一种通用型光学元件表面质量旋转扫描检测的方法及装置与流程
1.本发明涉及一种通用型光学元件表面质量旋转扫描检测的方法及装置,属于光学元件表面质量检测技术领域。
背景技术:
2.由于加工的便利性,光学仪器中广泛使用的光学元件的主流仍然是由平面、球面、旋转非球面以及它们的排列组合而构成的。
3.目前,平面型光学元件的表面质量检测,虽然仍然保留着人眼观察检测的方法来检测光学表面的品质,但正在逐步被自动化检测设备所替代,例如手机的显示屏的检测等。然而球面光学表面和旋转非球面的光学表面质量的检测则仍然主要依靠人眼的观察来检测。现有虽然也有关于球面表面缺陷检测的研究,但检测的精度和准确性非常有限,如申请号为202010916390.2的专利公开了一种球面光学元件表面缺陷测量装置和测量方法,通过光滑表面的反射光和表面缺陷的散射光的偏振特性差异和抛光液等污染缺陷的光致发光特性实现表面缺陷原位检测,具有如下不足:(a)照明光的入射方向和入射角度单一,由于表面缺陷具有一定的方向性,必然会导致一部分缺陷无法探测到;(b)难以适于凹球面的检测;(c)摆动一定角度后,由于球面高度发生了变化,导致成像镜头失焦,检测失败。
4.随着手机相机、监控相机、车载相机等的大量生产和使用,海量的球面和旋转非球面光学表面被生产出来,而这些光学表面质量的检测则必须依靠巨量的劳动力来完成。不仅仅占用了巨量的劳动大军,关键是生产效率和品质的稳定性成为了产业的瓶颈。
技术实现要素:
5.本发明提供一种通用型光学元件表面质量旋转扫描检测的方法及装置,适于球面和旋转非球面等各种面型光学元件的检测,实现了光学元件表面360
°
无死角的清晰扫描检测,提高了检测的准确性,不仅仅把大量的劳动力解放了出来,并且保证了品质检测的稳定性,也提高了生产线的生产效率。
6.为解决上述技术问题,本发明所采用的技术方案如下:
7.一种通用型光学元件表面质量旋转扫描检测的方法,包括如下步骤:
8.1)将待测元件从边缘到中心的弧线细分为n个分段;
9.2)同心旋转拍摄:
10.21)相机成像镜头的光轴通过待测元件光学球面的球心,且相机成像镜头的对准待测元件边缘起的第一分段,将待测元件沿自身光轴旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;
11.22)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成待测元件表面的扫描检测。
12.在步骤2)的整个拍摄中,始终要保持相机成像镜头的光轴通过待测元件光学球面的球心,这样可以确保个角度的清晰成像。
13.现在成像系统,一般都是物平面的信息通过光学系统投影到共轭的像平面,也就是说,成像系统只能对一个平面物体提供高质量的成像,而一般情况下无法实现对一个弯曲的物面提供清晰的成像。
14.由于球面的弯曲特性,所以,一般情况下,几乎无法指望利用一次成像的办法来实现对一个球面的清晰成像,也就是无法用一次拍摄的方法实现对球面品质的检测。
15.对于球面或者旋转非球面,将球面进行细分,用一系列的折线来替代连续的球面,将每一条折线范围内的圆弧用一条直线代替;考虑到成像系统具有一定的景深,所以,将圆弧细分、用折线来替代圆弧的原理,在工程上也是实际可行的。
16.工程实施时,要求每一段折线所切割出来的圆弧线的弓高小于等于≤成像镜头的景深。
17.本技术的方法具有普适性,适用于球面、旋转非球面等各种面型。
18.本技术所用相机和成像镜头均直接采用现有市售产品即可,相机可以为面阵相机或线阵相机。
19.一种通用型光学元件表面质量旋转扫描检测的装置,包括样品安装装置和旋转轴一;
20.旋转轴一上安装有纵向支撑结构一,旋转轴一可带动纵向支撑结构一转动;纵向支撑结构一上安装有可上下滑动的线性移动轴一,线性移动轴一上安装有横梁一,横梁一上安装有相机和成像镜头,转动旋转轴一可带动相机和成像镜头以旋转轴一轴线的延长线为中心旋转、且旋转过程中相机和成像镜头的光轴始终与旋转轴一轴线的延长线相交;
