要是根据现场应用情况或生产厂家规定的更换周期来确定,而不是依据辊套磨损的实际情况进行调整,导致辊套更换的时间提前或滞后,造成人员、资金的浪费。为此亟需对立式磨辊套的磨损进行实时的动态检测,从而保证立磨的使用者能够及时准确的了解辊套磨损情况。
技术实现要素:
3.本发明提供一种基于热成像的立式磨辊套磨损动态检测系统及方法,可以满足不停机状态下进行磨辊辊套磨损检测的目的,并且很方便收集磨辊辊套磨损情况,并提供磨损的量化信息,能够极大的提高磨辊辊套磨损的检测效率,同时可以提升辊套使用寿命,确保生产效率,保证生产安全。
4.为解决上述技术问题,本发明采用如下技术方案:一种基于热成像的立式磨辊套磨损动态检测系统,包括用于采集磨辊辊套图像的热成像装置、用于采集磨辊辊套振动幅度的振动采集装置、用于采集磨辊辊套温度的温度采集装置、基于采集的磨辊辊套各参数拟合磨辊辊套当前外形轮廓并判断磨辊辊套当前磨损情况的主控单元以及用于反馈磨辊辊套磨损情况的输出单元;其中,所述主控单元通过拟合出磨辊辊套各分区域外形轮廓并计算出磨辊辊套各分区域磨损量,基于该各分区域磨损量计算磨辊辊套磨损情况。
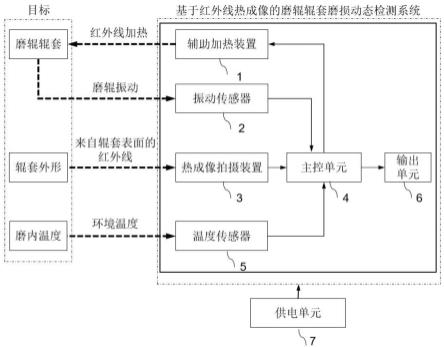
5.优选的,还包括用于为整个检测系统供电的供电单元,所述热成像装置包括用于对磨辊加热的辅助加热装置以及采集磨辊表面热量信息的红外热成像检测装置。
6.优选的,所述辅助加热装置包括安装在立式磨上壳体内侧的安装底板、转动设置在安装底板上的转动杆、转动设置在转动杆远离安装底板一端的加热器安装板、嵌设在加热器安装板内侧的红外线加热器、转动设置在安装底板上的伸缩电机以及伸缩设置在伸缩电机输出端且其移动端与加热器安装板铰接的电机伸缩杆,其中,所述伸缩电机通过电机线缆与供电单元相连,所述红外线加热器通过红外线加热器电源线缆与供电单元相连。
7.优选的,所述红外热成像检测装置包括设置在立式磨上壳体内侧的支架座、固设在支架座内侧的连接体、设置在连接体顶部的可调云台以及固设在可调云台顶部的热成像摄像头,其中,所述热成像摄像头通过热成像数据线与主控单元相连。
8.优选的,所述支架座四周侧壁通过玻璃板形成有用于放置热成像摄像头的保护槽。
9.优选的,所述振动采集装置包括设置在磨辊轴侧壁的振动传感器以及用于与主控单元输入端相连的传感器数据线;所述温度采集装置包括设置在热成像摄像头上的温度传感器以及用于与主控单元输入端相连的传感器数据线。
10.优选的,所述主控单元包括振动修正模块、图像分析模块以及温度修正模块和综合决策模块,其中,所述振动传感器和温度传感器分别与振动修正模块和温度修正模块相连;所述输出单元包括显示模块以及信号提示模块,所述显示模块包括振动显示模组、对照点温度显示模组、热成像显示模组以及磨损量显示模组,所述信号提示模块包括警报提示模组、故障提示模组以及正常提示模组。
11.一种根据前述的基于热成像的立式磨辊套磨损动态检测系统检测磨辊磨损量的方法,包括以下步骤:s000:立式磨开机,先适量喂料,使磨辊开始转动;s100:打开辅助加热装置,利用红外线对磨辊表面进行均匀加热;s200:利用热成像摄像头接收磨辊表面的红外线,生成红外线热成像图片,并将图片传入主控单元中进行处理以确定立式磨磨辊辊套外形曲线,并对辊套面进行区域划分n个区域,记录各区域的辊套初始信息l1-0、l2-0、l3-0、
…
、ln-0;s300:随后立式磨开始正常喂料,辅助加热装置和红外线热成像装置关闭,待立式磨运行一段时间,需要进行磨辊辊套磨损检测时,打开辅助加热装置和红外线热成像装置,并同时打开温度传感器和振动传感器;s400:利用热成像摄像头收集辊套外形图,并且温度传感器、振动传感器分别收集磨辊辊套的温度信息和振动信息并传递给主控单元,主控单元通过热成像图片、温度信息以及振动信息对辊套外形图片进行处理,通过图像处理拟合磨辊辊套当前位置的辊套外形轮廓线,记录辊套上各区域的磨损量l1-1、l2-1、l3-1、
