一种大面积胶接内部配合间隙的检查方法与流程
1.本技术涉及复合材料胶接技术领域,尤其涉及一种大面积胶接内部配合间隙的检查方法。
背景技术:
2.共胶接加筋壁板是指参与胶接的蒙皮先固化,参与胶接的加强筋铺叠完成后不固化,铺叠完成的加强筋与蒙皮通过胶膜粘接成整体壁板,加强筋位置和外形尺寸通过加强筋成型模保证。
3.一般地,加筋壁板胶接前的配合间隙采用热校验法进行校验,校验时采用和固化相同的运行参数,通过校验膜检测蒙皮与加强筋之间的配合间隙,并通过校验膜受压状态导致的厚度值变化,判定配合间隙是否满足要求。采用热校验的方法进热压罐成本较高,零件制作周期长,工序复杂。除了校验膜检测外,还可使用千分垫对胶接间隙进行检测,但千分垫检测也存在一定弊端,其只能检测配加强筋与蒙皮合配合面的边缘部位,对于配合面的内部间隙情况无法检测。
4.鉴于此,为解决现有技术的不足,提供一种大面积胶接内部配合间隙的检查方法。
技术实现要素:
5.本技术为了解决上述技术问题提供一种大面积胶接内部配合间隙的检查方法,以解决现有技术中大面积共胶接时蒙皮与加强筋贴合面整体型面难以检测、配合间隙检查成本高、工序复杂的技术问题。
6.为实现上述目的,本技术发明采用了如下技术方案:
7.一种大面积胶接内部配合间隙的检查方法,所述检查方法用于检查蒙皮与加强筋之间的配合间隙,包括以下步骤:
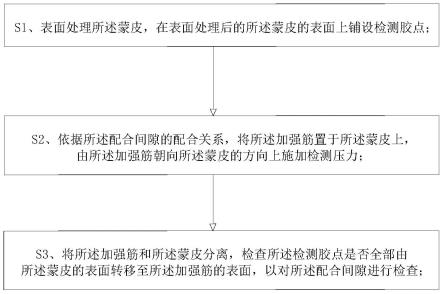
8.表面处理所述蒙皮,在表面处理后的所述蒙皮的表面上铺设检测胶点;
9.依据所述配合间隙的配合关系,将所述加强筋置于所述蒙皮上,由所述加强筋朝向所述蒙皮的方向上施加检测压力;
10.将所述加强筋和所述蒙皮分离,检查所述检测胶点是否全部由所述蒙皮表面转移至所述加强筋表面,以对所述配合间隙进行检查。
11.可选的,检查所述检测胶点是否全部由所述蒙皮的表面转移至所述加强筋的表面的步骤包括:
12.当检查到所述蒙皮表面存在未转移的检测胶点,根据未转移的所述检测胶点的所在位置,确定不满足所述配合关系的补偿区域;
13.对所述补偿区域进行补偿修复;
14.返回所述依据所述配合间隙的配合关系,将所述加强筋置于所述蒙皮上,由所述加强筋朝向所述蒙皮的方向上施加检测压力的步骤,直到所述检测胶点全部由所述蒙皮表面转移至所述加强筋表面。
15.可选的,根据未转移的所述检测胶点的所在位置,确定不满足所述配合关系的补偿区域的步骤包括:
16.以未转移的所述检测胶点的所在位置为圆心,以r为半径,形成测试区域;
17.去除所述检测胶点,在所述检测区域的表面上铺设测试胶点;
18.依据所述配合间隙的配合关系,将所述加强筋置于所述蒙皮上,由所述加强筋朝向所述蒙皮的方向上施加测试压力;其中,所述测试压力与所述检测压力相同;
19.将所述加强筋和所述蒙皮分离,确定所述测试区域内未转移的所述修复胶点分布的区域,即为补偿区域。
20.可选的,所述测试胶点在所述测试区域的表面上全铺设,且相邻的所述测试胶点之间无干扰。
21.可选的,对所述补偿区域进行补偿修复的步骤包括:
22.根据所述补偿区域的形状,裁剪得到与所述补偿区域相同的补偿胶膜;
23.将所述补偿胶膜铺设于所述补偿区域对应的所述蒙皮表面;
24.对所述补偿胶膜热处理贴实。
25.可选的,所述检测胶点的铺设密度为100~400pcs/m2,所述测试胶点的大小为0.5~2cm2。
26.可选的,所述检测压力为10~20kpa。
27.可选的,根所述表面处理的步骤包括:
28.将所述蒙皮的表面粗化处理;
29.在表面粗化处理后的所述蒙皮的表面上铺叠一层基胶膜,将所述基胶膜压实处理。
30.可选的,所述压实处理于60℃的全真空条件下进行。
31.可选的,压实处理后的所述基胶膜的厚度与所述测试胶点的厚度相同。
