成形烟条圆周在线监控调整系统的制作方法
1.本发明涉及计量烟支成形监控技术领域,尤其涉及一种成形烟条圆周在线监控调整系统。
背景技术:
2.在卷烟生产过程中,烟支的圆周尺寸是衡量烟支物理的重要一项,一直是烟草行业关注和控制的指标,在实际生产过程中,烟支的圆周尺寸主要由卷接机组卷制的成形烟条的圆周尺寸决定。
3.在卷制过程中,成形烟条的圆周尺寸调整主要有人工测量法、腔体压力法和激光对射检测法进行检测。人工测量和腔体压力法均无法测量出成形烟条的实际周长,利用激光法虽然可以测量出成形烟条的单一方向上的直径尺寸,在激光旋转过程中,成形烟条将以更快的速度运动,故激光检测法无法安照标准中的方法对成形烟条进行在线圆周检测。
4.因此,亟需一种成形烟条圆周在线监控调整系统。
技术实现要素:
5.本发明的目的是提供一种成形烟条圆周在线监控调整系统,以解决上述现有技术中的问题,能够实现成形烟条圆周尺寸的在线监控和实时调整,避免圆周不合格烟条进入下步工序。
6.本发明提供了一种成形烟条圆周在线监控调整系统,其中,包括:
7.依次设置的轮廓信息采集模块、轮廓数据处理模块和圆周尺寸调整模块,其中:
8.所述轮廓信息采集模块至少包括若干激光传感器,用于采集成形烟条表面轮廓的三维点云数据;
9.所述轮廓数据处理模块用于根据所述轮廓信息采集模块所采集的成形烟条表面轮廓的三维点云数据的坐标值,得到成形烟条的当前圆周数值;
10.所述圆周尺寸调整模块用于根据所述轮廓数据处理模块所得到的成形烟条的当前圆周数值,对烟条的圆周尺寸进行调整。
11.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,各所述激光传感器具体用于发射垂直于成形烟条轴线的扫描激光束,并根据从烟条轮廓面上返回的发生折射和反射的光束,得到用于反映烟条表面轮廓的三维点云数据;
12.所述轮廓数据处理模块具体用于根据所述轮廓信息采集模块所采集的成形烟条表面轮廓的三维点云数据的坐标值,得到成形烟条表面不同位置的轮廓数据,并对基于各所述激光传感器得到的多个轮廓数据进行重建拼接处理,得到成形烟条的完整轮廓和尺寸,根据成形烟条的完整轮廓和尺寸进行计算处理,得到成形烟条的当前圆周数值。
13.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,各所述激光传感器分别包括激光器、扫描光束窗口、接收光束窗口和感光元件,其中:
14.所述激光器用于发出激光光束;
15.所述扫描光束窗口用于将所述激光器所发出的激光光束形成一道垂直于烟条轴线,且光斑直径大于烟条直径的扫描光幕;
16.所述接收光束窗口用于接收烟条穿过扫描光幕时,从烟条轮廓面上返回的发生折射和反射的光束;
17.所述感光元件设置在所述激光器内部,用于根据光束投射在所述感光元件上的位置,生成能够反映烟条的表面轮廓的三维点云数据。
18.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述轮廓信息采集模块还包括安装底座,所述安装底座上设置有防护壳体,各所述激光传感器水平布置在所述防护壳体内,所述防护壳体内还设置有位于若干所述激光传感器之间的烟条导向装置,所述烟条导向装置用于导入烟条。
19.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述防护壳体内还设置有传感器固定装置和距离调整装置,所述防护壳体的两端外侧壁上设置有烟条导向固定装置,其中:
20.所述传感器固定装置设置在所述激光传感器下方,用于固定所述激光传感器;
21.所述距离调整装置设置在所述传感器固定装置下方,用于调整所述激光传感器与待测烟条之间的距离;
22.所述烟条导向固定装置用于固定所述烟条导向装置,所述烟条导向装置设置在两侧的所述烟条导向固定装置之间;
23.各所述烟条导向固定装置的侧壁中心位置开设有可供烟条穿过的导向孔。
24.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述圆周尺寸调整模块包括压板安装板,所述压板安装板下方设置有调整压板,预压紧在卷接机组的烟机圆周底面上,并且所述调整压板的底部边缘处开设有空腔,以使所述调整压板与烟机圆周底面形成一个供烟条通过的圆形孔洞,所述压板安装板上方设置有电机;
25.所述压板安装板的中心开设有螺纹孔,所述螺纹孔中穿设有花键螺纹轴,所述电机与所述花键螺纹轴同轴设置,所述花键螺纹轴的顶端延伸至超出所述电机的上端,所述花键螺纹轴的底端延伸至超出所述调整压板的下端,并且所述电机和所述花键螺纹轴通过调整轴套连接,所述花键螺纹轴随所述电机转动,以在转动过程中调整所述调整压板与烟机圆周底面之间的距离,进而调节烟条的圆周尺寸。