…
、ln-1;s500:将l1-1与l1-0、l2-1与l2-0、l3-1与l3-0、
…
、ln-1与ln-0进行比较,从而判定当前磨辊辊套的磨损情况;s600:当出现部分区域中磨损量等于或大于预定的最大磨损量,即若l1-1/l2-1/l3-1/
…
/ln-1中出现磨损量超过预定的辊套磨损限定值l1max/l2max/l3max/
…
/lnmax,则输出单元显示故障信号,并输出故障区域图片和信息,其中,l1max为辊套第1区的辊套磨损极限值,l2max为辊套第2区的辊套磨损极限值,l3max为辊套第3区的辊套磨损极限值,
…
,lnmax辊套第n区的辊套磨损极限值;s700:若出现某两个相邻区域磨损量差值大于预定的最大磨损量差值,即若|l(m+1)-lm|≥lmax,则说明辊套表面出现了局部脱块或崩边,此时输出单元显示报警信号,并输出报警区域图片和信息,其中,lm为辊套第m区的磨损量,l(m+1)为磨辊第(m+1)区的磨损量,lmax为预设的磨辊相邻两个区域最大磨损量差值;s800:若各区域的磨损量小于预定的最大磨损量,即若l1-1/l2-1/l3-1/
…
/ln-1
未超出预定的磨损量预定值l1max/l2max/l3max/
…
/lnmax,即认定,磨损为正常范围,输出单元显示正常信号,并记录磨损情况,检测系统进入下一检测周期或关闭检测系统。
12.优选的,所述s200还包括:s210:在红外热成像检测装置与辅助加热装置开启后,收集运行中辊套表面区域温度梯度信息时,还收集辊套表面温度极值点、磨辊振动值的信息。
13.优选的,所述辅助加热装置和红外线热成像检测装置可随立式磨运动一直开启或每隔设定时间自动进行步骤s300~s800,并对磨辊辊套表面进行分析。
14.由以上技术方案可知,本发明具有如下有益效果:首先立式磨开机,先适量喂料,使磨辊开始转动,打开辅助加热装置,利用红外线加热,对磨辊表面进行均匀加热,利用红外热成像检测装置接收辊套表面的红外线,生成红外线热成像图片,通过数据线将图片信息传入主控单元中进行处理确定立式磨磨辊辊套的外形曲线,将辊套外形划分为不同的区域,区域划分方式按照辊套外形大小或区域功能来确定,并收集各区域辊套外形的初始信息。之后立式磨开始正常喂料,辅助加热装置和红外热成像检测装置可关闭,待进行辊套磨损检测时再打开。需要进行辊套磨损检测时,在打开辅助加热装置和红外热成像检测装置的同时应当打开温度传感器和振动传感器,可利用热成像装置收集辊套外形图,并且振动传感器和温度传感器分别收集磨辊振动数值和磨内的温度信息传递给主控单元,主控单元利用振动修正模块和温度修正模块对热成像图片进行修正,确定立式磨磨辊辊套的外形曲线,通过对比辊套外形各区域的磨损情况与初始信息的对比,从而对立式磨运行进行反馈,并通过输出单元分别输出辊套表面区域温度梯度信息、辊套表面温度极值点、磨辊振动值。通过多组信息分析辊套磨损原因。当出现部分区域中磨损量等于或大于预定的最大磨损量,输出单元的信号提示模块显示故障信号;若出现两个相邻区域磨损量差值大于预定的最大磨损量差值,则说明辊套表面出现了局部脱块或崩边,此时输出单元的信号提示模块显示报警信号;若各区域的磨损量小于预定的最大磨损量,输出单元的信号提示模块显示正常信号,则进入下一个检测周期或关闭检测系统。由此可见,通过上述基于红外线热成像的立式磨辊套磨损动态检测系统,可以在立式磨不停机的状态下,对辊套表面进行磨损检测,收集磨损情况并向操作人员反馈,该系统简单易行,可提升辊套使用寿命,确保生产效率,保障生产安全。
附图说明
15.图1为本发明的系统框图;图2为本发明的关键单元模块组成图;图3为本发明的红外线成像检测装置与辅助加热装置在立磨机上壳体内部的安装立体示意图;图4为本发明的振动传感器安装位置示意图;图5为本发明实施例的辅助加热装置的结构示意图;图6为本发明实施例的红外线加热器的结构示意图;图7为图6的仰视图;图8为本发明实施例的红外线热成像检测装置的结构示意图;图9为本发明的使用流程图;