32.与现有技术相比,本技术的有益效果是:
33.1、本技术通过在蒙皮表面铺设检测胶点,通过检查检测胶点转移至加强筋的情况,可以判断蒙皮与加强筋之间的配合间隙是否满足配合间隙的配合要求,由于检测胶点与蒙皮和加强筋接触粘接的物理作用不同,当蒙皮与加强筋之间的配合间隙不满足配合间隙的配合关系时,检测胶点与加强筋的物理作用小于检测胶点与蒙皮之间的物理作用,因此将蒙皮与加强筋分离后,当蒙皮表面出现未转移的检测胶点时,表明蒙皮与加强筋之间不满足配合间隙的配合关系。
34.2、本技术由于只需要通过检测胶点的转移情况,即可检查蒙皮与加强筋之间配合间隙的配合关系,可在常温下进行检查,无需进入热压罐中效验,降低了检测成本,能够对配合间隙的内部进行检查,可快速的检查胶接配合间隙的型面内部和外部的配合情况,操作简单,检查的质量高。
附图说明
35.图1为本技术实施例提供的大面积胶接内部配合间隙的检查方法的原理流程框图;
36.图2为本技术实施例提供的在平面上检查胶接配合间隙的原理流程图;
37.图3为本技术实施例提供的在平面上确定补偿区域的原理流程图;
38.图4为本技术实施例提供的在曲面上检查胶接配合间隙的原理流程图;
39.图5为本技术实施例提供的在曲面上补偿修复的原理流程图。
40.附图中,各标号所代表的部件列表如下:
41.1、蒙皮;2、基胶膜;3、检测胶点;301、未转移的检测胶点;302、已转移的检测胶点;4、加强筋;5、测试区域;6、测试胶点;601、未转移的测试胶点;602、已转移的测试胶点;7、补偿区域;8、补偿胶膜。
具体实施方式
42.为了使本技术领域的技术人员更好地理解本发明方案,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.实施例1
44.基于附图1-3,本实施例提供一种大面积胶接内部配合间隙的检查方法,该检查方法用于检查蒙皮1与加强筋4之间的配合间隙,蒙皮1与加强筋4之间的配合间隙为平面,该检查方法包括如下步骤:
45.s1、表面处理蒙皮1,在表面处理后的蒙皮1的表面上铺设检测胶点3;
46.本实施例中,表面处理是将蒙皮1的表面粗化处理,在表面粗化处理后的蒙皮1的表面上铺叠一层基胶膜2,将基胶膜2压实处理,得到蒙皮/胶膜体系;
47.其中,将蒙皮1的表面粗化,可以提升基胶膜2与蒙皮1表面粘接的作用,尤其是当检测胶点3转移至加强筋4表面时,检测胶点3会对基胶膜2产生拉力作用,粗化处理使得基胶膜2受到检测胶点3的拉力作用时能够保持稳定,否则会对配合间隙的检查结果造成干扰。
48.本实施例中,基胶膜2的压实处理是在烘箱或热压罐中全真空进行,压实的温度为60℃;
49.基胶膜2的压实处理具体为:当蒙皮1在工装上完成固化后,将基胶膜2铺叠在蒙皮1的胶接配合间隙的表面上,形成蒙皮/基胶膜体系,将整个蒙皮/基胶膜体系上封装真空袋,对真空袋抽真空,然后置于烘箱或热压罐中,升温至60℃进行压实,使得基胶膜2与蒙皮1贴合紧实。
50.本实施例中,对基胶膜2进行压实处理用于铺设检测胶点3,待配合间隙的配合关系检查合格后,基胶膜2可保留在蒙皮1的表面,用于蒙皮1与加强筋4之间的胶接处理。
51.本实施例中,检测胶点3的铺设密度为100~400pcs/m2,检测胶点6的大小为0.5~2cm2;
52.其中,检测胶点3均匀的铺设于基胶膜2背离蒙皮1的一侧表面,检测胶点3与基胶膜2的材质相同,且检测胶点3的厚度与基胶膜2压实后的厚度相同;
53.在一些实例中,检测胶点3和基胶膜2的材质为双马结构胶或环氧树脂结构胶;本实施例中,检测胶点3和所述基胶膜2的材质为双马j-299胶膜。
54.s2、依据配合间隙的配合关系,将加强筋4置于蒙皮1上,由加强筋4朝向蒙皮1的方
向上施加检测压力;