21.样品安装装置上设有样品夹具,样品夹具高度可调,样品夹具上设有xy微调机构和旋转机构,旋转机构可沿旋转轴二旋转,旋转轴二与旋转轴一轴线的延长线垂直相交。
22.样品安装装置可以能实现本技术的各种结构。
23.作为其中一种具体的实现方案,一种通用型光学元件表面质量旋转扫描检测的装置,包括旋转轴一和旋转轴三,旋转轴一和旋转轴三相对、且同轴设置;
24.旋转轴一上安装有纵向支撑结构一,旋转轴一可带动纵向支撑结构一转动;纵向支撑结构一上安装有可上下滑动的线性移动轴一,线性移动轴一上安装有横梁一,横梁一上安装有相机和成像镜头,转动旋转轴一可带动相机和成像镜头以旋转轴一轴线的延长线为中心旋转、且旋转过程中相机和成像镜头的光轴始终与旋转轴一轴线的延长线相交;
25.旋转轴三上安装有纵向支撑结构二,旋转轴三可带动纵向支撑结构二转动;纵向支撑结构二上安装有可上下滑动的线性移动轴二,线性移动轴二上安装有横梁二,在横梁二上设有样品夹具,样品夹具上设有xy微调机构和旋转机构,旋转机构可绕旋转轴二旋转,旋转轴二与旋转轴一和旋转轴三轴线的延长线均垂直相交,旋转轴二与待测元件的光轴重叠。
26.上述样品夹具主要用于待测元件的夹持和定位,以便于让右边的成像系统拍照;而结构的右边部分主要是夹持相机并调节相机的角度方位,以实现对整个被测球面的扫描拍照检测。
27.上述样品夹具上设有xy微调机构和旋转机构,指样品夹具具有x、y方向调节的功
能和带动待测样品(待测元件)旋转的功能。
28.上述样品夹具上还设有水平调节机构。可避免被测样品倾斜。
29.上述xy微调机构用于调节待测元件在x、y方向上的位置,以使待测元件的光轴垂直向上,并与相机和成像镜头同轴;旋转机构用于带动待测元件旋转;水平调节机构用于调节待测元件的水平度。本技术xy微调机构、旋转机构及水平调节机构均直接采用现有结构即可,本技术对前述各部件本身并并没有特别改进,因此不再赘述。
30.利用上述通用型光学元件表面质量旋转扫描检测的装置进行扫描检测方法,包括如下步骤:
31.1)转动旋转轴三,将纵向支撑结构二和线性移动轴二调节到竖直状态,将待测元件夹持到样品夹具上,待测元件的光学球面向上;转动旋转轴一,将纵向支撑结构一和线性移动轴一调节到竖直状态,相机和成像镜头竖直向下;
32.2)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并与相机和成像镜头同轴;
33.3)调节线性移动轴二的位置,使得待测元件光学球面的球心落在旋转轴一轴线的延长线上,旋转轴一和旋转轴三同轴设置,也即旋转轴一轴线的延长线与旋转轴三轴线的延长线共线;
34.4)将待测元件从边缘到中心的弧线细分为n个分段;转动旋转轴一,支撑结构一绕旋转轴一旋转、以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件边缘起的第一分段、且保持成像镜头的光轴始终通过光学球面的球心,在旋转机构的带动下、待测元件绕旋转轴二旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;
35.5)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成每个分段的成像,也即完成了待测元件整个光学球面的扫描检测。
36.上述步骤1)中,样品夹具的初始高度位于旋转轴三轴线高度附近(该位置也是样品的装载和卸载的位置),如果待测元件的光学球面是凹球面,则将线性移动轴二向下调节约曲率半径的高度,如果待测元件的光学球面是凸球面,则将线性移动轴二向上调节约曲率半径的高度。
37.为了进一步提高成像的清晰度,步骤3)包括如下步骤:
38.31)将纵向支撑结构一绕旋转轴一旋转以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件光学球面的边缘;然后,通过上下移动线性移动轴一、调节成像镜头到准待测元件的距离,以获取准待测元件边缘的清晰成像;
