用于实时监测风钻进给量的外设装置的制作方法
1.本发明涉及一种监测风钻进给量的外设装置,属于检测设备技术领域。
背景技术:
2.航空产品在部件装配过程中存在以下几种情况:
3.1)一些重要零件在进行精加工铣切时必须要严格控制铣刀进给量以保证零件厚度不超差;2)有制孔、制窝深度要求时,需要控制风钻进给量;3)闭角区域零件制孔时,上层零件钻透后控制不好力度,会将下层零件钻伤。现在主要控制方法及弊端:1)每次铣切一定厚度用卡尺测量零件厚度,重复多次测量,效率低下;2)使用限位器保证制孔深度,但无法避免限位器磨损带来的误差;
4.3)在闭角区域的下层零件上铺设胶皮进行保护,如果防护不到位或者力度过大仍然会对下层零件造成损伤。
技术实现要素:
5.针对航空产品在部件装配过程中,现有的控制风钻进给量的方法效率低下、不可避免的磨损误差及制孔力度的人为因素影响的问题,发明了一种将风钻进给量转化成数字显示并增加报警功能的外设装置。使用时将外设装置装卡在风钻上,通过传感器实时测量进给量并数字显示,当进给量到达预先设定的极限位置时报警。
6.本发明的技术方案如下:
7.用于实时监测风钻进给量的外设装置,包括装夹结构和显示执行单元。
8.装夹结构由左卡箍、右卡箍、销钉、螺杆、蝶形螺母、垫圈和连接片组成,为外购快装卡箍,拧松蝶形螺母向上拨动螺杆可将右卡箍打开,然后装夹在风钻上,闭合后向下拨动螺杆拧紧蝶形螺母完成装夹过程。
9.显示执行单元包括传感器、支架、左壳体、右壳体、筒盖、显示器前盖、显示器后盖、报警灯、开关、充电模块、加长杆、螺钉和轴,该单元通过螺栓与装夹结构连接。所述的支架、左壳体、右壳体、筒盖、显示器前盖、显示器后盖和轴为显示执行单元的结构部分,采用3d打印技术制造,用螺钉组装。
10.所述的支架用于固定传感器和与装夹结构连接。所述的左壳体、右壳体、筒盖组成筒状结构,用于承装充电模块和数据集成芯片。所述的显示器前盖和显示器后盖用于承装显示屏,显示屏可绕轴旋转调整屏幕角度,方便操作者观看。显示屏附带有数据集成芯片,将传感器、报警灯、开关、充电模块的电路集成在一起后装在结构部分中。所述的开关和充电模块固定在筒盖的卡槽上,其中开关控制电路接通和关闭,充电模块一端连有充电电池,一端可以连接数据线给电池充电。所述的加长杆尾端与传感器的杆通过螺纹连接,可以根据实际情况选择合适的长度进行更换。使用时加长杆接触工件表面,风钻进给后带动传感器的杆被压缩,经过数据集成芯片的处理,实现进给量实时数据在显示屏上显示。更改芯片程序,可设定任意数值作为极限进给深度,达到极限值触发报警灯闪烁,起到提示作用。
11.用于实时监测风钻进给量的外设装置的使用方法,步骤如下:
12.1)检查确认外设装置完好无损,按下开关,显示屏亮起,说明设备正常可使用,否则需要给设备充电,确认设备正常后进行下一步操作。
13.2)通过充电模块,将外设装置与电脑连接,更改程序,设置好钻削进给极限值,完成后断开连接。
14.3)打开快装卡箍,将外设装置装卡在风钻上,关闭卡箍,拧紧蝶形螺母,保证装置与风枪连接可靠。
15.4)将钻头安装在风钻上,此时观察外设装置的加长杆,加长杆需要比钻头略长一点,否则需要更换加长杆。
16.5)将风钻与风带连接。
17.6)手持风钻置于被加工零件表面。
18.7)根据外设装置距离工件的高度选择合适长度的加长杆,使加长杆前端紧贴工件表面,保证风钻进给的同时加长杆能够被压缩。
19.8)按开关打开装置,显示屏亮起,数值显示“0”。
20.9)启动风钻进给操作,观察显示器屏幕显示的数值,实时监测进给量。当显示数值到达极限,同时红色报警灯闪烁,此时停止钻削。
21.本发明的有益效果:
22.发明的一种用于实时监测风钻进给量的外设装置使用操作简单方便,为手动风钻制孔提供了一种实时监测钻孔深度的方法。通过装置的使用,可以实时监测风钻进给量,钻削末端可以减少进给量,避免孔深度超差,防止钻透后力停不下来钻伤下层零件。
附图说明
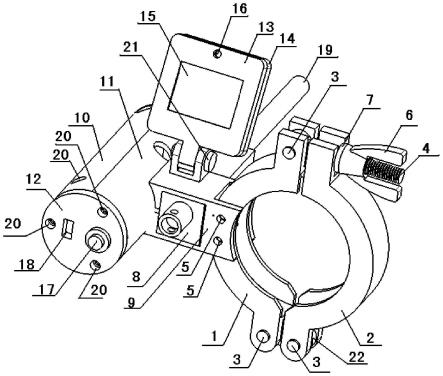
23.图1为一种用于实时监测风钻进给量的外设装置结构示意图。
24.图2为一种用于实时监测风钻进给量的外设装置使用示意图。
25.附图标记:1左卡箍;2右卡箍;3销钉;4螺杆;5螺栓;6蝶形螺母;7垫圈;8传感器;9支架;10左壳体;11右壳体;12筒盖;13显示器前盖;14显示器后盖;15显示屏;16报警灯;17开关;18充电模块;19加长杆;20螺钉;21轴。
具体实施方式
26.现结合附图对本发明作进一步的描述
27.实施例1:
28.用于实时监测风钻进给量的外设装置,包括装夹结构和显示执行单元。
29.装夹结构由左卡箍1、右卡箍2、销钉3、螺杆4、蝶形螺母6、垫圈7和连接片22组成,为外购快装卡箍,拧松蝶形螺母6向上拨动螺杆4可将右卡箍2打开,然后装夹在风钻上,闭合后向下拨动螺杆4拧紧蝶形螺母完成装夹过程。
30.显示执行单元包括传感器8、支架9、左壳体10、右壳体11、筒盖12、显示器前盖13、显示器后盖14、显示屏15、报警灯16、开关17、充电模块18、加长杆19、螺钉20和轴21,该单元通过螺栓5与装夹结构连接。所述的支架9、左壳体10、右壳体11、筒盖12、显示器前盖13、显示器后盖14和轴21为显示执行单元的结构部分,采用3d打印技术制造,用螺钉20组装。
31.所述的支架9用于固定传感器和与装夹结构连接。所述的左壳体10、右壳体11、筒盖12组成筒状结构,用于承装充电模块和数据集成芯片。所述的显示器前盖13和显示器后盖14用于承装显示屏15,显示屏可绕轴21旋转调整屏幕角度,方便操作者观看。显示屏附带有数据集成芯片,将传感器8、报警灯16、开关17、充电模块18的电路集成在一起后装在结构部分中。所述的开关17和充电模块18固定在筒盖12的卡槽上,其中开关17控制电路接通和关闭,充电模块18一端连有充电电池,一端可以连接数据线给电池充电。所述的加长杆19尾端与传感器的杆通过螺纹连接,可以根据实际情况选择合适的长度进行更换。使用时加长杆接触工件表面,风钻进给后带动传感器8的杆被压缩,经过数据集成芯片的处理,实现进给量实时数据在显示屏15上显示。更改芯片程序,可设定任意数值作为极限进给深度,达到极限值触发报警灯16闪烁,起到提示作用。
32.实施例2:
33.1检查确认外设装置完好无损,按下开关,显示屏亮起,说明设备正常可使用,否则需要给设备充电,确认设备正常后进行下一步操作。
34.2通过充电模块,将外设装置与电脑连接,更改程序,设置好钻削进给极限值,完成后断开连接。
35.3打开快装卡箍,将外设装置装卡在风钻上,关闭卡箍,拧紧蝶形螺母,保证装置与风枪连接可靠。
36.4将钻头安装在风钻上,此时观察外设装置的加长杆,加长杆需要比钻头略长一点,否则需要更换加长杆。
37.5将风钻与风带连接。
38.6手持风钻置于被加工零件表面。
39.7根据外设装置距离工件的高度选择合适长度的加长杆,使加长杆前端紧贴工件表面,保证风钻进给的同时加长杆能够被压缩。
40.8按开关打开装置,显示屏亮起,数值显示“0”。
41.9启动风钻进给操作,观察显示器屏幕显示的数值,实时监测进给量。当显示数值到达极限,同时红色报警灯闪烁,此时停止钻削。
42.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1