55.其中,加强筋4包括加强筋坯料和加强筋4成型模,其中加强筋坯料是包覆于加强筋成型模外侧,加强筋坯料不固化处理,使得加强筋坯料与测试胶点6的粘接作用力大于测试胶点6与基胶膜2之间的粘接作用力。
56.本实施例中,检测压力为10~20kpa;
57.检测压力的施加具体为:对蒙皮1进行固定,依据配合间隙的配合关系,由加强筋4向蒙皮1的方向施加检测压力,检测压力为10~20kpa;
58.本实施例中,检测压力的大小选择取决于测试胶点6的材质,当测试胶点6的材质为双马j-299胶膜时,检测压力为10~20kpa,采用该检测压力,使得蒙皮1与加强筋4之间的配合间隙满足配合关系的区域内的检测胶点3与加强筋4之间充分接触;当蒙皮1与加强筋4之间的部分不满足配合关系区域,其对应的检测胶点3不能与加强筋4接触当加强筋4与蒙皮1分离后,与加强筋4充分接触的检测胶点3转移至加强筋4表面,而不与加强筋4接触的检测胶点3则未转移;
59.因此通过检查检测胶点3是否完全转移至加强筋4表面,即可确定蒙皮1与加强筋4之间配合间隙的配合关系是否满足要求,只有测试胶点6在一次检查过程中全部转移至加强筋4上,表明蒙皮1与加强筋4之间的配合间隙满足配合关系的要求;
60.此处的检测压力是指:检测胶点3与加强筋4表面充分接触时,加强筋4对检测胶点3的压力大小;
61.在一些实例中,施加检测压力时,也可同时对蒙皮1和加强筋4施加方向相反的作用力,以使得蒙皮1与加强筋4之间具有相互靠近的趋势,从而形成检测压力。
62.s3、将加强筋4和蒙皮1分离,检查检测胶点3是否全部由蒙皮1的表面转移至加强筋4的表面;
63.其中,将加强筋4和蒙皮1分离,当蒙皮1固定时,对加强筋4施加与检测压力相反的作用力,使得加强筋4与蒙皮1之间相互远离;
64.本实施例中,加强筋4的加强筋坯料不固化,其与检测胶点3接触的粘接作用强于检测胶点3与基胶膜2接触的粘接作用,当加强筋4与蒙皮1分离后,检测胶点3转移至加强筋坯料的表面,即为已转移的检测胶点302;
65.当蒙皮1与加强筋4之间的间隙配合不满足配合关系,使得加强筋4的加强筋坯料与检测胶点3不能有效接触,不能有效接触的检测胶点3与加强筋4之间的粘接作用小于检测胶点3与基胶膜2的粘接作用,在蒙皮1与加强筋4分离后,检测胶点3不能转移至加强筋4的加强筋坯料上,即为未转移的检测胶点301;
66.因此,通过检查检测胶点3是否全部由蒙皮1的表面转移至加强筋4的表面,即可判断蒙皮1与加强筋4之间配合间隙的配合关系。
67.本实施例中,当检查到蒙皮1表面存才未转移的检测胶点301时,根据未转移的检测胶点301的所在位置,确定不满足配合关系的补偿区域7;对补偿区域7进行补偿修复,返回依据配合间隙的配合关系,将家请进置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加检测压力的步骤,直到检测胶点3全部由蒙皮1表面转移至加强筋4表面;
68.本实施例中,根据未转移的检测胶点301的所在位置,确定不满足配合关系的补偿区域7的步骤包括:以蒙皮1上未转移的检测胶点301的所在位置为圆心,以r为半径,形成测
试区域5;去除未转移的检测胶点301和已转移的检测胶点302,在测试区域5的表面上铺设测试胶点6;依据配合间隙的配合关系,将加强筋4再次置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加测试压力;其中,测试压力与检测压力的大小相同;将加强筋4和蒙皮1分离,确定测试区域5内未转移的测试胶点601分布的区域,即为补偿区域7;
69.其中,半径r的确定方式根据蒙皮1上未转移的检测胶点301确定,测试区域5以未转移的检测胶点301的所在位置为圆心,以半径r为圆形覆盖的区域,即为测试区域5;