39.32)沿旋转轴二转动待测样品360度,通过观察待测样品边缘图像的清晰程度和在图像上的位置漂移,通过水平调节机构调节待测样品的水平度,直至待测样品边缘的清晰度不随样品的转动而变化,且待测样品边缘在图像上的位置也不随样品的转动而漂移,此时,待测样品的水平度就得到了保证;
40.33)开启成像镜头中的同轴照明光源,将同轴照明光照射到待测元件光学球面(光学球面上),然后通过线性移动轴一上下移动来调节成像镜头与待测元件间的距离,直到被待测元件光学球面反射回来的光成像到相机的像平面上;然后,调节成像镜头与旋转轴二
之间的夹角,让同轴照明光扫过待测元件的光学球面,观察反射光在像平面上的大小和形状,如果发现反射光在像平面上的大小和形状随着成像镜头与旋转轴二之间的夹角的变化而变化,则需要调升/或调降样品夹具的高度,直至当调节成像镜头与旋转轴二之间的夹角时,反射光在像平面上的大小和形状完全不再发生变化,此时,被测光学球面的球心就落到了旋转轴一的延长线上了,此为同心度调节;也即,若被测的凸球面的球心正好落在旋转轴一上,则表明凸球面与旋转轴一已经同心,那么无论成像镜头怎么摆动角度,只要镜头的光轴始终指向旋转轴,那么镜头对于凸球面的任何位置的聚焦程度都是相同的,反之,如果凸球面与旋转轴一不同心,当成像镜头摆动到不同的角度时,特别是对准待测样品的边缘时,其聚焦程度就会发生变化,此时,样品的同轴度和水平度就需要进一步调节,直至达到聚焦程度相同的状态;
41.34)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并重复第32)步,使成像镜头能够实现对待测元件球面边缘清晰成像,至此,对光学球面进行扫描检测的条件就达成了。
42.成像镜头中设计安放有照明光源,可以提供跟成像镜头完全同轴的照明,这是比较成熟的现有技术,不再赘述。
43.上述步骤4)中,将待测元件从边缘到中心的弧线分割成弓高≤成像镜头景深的n个折线分段,也即根据被测球面的曲率半径和镜头的景深参数,计算出成像镜头与旋转轴二之间夹角的步距。
44.作为另一种具体的实现结构:通用型光学元件表面质量旋转扫描检测的装置,包括升降台和旋转轴一;
45.旋转轴一上安装有纵向支撑结构一,旋转轴一可带动纵向支撑结构一转动;纵向支撑结构一上安装有可上下滑动的线性移动轴一,线性移动轴一上安装有横梁一,横梁一上安装有相机和成像镜头,转动旋转轴一可带动相机和成像镜头以旋转轴一轴线的延长线为中心旋转、且旋转过程中相机和成像镜头的光轴始终与旋转轴一轴线的延长线相交;
46.升降台上设有样品夹具,样品夹具上设有xy微调机构和旋转机构,旋转机构可沿旋转轴二旋转,旋转轴二与旋转轴一轴线的延长线垂直相交。
47.升降台可上下升降,进而带动样品夹具上下移动,升降台的具体结构采用现有成熟结构即可。
48.上述样品夹具上设有水平调节机构。可避免样品倾斜。
49.本技术两种结构中,旋转轴一和旋转轴二必须在同一个平面上、且相交于一个点。
50.上述结构的左边部分主要用于被测样品的夹持和定位,以便于让右边的成像系统拍照;而结构的右边部分主要是夹持相机并调节相机的角度方位,以实现对整个被测球面的扫描拍照检测。
51.利用上述通用型光学元件表面质量旋转扫描检测的装置进行扫描检测方法,包括如下步骤:
52.1)将待测元件夹持到样品夹具上,待测元件的光学球面向上;转动旋转轴一,将纵向支撑结构一和线性移动轴一调节到竖直状态,相机和成像镜头竖直向下;
53.2)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并与相机和成像镜头同轴;
54.3)调节升降台的高度,使得待测元件光学球面的球心落在旋转轴一轴线的延长线上,旋转轴一和旋转轴三同轴设置,也即旋转轴一轴线的延长线与旋转轴三轴线的延长线共线;