图10为本发明的系统工作时生成的辊套表面磨损示意图;图11为图10中辊套表面磨损及区域划分示意图。
16.图中:1、辅助加热装置;101、安装底板;102、转动杆;103、加热器安装板;104、红外线加热器;105、电机伸缩杆;106、伸缩电机;107、电机线缆;108、加热器电源线缆;2、振动采集装置;201、振动传感器;202、传感器数据线;3、红外热成像检测装置;301、支架座;302、连接体;303、可调云台;304、热成像摄像头;305、玻璃板;306、保护槽;307、热成像数据线;4、主控单元;401、振动修正模块;402、图像分析模块;403、温度修正模块;404、综合决策模块;5、温度采集装置;501、温度传感器;502、传感器数据线;6、输出单元;601、显示模块;602、信号提示模块。
具体实施方式
17.下面结合附图对本发明的一种优选实施方式作详细的说明。
18.参照图1、图3,一种基于热成像的立式磨辊套磨损动态检测系统,包括热成像装置、振动采集装置2、温度采集装置5、主控单元4以及输出单元6,热成像装置用于采集磨辊辊套图像的,振动采集装置2用于采集磨辊辊套振动幅度,温度采集装置5用于采集磨辊辊套温度,主控单元4基于采集的磨辊辊套各参数拟合磨辊辊套当前外形轮廓并判断磨辊辊套当前磨损情况,输出单元6用于反馈磨辊辊套磨损情况,其中,所述主控单元通过拟合出磨辊辊套各分区域外形轮廓并计算出磨辊辊套各分区域磨损量,基于该各分区域磨损量计算磨辊辊套磨损情况,具体的,当出现部分区域中磨损量等于或大于预定的最大磨损量,输出单元则显示故障信号;若出现两个相邻区域磨损量差值大于预定的最大磨损量差值,则说明辊套表面出现了局部脱块或崩边,此时输出单元则显示报警信号;若各区域的磨损量小于预定的最大磨损量,输出单元则显示正常信号,并进入下一个检测周期或关闭检测系统,因此,本发明基于红外线热成像的立式磨辊套磨损动态检测系统,可以在立式磨不停机的状态下,对辊套表面进行磨损检测,收集磨损情况并向操作人员反馈,该系统简单易行,可提升辊套使用寿命,确保生产效率,保障生产安全。
19.参照图5,作为本发明优选的技术方案,还包括供电单元7,供电单元7用于为整个检测系统供电,所述热成像装置包括用于对磨辊加热的辅助加热装置1以及采集磨辊表面热量信息的红外热成像检测装置3,具体的,所述辅助加热装置包括安装底板101、转动杆102、加热器安装板103、红外线加热器104、伸缩电机106以及电机伸缩杆105,安装底板101安装在立式磨上壳体内侧,转动杆102转动设置在安装底板101上,加热器安装板103转动设置在转动杆102远离安装底板101一端,红外线加热器104嵌设在加热器安装板103内侧,伸缩电机106转动设置在安装底板101上,电机伸缩杆105伸缩设置在伸缩电机106输出端且其移动端与加热器安装板103铰接,使用时,伸缩电机106驱动电动伸缩杆105伸缩移动,以驱动加热器安装板103向辊磨辊套方向靠近,由于转动杆102转动设置在安装底板101和加热器安装板103之间,因此其在受驱动时可同步转动,以此实现加热器安装板103同磨辊辊套有效靠近,从而利用红外线加热器104对辊磨辊套进行加热。
20.参照图6、图7,进一步的,为了实现加热器安装板103与磨辊辊套更好的贴合,红外线加热安装板103的结构弧度与辊套外形弧度接近,此外,伸缩电机106通过电机线缆107与供电单元7相连,所述红外线加热器104通过红外线加热器电源线缆108与供电单元7相连,
这样一来,利用电机线缆107和红外线加热器电源线缆108分别为伸缩电机106和红外线加热器104进行供电和数据传输。