70.当未转移的检测胶点301相邻的其他检测胶点3均转移至加强筋4表面时,找到与该为转移的检测胶点3最远相邻检测胶点3,最远相邻检测胶点3与未转移的检测胶点301之间的间距即为r;
71.当蒙皮1上的未转移的检测胶点301成片有多个时,首先根据成片的区域范围确定其中心作为圆心,然后找到距离该中心最远的与区域范围相邻的转移检测胶点3,两者之间的间距即为r;
72.测试区域5表面的测试胶点6部分转移至加强筋4的表面,为已转移的测试胶点602;
73.测试区域5表面保留的测试胶点6,为未转移的测试胶点601,所形成的区域为补偿区域7;
74.本实施例中,测试胶点6在测试区域5的表面上全铺设,且相邻的测试胶点6之间无干扰,相邻的测试胶点6之间无干扰是指:相邻的测试胶点6之间无粘接相连;
75.测试胶点6的大小为0.2~0.5cm2。
76.本实施例中,对补偿区域7对应的蒙皮1表面进行补偿修复的步骤包括:
77.根据补偿区域7的形状,裁剪得到与补偿区域7相同的补偿胶膜8;
78.将补偿胶膜8铺设与补偿区域7对应的蒙皮1表面;
79.对补偿胶膜8热处理贴实。
80.其中,补偿胶膜8的形状、尺寸均与补偿区域7的形状尺寸相同,将裁剪得到的补偿胶膜8以无差别的方式铺设到基胶膜2表面的补偿区域7上;
81.对补偿胶膜8热处理贴实的步骤包括:补偿胶膜8铺设后,采用熨斗将补偿胶膜8熨烫贴实,熨斗的温度小于60℃;
82.当蒙皮1与加强筋4之间出现多个不相邻的未转移的检测胶点301或出现多片由多个未转移的检测胶点301形成的区域范围时,使得蒙皮1与加强筋4之间形成多个补偿区域7时,需要对所有的补偿区域7修复后,再行复查。
83.s4、当检测胶点3全部由蒙皮1表面转移至加强筋4表面,表明蒙皮1与加强筋4之间的配合间隙满足配合关系的要求,检查完成。
84.在一些实例中,重复步骤进行多次检查时,调整检测胶点3的位置;
85.在一些实例中,在复查或检查过程中,当蒙皮1与加强筋4分离,检测胶点3转移后,若基胶膜2在检测胶点3的作用下与蒙皮1表面脱离时,应当重新将基胶膜2压实处理或去除后重新压实新的基胶膜2,并对蒙皮1表面重新进行粗化处理。
86.s5、配合间隙检查完成并且合格后,蒙皮1与加强筋4之间依据胶接配合间隙的配合关系进行胶接。
87.实施例2
88.基于附图1、附图4和附图5,本实施例提供一种大面积胶接内部配合间隙的检查方法,该检查方法用于检查蒙皮1与加强筋4之间的配合间隙,蒙皮1与加强筋4之间的配合间隙包括平面和曲面,该检查方法包括如下步骤:
89.s1、表面处理蒙皮1,在表面处理后的蒙皮1的表面上铺设检测胶点3;
90.本实施例中,表面处理是将蒙皮1的表面粗化处理,在表面粗化处理后的蒙皮1的表面上铺叠一层基胶膜2,将基胶膜2压实处理,得到蒙皮/胶膜体系;
91.其中,将蒙皮1的表面粗化,可以提升基胶膜2与蒙皮1表面粘接的作用,尤其是当检测胶点3转移至加强筋4表面时,检测胶点3会对基胶膜2产生拉力作用,粗化处理使得基胶膜2受到检测胶点3的拉力作用时能够保持稳定,否则会对配合间隙的检查结果造成干扰。
92.本实施例中,基胶膜2的压实处理是在烘箱或热压罐中全真空进行,压实的温度为60℃;
93.基胶膜2的压实处理具体为:当蒙皮1在工装上完成固化后,将基胶膜2铺叠在蒙皮1的胶接配合间隙的表面上,形成蒙皮/基胶膜体系,将整个蒙皮/基胶膜体系上封装真空袋,对真空袋抽真空,然后置于烘箱或热压罐中,升温至60℃进行压实,使得基胶膜2与蒙皮1贴合紧实。
94.本实施例中,对基胶膜2进行压实处理用于铺设检测胶点3,待配合间隙的配合关系检查合格后,基胶膜2可保留在蒙皮1的表面,用于蒙皮1与加强筋4之间的胶接处理。
95.本实施例中,检测胶点3在配合间隙的平面上的铺设密度为100pcs/m2,在配合间隙的曲面上的铺设密度为200pcs/m2,检测胶点大小均为1cm2;