55.4)将待测元件从边缘到中心的弧线细分为n个分段;转动旋转轴一,支撑结构一绕旋转轴一旋转、以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件边缘起的第一分段、且保持成像镜头的光轴始终通过光学球面的球心,在旋转机构的带动下、待测元件绕旋转轴二旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;
56.5)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成每个分段的成像,也即完成了待测元件整个光学球面的扫描检测。
57.上述步骤1)中,样品夹具的初始高度位于旋转轴一轴线高度附近(该位置也是样品的装载和卸载的位置),如果待测元件的光学球面是凹球面,则降低升降平台高度约曲率半径的高度,如果待测元件的光学球面是凸球面,则升高升降平台约曲率半径的高度。
58.为了进一步提高成像的清晰度,步骤3)包括如下步骤:
59.31)将纵向支撑结构一绕旋转轴一旋转以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件光学球面的边缘;然后,通过上下移动线性移动轴一、调节成像镜头到准待测元件的距离,以获取准待测元件边缘的清晰成像;
60.32)沿旋转轴二转动待测样品360度,通过观察待测样品边缘图像的清晰程度和在图像上的位置漂移,通过水平调节机构调节待测样品的水平度,直至待测样品边缘的清晰度不随样品的转动而变化,且待测样品边缘在图像上的位置也不随样品的转动而漂移,此时,待测样品的水平度就得到了保证;
61.33)开启成像镜头中的同轴照明光源,将同轴照明光照射到待测元件光学球面(光学球面上),然后通过线性移动轴一上下移动来调节成像镜头与待测元件间的距离,直到被待测元件光学球面反射回来的光成像到相机的像平面上;然后,调节成像镜头与旋转轴二之间的夹角,让同轴照明光扫过待测元件的光学球面,观察反射光在像平面上的大小和形状,如果发现反射光在像平面上的大小和形状随着成像镜头与旋转轴二之间的夹角的变化而变化,则需要调升/或调降样品夹具的高度,直至当调节成像镜头与旋转轴二之间的夹角时,反射光在像平面上的大小和形状完全不再发生变化,此时,被测光学球面的球心就落到了旋转轴一的延长线上了,此为同心度调节;也即,若被测的凸球面的球心正好落在旋转轴一上,则表明凸球面与旋转轴一已经同心,那么无论成像镜头怎么摆动角度,只要镜头的光轴始终指向旋转轴,那么镜头对于凸球面的任何位置的聚焦程度都是相同的,反之,如果凸球面与旋转轴一不同心,当成像镜头摆动到不同的角度时,特别是对准待测样品的边缘时,其聚焦程度就会发生变化,此时,样品的同轴度和水平度就需要进一步调节,直至达到聚焦程度相同的状态;
62.34)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并重复第32)步,使成像镜头能够实现对待测元件球面边缘清晰成像,至此,对光学球面进行扫描检测的条件就达成了;
63.上述步骤4)中,将待测元件从边缘到中心的弧线分割成弓高≤成像镜头景深的n
个折线分段,也即根据被测球面的曲率半径和镜头的景深参数,计算出成像镜头与旋转轴二之间夹角的步距。
64.本发明未提及的技术均参照现有技术。
65.本发明通用型光学元件表面质量旋转扫描检测的方法及装置,适于球面和旋转非球面等各种面型光学元件的检测,实现了光学元件表面360
°
无死角的清晰扫描检测,提高了检测的准确性,不仅仅把大量的劳动力解放了出来,并且保证了品质检测的稳定性,也提高了生产线的生产效率。
附图说明
66.图1为本发明光学元件表面平面化细分的原理图;
67.图2为本发明同心旋转拍摄的原理图;
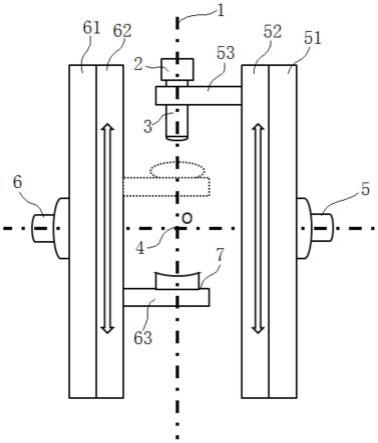
68.图3为本发明通用型光学元件表面质量旋转扫描检测的装置结构一;
69.图4为凸球面同心度调节示意图;
70.图5为凹球面同心度调节示意图;
71.图6为本发明通用型光学元件表面质量旋转扫描检测的装置结构二;