21.作为本发明优选的技术方案,所述红外热成像检测装置3包括支架座301、连接体302、可调云台303以及热成像摄像头304,支架座301设置在立式磨上壳体内侧,连接体302固设在支架座301内侧,可调云台303设置在连接体302顶部,热成像摄像头304固设在可调云台303顶部,使用时,红外线加热器104在对磨辊辊套进行红外加热后,热成像摄像头304接收辊套表面的红外线,生成红外线热成像图片,且该热成像摄像头304可基于可调云台304进行360
°
转动,从而可实现全方位的对辊套红外线进行采集,提高对辊套红外信息采集的准确性。
22.进一步的,所述热成像摄像头304通过热成像数据线307与主控单元4相连,从而通过该热成像数据线307对热成像摄像头304进行供电和数据传输,且所述支架座301四周侧壁通过玻璃板305形成有用于放置热成像摄像头304的保护槽306,前述的连接体302、可调云台303、热成像摄像头304设置在保护槽306内,该玻璃板305为耐磨玻璃板,可用于对保护槽306内的器件进行防护。
23.参照图4、图8,作为本发明优选的技术方案,所述振动采集装置2包括设置在磨辊轴侧壁的振动传感器201以及用于与主控单元4输入端相连的传感器数据线202;所述温度采集装置5包括设置在热成像摄像头304上的温度传感器501以及用于与主控单元4输入端相连的传感器数据线502,在打开辅助加热装置1和红外线热成像检测装置3的同时,应当同时打开振动传感器201和温度传感器501,温度传感器501会收集立式磨磨辊的振动信息且振动传感器201会采集磨内的温度信息,并将信息传递给主控单元4,主控单元4通过热成像图片、振动信息以及温度信息对辊套外形图片进行后处理,通过图像处理可以拟合磨辊当前位置的辊套外形轮廓线,以达到对磨辊辊套外形轮廓进行实时采集的目的。
24.需要说明的是,本发明立式磨正式工作之前会先通过辅助加热装置和红外线热成像检测装置对磨辊辊套初始外形轮廓进行测定,即生成辊套初始红外热成像图片,并对辊套面进行区域划分n个区域,记录各区域的辊套初始信息l1-0、l2-0、l3-0、
…
、ln-0。
25.参照图2,作为本发明优选的技术方案,所述主控单元4包括振动修正模块401、图像分析模块402以及温度修正模块403和综合决策模块404,其中,所述振动传感器201和温度传感器501分别与振动修正模块401和温度修正模块403相连,这样一来,温度传感器501会收集立式磨磨辊的振动信息且振动传感器201会采集磨内的温度信息并传递给振动修正模块401和温度修正模块403,主控单元4通过热成像图片与振动信息和温度信息对辊套外形图片进行后处理,通过图像处理可以拟合磨辊当前位置的辊套外形轮廓线,并记录辊套上各区域的磨损量l1-1、l2-1、l3-1、
…
、ln-1。
26.参照图2、图10、图11,进一步的,所述输出单元6包括显示模块601以及信号提示模块602,所述显示模块601包括振动显示模组、对照点温度显示模组、热成像显示模组以及磨损量显示模组,分别反馈显示磨辊辊套的振动信息、对照点温度信息、热成像信息以及磨损量信息,所述信号提示模块602包括警报提示模组、故障提示模组以及正常提示模组,主控单元可基于前述的热成型图片、振动信息以及温度信息拟合得到当前位置的辊套外形轮廓图,并将当前的外形轮廓图与辊套初始外形轮廓进行对比,具体的对比过程是,当出现部分区域中磨损量等于或大于预定的最大磨损量,即l1-1/l2-1/l3-1/
…
/ln-1中出现磨损量超
过预定的辊套磨损限定值l1max/l2max/l3max/
…
/lnmax时,其中,l1max为辊套第1区的辊套磨损极限值,l2max为辊套第2区的辊套磨损极限值,l3max为辊套第3区的辊套磨损极限值,
…