96.其中,检测胶点3均匀地铺设于基胶膜2背离蒙皮1的一侧表面上,检测胶点3与基胶膜2的材质相同,且检测胶点3的厚度与基胶膜2压实后的厚度相同;
97.本实施例中,蒙皮1与加强筋4之间胶接配合间隙的表面包含平面和曲面,其中,蒙皮1与加强筋4之间不满足配合间隙的配合关系的补偿区域7位于该曲面上。
98.在一些实例中,检测胶点3和基胶膜2的材质为双马结构胶或环氧树脂结构胶;本实施例中,检测胶点3和所述基胶膜2的材质为双马j-299胶膜。
99.s2、依据配合间隙的配合关系,将加强筋4置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加检测压力;
100.其中,加强筋4包括加强筋坯料和加强筋成型模,其中加强筋坯料是包覆于加强筋成型模外侧,加强筋坯料不固化处理,使得加强筋坯料与测试胶点6的粘接作用力大于测试胶点6与基胶膜2之间的粘接作用力。
101.检测压力的施加具体为:对蒙皮1进行固定,依据配合间隙的配合关系,由加强筋4向蒙皮1的方向施加检测压力;具体的,检测压力为15kpa;
102.本实施例中,检测压力的大小取决于测试胶点6的材质,当测试胶点6的材质为双马j-299胶膜时,检测压力为15kpa,采用该检测压力,使得蒙皮1与加强筋4之间的配合间隙满足配合关系的区域内的检测胶点3与加强筋4之间充分接触,当蒙皮1与加强筋4之间的部分区域不满足配合关系的检测胶点3不能与加强筋4接触,当加强筋4与蒙皮1分离后,与加强筋4充分接触的检测胶点3转移至加强筋4表面,而不与加强筋4接触的检测胶点3则未转移;
103.因此通过检查检测胶点3是否完全转移至加强筋4表面,即可确定蒙皮1与加强筋4之间配合间隙的配合关系是否满足要求,只有测试胶点6在一次检查过程中全部转移至加强筋4上,表明蒙皮1与加强筋4之间的配合间隙满足配合关系的要求;
104.此处的检测压力是指:检测胶点3与加强筋4表面充分接触时,加强筋4对检测胶点3的压力大小;
105.在一些实例中,施加检测压力时,也可同时对蒙皮1和加强筋4施加方向相反的作用力,以使得蒙皮1与加强筋4之间具有相互靠近的趋势,从而形成检测压力。
106.s3、将加强筋4和蒙皮1分离,检查检测胶点3是否全部由蒙皮1的表面转移至加强筋4的表面;
107.其中,将加强筋4和蒙皮1分离,当蒙皮1固定时,对加强筋4施加与检测压力相反的作用力,使得加强筋4与蒙皮1之间相互远离;
108.本实施例中,加强筋4的加强筋坯料不固化,其与检测胶点3接触的粘接作用强于检测胶点3与基胶膜2接触的粘接作用,当加强筋4与蒙皮1分离后,检测胶点3转移至加强筋坯料的表面,即为已转移的检测胶点302;
109.当蒙皮1与加强筋4之间的间隙配合不满足配合关系,使得加强筋4的加强筋坯料与检测胶点3不能有效接触,不能有效接触的检测胶点3与加强筋4之间的粘接作用小于检测胶点3与基胶膜2的粘接作用,在蒙皮1与加强筋4分离后,检测胶点3不能转移至加强筋4的加强筋坯料上,即为未转移的检测胶点301;
110.因此,通过检查检测胶点3是否全部由蒙皮1的表面转移至加强筋4的表面,即可判断蒙皮1与加强筋4之间配合间隙的配合关系。
111.本实施例中,本实施例中,当检查到蒙皮1表面存才未转移的检测胶点301时,根据未转移的检测胶点301的所在位置,确定不满足配合关系的补偿区域7;对补偿区域7进行补偿修复,返回依据配合间隙的配合关系,将家请进置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加检测压力的步骤,直到检测胶点3全部由蒙皮1表面转移至加强筋4表面;