72.图中,1为旋转轴二,2为相机,3为成像镜头,4为待测元件的球心,5为旋转轴一,51为纵向支撑结构一,52为线性移动轴一,53为横梁一,6为旋转轴三,61为纵向支撑结构二,62为线性移动轴二,63为横梁二,7为样品夹具,8为升降台。
具体实施方式
73.为了更好地理解本发明,下面结合实施例进一步阐明本发明的内容,但本发明的内容不仅仅局限于下面的实施例。
74.本技术上下、左右、水平、竖直等方位词,均为基于附图所示的相对方位或位置关系,不应理解为对本技术的绝对限制。
75.实施例1
76.一种球面光学元件表面质量旋转扫描检测的方法,包括如下步骤:
77.1)将待测元件从边缘到中心的弧线细分为n个分段,每个分段的弓高均≤成像镜头景深;需要说明的是,此种细分方式也适于旋转非球面,旋转非球面相对于球面的偏离一般不大,即使偏离相对比较大时,也可以采用提高角度细分来解决,所以,不失一般性,本例用球面检测为例来说明表面检测方法。
78.现在成像系统,一般都是物平面的信息通过光学系统投影到共轭的像平面,也就是说,成像系统只能对一个平面物体提供高质量的成像,而一般情况下无法实现对一个弯曲的物面提供清晰的成像。
79.由于球面的弯曲特性,所以,一般情况下,几乎无法指望利用一次成像的办法来实现对一个球面的清晰成像,也就是无法用一次拍摄的方法实现对球面品质的检测。
80.对于球面或者旋转非球面,将球面进行细分,如图1所示,用一系列的折线来替代连续的球面,将每一条折线范围内的圆弧用一条直线代替;考虑到成像系统具有一定的景深,所以,将圆弧细分、用折线来替代圆弧的原理,在工程上也是实际可行的。工程实施时,要求每一段折线所切割出来的圆弧线的弓高,应当小于等于相机的景深。
81.2)同心旋转拍摄:
82.21)如图2所示,通常光学元件为垂直球面的旋转对称轴(图中的dashed line)截取的一部分对称球面,相机成像镜头的光轴通过待测元件光学球面的球心,且相机成像镜头的对准待测元件边缘起的第一分段,将待测元件沿自身光轴旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;相机为面阵相机或线阵相机;
83.22)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成待测元件表面的扫描检测。如图2虚线部分为球面透镜,从边缘到中心的弧线细分为2个分段,这样360度扫描两次,即可得到整个球面透镜的成像扫描检测。需要注意的是,在步骤2)的整个拍摄中,始终要保持相机成像镜头的光轴通过待测元件光学球面的球心。
84.实施例2
85.如图3所示,一种通用型光学元件表面质量旋转扫描检测的装置,包括旋转轴一和旋转轴三,旋转轴一和旋转轴三相对、且同轴设置;
86.旋转轴一上安装有纵向支撑结构一,旋转轴一可带动纵向支撑结构一转动;纵向支撑结构一上安装有可上下滑动的线性移动轴一,线性移动轴一上安装有横梁一,横梁一上安装有相机和成像镜头,转动旋转轴一可带动相机和成像镜头以旋转轴一轴线的延长线为中心旋转、且旋转过程中相机和成像镜头的光轴始终与旋转轴一轴线的延长线相交;
87.旋转轴三上安装有纵向支撑结构二,旋转轴三可带动纵向支撑结构二转动;纵向支撑结构二上安装有可上下滑动的线性移动轴二,线性移动轴二上安装有横梁二,在横梁二上设有水平调节机构,水平调节机构上设有xy微调机构,xy微调机构上设有旋转机构,旋转机构上设有样品夹具,旋转机构可绕旋转轴二旋转,旋转轴二与旋转轴一和旋转轴三轴线的延长线均垂直相交,旋转轴二与待测元件的光轴重叠。
88.利用上述通用型光学元件表面质量旋转扫描检测的装置,扫描检测光学元件的方法,包括如下步骤:
89.1)转动旋转轴三,将纵向支撑结构二和线性移动轴二调节到竖直状态,通过上下滑动的线性移动轴二,使得样品夹具的高度位于旋转轴三轴线高度附近(该位置是样品的装载和卸载的位置),将待测元件夹持到样品夹具上,待测元件光学球面向上(下文提到的光学球面);转动旋转轴一,将纵向支撑结构一和线性移动轴一调节到竖直状态,相机和成像镜头竖直向下;