,lnmax辊套第n区的辊套磨损极限值,输出单元的信号提示模块显示故障信号。若出现两个相邻区域磨损量差值大于预定的最大磨损量差值,即|lm+1-lm|≥lmax,其中,lm为辊套第m区的磨损量,lm+1为磨辊第m+1区的磨损量,lmax为预设的磨辊相邻两个区域最大磨损量差值,则说明辊套表面出现了局部脱块或崩边,此时输出单元信号提示模块显示报警信号,并输出报警区域图片和信息。若各区域的磨损量小于预定的最大磨损量,即l1-1/l2-1/l3-1/
…
/ln-1未超出预定的磨损量预定值l1max/l2max/l3max/
…
/lnmax,输出单元的信号提示模块显示正常信号,则进入下一个检测周期或关闭检测系统。
27.参照图9,本发明还提供一种根据前述的基于热成像的立式磨辊套磨损动态检测系统检测磨辊磨损量的方法,包括以下步骤:s000:立式磨开机,先适量喂料,使磨辊开始转动;s100:打开辅助加热装置,利用红外线对磨辊表面进行均匀加热;s200:利用热成像摄像头接收磨辊表面的红外线,生成红外线热成像图片,并将图片传入主控单元中进行处理以确定立式磨磨辊辊套外形曲线,并对辊套面进行区域划分n个区域,记录各区域的辊套初始信息l1-0、l2-0、l3-0、
…
、ln-0;s300:随后立式磨开始正常喂料,辅助加热装置和红外线热成像装置关闭,待立式磨运行一段时间,需要进行磨辊辊套磨损检测时,打开辅助加热装置和红外线热成像装置,并同时打开温度传感器和振动传感器;s400:利用热成像摄像头收集辊套外形图,并且温度传感器、振动传感器分别收集磨辊辊套的温度信息和振动信息并传递给主控单元,主控单元通过热成像图片、温度信息以及振动信息对辊套外形图片进行处理,通过图像处理拟合磨辊辊套当前位置的辊套外形轮廓线,记录辊套上各区域的磨损量l1-1、l2-1、l3-1、
…
、ln-1;s500:将l1-1与l1-0、l2-1与l2-0、l3-1与l3-0、
…
、ln-1与ln-0进行比较,从而判定当前磨辊辊套的磨损情况;s600:当出现部分区域中磨损量等于或大于预定的最大磨损量,即若l1-1/l2-1/l3-1/
…
/ln-1中出现磨损量超过预定的辊套磨损限定值l1max/l2max/l3max/
…
/lnmax,则输出单元显示故障信号,并输出故障区域图片和信息,其中,l1max为辊套第1区的辊套磨损极限值,l2max为辊套第2区的辊套磨损极限值,l3max为辊套第3区的辊套磨损极限值,
…
,lnmax辊套第n区的辊套磨损极限值;s700:若出现某两个相邻区域磨损量差值大于预定的最大磨损量差值,即若|lm+1-lm|≥lmax,则说明辊套表面出现了局部脱块或崩边,此时输出单元显示报警信号,并输出报警区域图片和信息,其中,lm为辊套第m区的磨损量,lm+1为磨辊第m+1区的磨损量,lmax为预设的磨辊相邻两个区域最大磨损量差值;s800:若各区域的磨损量小于预定的最大磨损量,即若l1-1/l2-1/l3-1/
…
/ln-1未超出预定的磨损量预定值l1max/l2max/l3max/
…
/lnmax,即认定,磨损为正常范围,输出单元显示正常信号,并记录磨损情况,检测系统进入下一检测周期或关闭检测系统。
28.进一步的,在步骤s200中,还包括:s210:在红外热成像检测装置与辅助加热装置开启后,收集运行中辊套表面区域
温度梯度信息时,还收集辊套表面温度极值点、磨辊振动值的信息。
29.此外,需要说明的是,所述辅助加热装置和红外线热成像检测装置可随立式磨运动一直开启或每隔设定时间自动进行步骤s300~s800,并对磨辊辊套表面进行分析,若立式磨磨内通入高速气流时,在保证磨辊正常转动的情况下,可适当降低气体流速和立磨的喂料量,保证热成像图像清晰。由此可见,通过上述基于红外线热成像的立式磨辊套磨损动态检测系统,可以在立式磨不停机的状态下,对辊套表面进行磨损检测,收集磨损情况并向操作人员反馈。
30.以上所述实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1