112.本实施例中,根据未转移的检测胶点301的所在位置,确定不满足配合关系的补偿区域7的步骤包括:以蒙皮1上未转移的检测胶点301的坐在位置为圆心,以r为半径,形成测试区域5;去除未转移的检测胶点301和已转移的检测胶点302,在测试区域5的表面上铺设测试胶点6;依据配合间隙的配合关系,将加强筋4再次置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加测试压力;其中,测试压力与检测压力的大小相同;将加强筋4和蒙皮1分离,确定测试区域5内未转移的测试胶点601分布的区域,即为补偿区域7;
113.其中,半径r的确定方式根据蒙皮1上未转移的检测胶点301确定,测试区域5以未转移的检测胶点301的所在位置为圆心,以半径r为圆形覆盖的区域,即为测试区域5;
114.当未转移的检测胶点301相邻的其他检测胶点3均转移至加强筋4表面时,找到与该未转移的检测胶点301距离最远相邻检测胶点3,最远相邻检测胶点3与未转移的检测胶点301之间的间距即为r;
115.当蒙皮1上的未转移的检测胶点301成片有多个时,首先根据成片的区域范围确定其中心作为圆心,然后找到距离该中心最远的与区域范围相邻的转移检测胶点3,两者之间的间距即为r;测试胶点6的大小为0.5cm2;
116.蒙皮1表面的测试胶点6部分转移至加强筋4的表面,为已转移的测试胶点602;蒙
皮1表面保留的测试胶点6,表明测试胶点601未转移,所形成的区域为补偿区域7。
117.本实施例中,测试胶点6在测试区域5的表面上全铺设,且相邻的测试胶点6之间无干扰;相邻的测试胶点6之间无干扰是指:相邻的测试胶点6之间无粘接相连。
118.本实施例中,对补偿区域7对应的蒙皮1表面进行补偿修复的步骤包括:根据补偿区域7的形状,裁剪得到与补偿区域7相同的补偿胶膜8;将补偿胶膜8铺设与补偿区域7对应的蒙皮1表面;对补偿胶膜8热处理贴实,完成补偿修复;其中,补偿胶膜8的形状、尺寸均与补偿区域7的形状尺寸相同,将裁剪得到的补偿胶膜8以无差别的方式铺设到基胶膜2表面的补偿区域7上;
119.对补偿胶膜8热处理贴实的步骤包括:补偿胶膜8铺设后,采用熨斗将补偿胶膜8熨烫贴实,熨斗的温度小于60℃;
120.当蒙皮1与加强筋4之间出现多个不相邻的未转移的检测胶点301或出现多片由多个未转移的检测胶点301形成的区域范围时,表明蒙皮与加强筋之间具有对应数量的补偿,需要对所有的补偿区域7修复后,再行复查。
121.本实施例中,复查的方法与检查的方法相同,不同之处在于:复查前,去除蒙皮1和加强筋4表面的所有检测胶点3或测试胶点6,然后在蒙皮1的表面上重新铺设检测胶点3,依据配合间隙的配合关系,将加强筋4置于蒙皮1上,由加强筋4朝向蒙皮1的方向上施加检测压力,直到所有的检测胶点3全部由蒙皮1表面转移至加强筋4表面,即复查合格;
122.其中,复查时,铺设的检测胶点3与在前铺设的检测胶点3的铺设密度可以相同也可以不同,但是复查时铺设的位置相对于之前进行错位调整;当然可以理解的是,本实施例中,检测胶点3的铺设分布方式可以是方阵式;
123.s4、当检测胶点3全部由蒙皮1表面转移至加强筋4表面,表明蒙皮1与加强筋4之间的配合间隙满足配合关系的要求,检查完成。
124.在一些实例中,重复步骤进行多次检查时,调整检测胶点3的位置;
125.在一些实例中,在复查或检查过程中,当蒙皮1与加强筋4分离,检测胶点3转移后,若基胶膜2在检测胶点3的作用下与蒙皮1表面脱离时,应当重新将基胶膜2压实处理或去除后重新压实新的基胶膜2,并对蒙皮1表面重新进行粗化处理。
126.s5、配合间隙检查完成并且合格后,蒙皮1与加强筋4之间依据胶接配合间隙的配合关系进行胶接。
127.以上所述仅为本技术的较佳实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1