90.2)本例中,待测元件(凸透镜)的光学球面是凸球面,将线性移动轴二向上调节约曲率半径的高度(图3中的虚线部分),然后微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并与相机和成像镜头同轴;
91.3)将纵向支撑结构一绕旋转轴一旋转以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件光学球面的边缘;然后,通过上下移动线性移动轴一、调节成像镜头到准待测元件的距离,以获取准待测元件边缘的清晰成像;
92.4)沿旋转轴二转动待测样品360度,通过观察待测样品边缘图像的清晰程度和在图像上的位置漂移,通过水平调节机构调节待测样品的水平度,直至待测样品边缘的清晰度不随样品的转动而变化,且待测样品边缘在图像上的位置也不随样品的转动而漂移,此
时,待测样品的水平度就得到了保证;
93.5)开启成像镜头中的同轴照明光源,将同轴照明光照射到待测元件光学球面(光学球面上),然后通过线性移动轴一上下移动来调节成像镜头与待测元件间的距离,直到被待测元件光学球面反射回来的光成像到相机的像平面上;然后,如图4所示,调节成像镜头与旋转轴二之间的夹角,让同轴照明光扫过待测元件的光学球面,观察反射光在像平面上的大小和形状,如果发现反射光在像平面上的大小和形状随着成像镜头与旋转轴二之间的夹角的变化而变化,则需要调升/或调降样品夹具的高度,直至当调节成像镜头与旋转轴二之间的夹角时,反射光在像平面上的大小和形状完全不再发生变化,此时,被测光学球面的球心就落到了旋转轴一的延长线上了,此为同心度调节;也即,若被测的凸球面的球心正好落在旋转轴一上,则表明凸球面与旋转轴一已经同心,那么无论成像镜头怎么摆动角度,只要镜头的光轴始终指向旋转轴,那么镜头对于凸球面的任何位置的聚焦程度都是相同的,反之,如果凸球面与旋转轴一不同心,当成像镜头摆动到不同的角度时,特别是对准待测样品的边缘时,其聚焦程度就会发生变化,此时,样品的同轴度和水平度就需要进一步调节,直至达到聚焦程度相同的状态;
94.6)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并重复第4)步,使成像镜头能够实现对待测元件球面边缘清晰成像,至此,对光学球面进行扫描检测的条件就达成了;
95.7)将待测元件从边缘到中心的弧线细分为n个分段,每个分段的弓高均≤成像镜头景深;转动旋转轴一,支撑结构一绕旋转轴一旋转、以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件边缘起的第一分段、且保持成像镜头的光轴始终通过光学球面的球心,在旋转机构的带动下、待测元件绕旋转轴二旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;
96.8)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成每个分段的成像,也即完成了待测元件整个光学球面的扫描检测,检测精度达到0.5um以下;在2.5um的误差范围内,准确率达99.98%以上,在3um的误差范围内,准确率达99.9997%以上。
97.实施例3
98.与实施例2所不同的是,待测元件(凹透镜)的光学球面是凹球面,步骤2)中,将线性移动轴二向下调节约曲率半径的高度(图3中的实线部分),其余均参照实施例2,凹球面在步骤5)中的同心度调节的示意图如图5所示。
99.实施例4
100.如图6所示,一种通用型光学元件表面质量旋转扫描检测的装置,包括升降台和旋转轴一;
101.旋转轴一上安装有纵向支撑结构一,旋转轴一可带动纵向支撑结构一转动;纵向支撑结构一上安装有可上下滑动的线性移动轴一,线性移动轴一上安装有横梁一,横梁一上安装有相机和成像镜头,转动旋转轴一可带动相机和成像镜头以旋转轴一轴线的延长线为中心旋转、且旋转过程中相机和成像镜头的光轴始终与旋转轴一轴线的延长线相交;
102.升降台上设有水平调节机构,水平调节机构上设有xy微调机构,xy微调机构上设