26.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述轮廓数据处理模块还用于将成形烟条的当前圆周数值与预设的烟支圆周标准数值范围进行比较,根据圆周比较结果和预设的所述花键螺纹轴的旋转参数,向所述电机输出角度调整指令和/或方向调整指令,以使所述电机响应于所述角度调整指令和/或所述方向调整指令,带动所述调整轴套旋转,进而使所述花键螺纹轴向预定方向运动,进而调整所述调整压板与烟机圆周底面之间的距离。
27.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述花键螺纹轴的上方设置有调节手柄,
28.所述压板安装板的侧壁设置有多连杆机构,用于调整所述调整压板的翻转动作,并对所述调整压板与烟机圆周底面预先施加预设压力。
29.如上所述的成形烟条圆周在线监控调整系统,其中,优选的是,所述多连杆机构包
安装底座,13-防护壳体,14-烟条导向装置,15-传感器固定装置,16-距离调整装置,17-烟条导向固定装置,301-调整压板,302-花键螺纹轴,303-压板安装板,304-电机,305-调整轴套,306-调节手柄,307-提手,308-连杆固定座,309-第一连杆,310-第二连杆,311-第三连杆,312-第一销轴,313-第二销轴,314-第三销轴,315-第四销轴。
具体实施方式
46.现在将参照附图来详细描述本公开的各种示例性实施例。对示例性实施例的描述仅仅是说明性的,决不作为对本公开及其应用或使用的任何限制。本公开可以以许多不同的形式实现,不限于这里所述的实施例。提供这些实施例是为了使本公开透彻且完整,并且向本领域技术人员充分表达本公开的范围。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、材料的组分、数字表达式和数值应被解释为仅仅是示例性的,而不是作为限制。
47.本公开中使用的“第一”、“第二”:以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的部分。“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。“上”、“下”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
48.在本公开中,当描述到特定部件位于第一部件和第二部件之间时,在该特定部件与第一部件或第二部件之间可以存在居间部件,也可以不存在居间部件。当描述到特定部件连接其它部件时,该特定部件可以与所述其它部件直接连接而不具有居间部件,也可以不与所述其它部件直接连接而具有居间部件。
49.本公开使用的所有术语(包括技术术语或者科学术语)与本公开所属领域的普通技术人员理解的含义相同,除非另外特别定义。还应当理解,在诸如通用字典中定义的术语应当被解释为具有与它们在相关技术的上下文中的含义相一致的含义,而不应用理想化或极度形式化的意义来解释,除非这里明确地这样定义。
50.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
51.在卷制过程中,成形烟条的圆周尺寸调整主要有人工测量法、腔体压力法和激光对射检测法进行检测。
52.人工测量法调整方式是由机组操作工人截取烟条后通过人工使用量烟板目视测量或圆周测试仪进行测量,根据测量结果手动旋转卷烟机组大盖板上的旋钮手动调整成形烟条的圆周尺寸,检测过程繁琐,圆周调整频率高,且检测结果和调整过程只能凭借操作人员的工作经验进行调整。调整方法滞后,容易造成圆周不合格烟条进入下步工序,降低产品合格率,影响产品质量。
53.腔体压力检测法根据穿过腔体的成形烟条的尺寸变化引起腔体内气体压力的变化,压力传感器将压力的变化的大小转换成数据信号反馈至控制系统,转换成成形烟条的圆周数据。在烟条成形过程中烟丝中的粉尘会在检测腔体处积累,从而使测量检测腔体的尺寸变化,影响检测精度。
54.激光对射检测法利用激光发射器发出激光束,光束经过成形烟条后在激光接收器上形成缺口,接收器通过计算缺口部分的长度计算出成形烟条的直径,从而计算出成形烟
条的理论圆周尺寸。由于烟条成形过程中其截面形状不是一个圆形,现行的人工测量和腔体压力法均无法测量出成形烟条的实际周长,利用激光法虽然可以测量出成形烟条的单一方向上的直径尺寸,在激光旋转过程中,成形烟条将以更快的速度运动,故激光检测法无法安照标准中的方法对成形烟条进行在线圆周检测。