有旋转机构,旋转机构上设有样品夹具,旋转机构可沿旋转轴二旋转,旋转轴二与旋转轴一轴线的延长线垂直相交。
103.利用上述通用型光学元件表面质量旋转扫描检测的装置,扫描检测光学元件的方法,包括如下步骤:
104.1)调节升降台高度,使得样品夹具的高度位于旋转轴三轴线高度附近(该位置是样品的装载和卸载的位置),将待测元件夹持到样品夹具上,待测元件光学球面向上(下文提到的光学球面);转动旋转轴一,将纵向支撑结构一和线性移动轴一调节到竖直状态,相机和成像镜头竖直向下;
105.2)本例中,待测元件的光学球面是凸球面,降低升降平台高度约曲率半径的高度(图3中的虚线部分),然后微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并与相机和成像镜头同轴;
106.3)将纵向支撑结构一绕旋转轴一旋转以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件光学球面的边缘;然后,通过上下移动线性移动轴一、调节成像镜头到准待测元件的距离,以获取准待测元件边缘的清晰成像;
107.4)沿旋转轴二转动待测样品360度,通过观察待测样品边缘图像的清晰程度和在图像上的位置漂移,通过水平调节机构调节待测样品的水平度,直至待测样品边缘的清晰度不随样品的转动而变化,且待测样品边缘在图像上的位置也不随样品的转动而漂移,此时,待测样品的水平度就得到了保证;
108.5)开启成像镜头中的同轴照明光源,将同轴照明光照射到待测元件光学球面(光学球面上),然后通过线性移动轴一上下移动来调节成像镜头与待测元件间的距离,直到被待测元件光学球面反射回来的光成像到相机的像平面上;然后,如图4所示,调节成像镜头与旋转轴二之间的夹角,让同轴照明光扫过待测元件的光学球面,观察反射光在像平面上的大小和形状,如果发现反射光在像平面上的大小和形状随着成像镜头与旋转轴二之间的夹角的变化而变化,则需要调升/或调降样品夹具的高度,直至当调节成像镜头与旋转轴二之间的夹角时,反射光在像平面上的大小和形状完全不再发生变化,此时,被测光学球面的球心就落到了旋转轴一的延长线上了,此为同心度调节;也即,若被测的凸球面的球心正好落在旋转轴一上,则表明凸球面与旋转轴一已经同心,那么无论成像镜头怎么摆动角度,只要镜头的光轴始终指向旋转轴,那么镜头对于凸球面的任何位置的聚焦程度都是相同的,反之,如果凸球面与旋转轴一不同心,当成像镜头摆动到不同的角度时,特别是对准待测样品的边缘时,其聚焦程度就会发生变化,此时,样品的同轴度和水平度就需要进一步调节,直至达到聚焦程度相同的状态;
109.6)微调样品夹具上的xy微调机构,使待测元件的光轴垂直向上,并重复第4)步,使成像镜头能够实现对待测元件球面边缘清晰成像,至此,对光学球面进行扫描检测的条件就达成了;
110.7)将待测元件从边缘到中心的弧线细分为n个分段,每个分段的弓高均≤成像镜头景深;转动旋转轴一,支撑结构一绕旋转轴一旋转、以调整成像镜头与旋转轴二的夹角,使成像镜头对准待测元件边缘起的第一分段、且保持成像镜头的光轴始终通过光学球面的球心,在旋转机构的带动下、待测元件绕旋转轴二旋转360度,相机将跟随扫过球面的360度,实现对球面的一条环形带的成像;
111.8)保持成像镜头的光轴始终通过待测元件光学球面的球心,并调节成像镜头与待测元件光轴的夹角、使相机成像镜头的对准待测元件边缘起的第二分段,将待测元件沿自身光轴旋转360度,实现对球面的一条环形带的成像,依次类推进行,直至完成每个分段的成像,也即完成了待测元件整个光学球面的扫描检测,检测精度达到0.5um以下;在2.5um的误差范围内,准确率达99.98%以上,在3um的误差范围内,准确率达99.9997%以上。
112.若待测元件的光学球面是凹球面,步骤2)中,将升降平台向下调节约曲率半径的高度,其余均参照上述过程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1