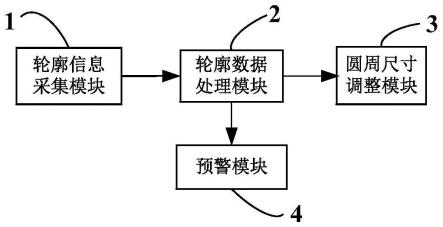
55.如图1所示,本发明实施例提供了一种成形烟条圆周在线监控调整系统,其包括:依次设置的轮廓信息采集模块1、轮廓数据处理模块2和圆周尺寸调整模块3,其中:
56.所述轮廓信息采集模块1至少包括若干激光传感器11,用于采集成形烟条表面轮廓的三维点云数据;
57.所述轮廓数据处理模块2用于根据所述轮廓信息采集模块1所采集的成形烟条表面轮廓的三维点云数据的坐标值,得到成形烟条的当前圆周数值;
58.所述圆周尺寸调整模块3用于根据所述轮廓数据处理模块2所得到的成形烟条的当前圆周数值,对烟条的圆周尺寸进行调整。
59.其中,轮廓数据处理模块2例如可以为工控机。各所述激光传感器11具体用于发射垂直于成形烟条轴线的扫描激光束,并根据从烟条轮廓面上返回的发生折射和反射的光束,得到用于反映烟条表面轮廓的三维点云数据;
60.所述轮廓数据处理模块2具体用于根据所述轮廓信息采集模块1所采集的成形烟条表面轮廓的三维点云数据的坐标值,得到成形烟条表面不同位置的轮廓数据,并对基于各所述激光传感器11得到的多个轮廓数据进行重建拼接处理,得到成形烟条的完整轮廓和尺寸,根据成形烟条的完整轮廓和尺寸进行计算处理,得到成形烟条的当前圆周数值。
61.进一步地,如图4-图6所示,各所述激光传感器11分别包括激光器111、扫描光束窗口112、接收光束窗口113和感光元件(未示出),其中:
62.所述激光器111用于发出激光光束;
63.所述扫描光束窗口112用于将所述激光器所发出的激光光束形成一道垂直于烟条轴线,且光斑直径大于烟条直径的扫描光幕;
64.所述接收光束窗口113用于接收烟条穿过扫描光幕时,从烟条轮廓面上返回的发生折射和反射的光束;
65.所述感光元件设置在所述激光器111内部,用于根据光束投射在所述感光元件上的位置,生成能够反映烟条的表面轮廓的三维点云数据。
66.更进一步地,如图2-图3所示,所述轮廓信息采集模块1还包括安装底座12,所述安装底座12上设置有防护壳体13,各所述激光传感器11水平布置在所述防护壳体13内,所述防护壳体13内还设置有位于若干所述激光传感器11之间的烟条导向装置14,所述烟条导向装置14用于导入烟条。
67.进一步地,所述防护壳体13内还设置有传感器固定装置15和距离调整装置16,所述防护壳体13的两端外侧壁上设置有烟条导向固定装置17,其中:
68.所述传感器固定装置15设置在所述激光传感器11下方,用于固定所述激光传感器11;
69.所述距离调整装置16设置在所述传感器固定装置15下方,用于调整所述激光传感器11与待测烟条之间的距离;
70.所述烟条导向固定装置17用于固定所述烟条导向装置14,所述烟条导向装置14设
置在两侧的所述烟条导向固定装置17之间;
71.各所述烟条导向固定装置17的侧壁中心位置开设有可供烟条穿过的导向孔。
72.本发明在一些实施方式中,所述距离调整装置16通过线性导轨或滑块调整所述激光传感器11与烟条之间的距离。需要说明的是,本发明对距离调整装置16的距离调整方式不作具体限定。
73.在本发明中,所述激光传感器11的数量为两个,并且两个所述激光传感器11相对于所述烟条导向装置14呈中心对称分布。需要说明的是,本发明对激光传感器11的数量及分布方式不作具体限定。
74.本发明的轮廓信息采集模块1,通过距离调整装置16调节激光传感器11与烟条之间的距离,调到最佳的测量结果,卷制的烟条从卷烟机组的烟枪大盖板穿出后从安装在防护壳体13上的烟条导向固定装置14中心的导向孔进入,穿过烟条导向装置14,激光传感器11的扫描光幕穿过烟条导向装置14上的预留缺口,检测烟条表面的轮廓数据,烟条穿过固定在另一端的烟条导向固定装置17进入卷烟机组的后续工序。
75.更进一步地,如图7所示,所述圆周尺寸调整模块3包括压板安装板303,所述压板安装板303下方设置有调整压板301,预压紧在卷接机组的烟机圆周底面上,并且所述调整压板301的底部边缘处开设有空腔,以使所述调整压板301与烟机圆周底面形成一个供烟条通过的圆形孔洞,所述压板安装板303上方设置有电机304;
76.所述压板安装板303的中心开设有螺纹孔,所述螺纹孔中穿设有花键螺纹轴302,所述电机304与所述花键螺纹轴302同轴设置,所述花键螺纹轴302的顶端延伸至超出所述电机304的上端,所述花键螺纹轴302的底端延伸至超出所述调整压板301的下端,并且所述电机304和所述花键螺纹轴302通过调整轴套305连接,所述花键螺纹轴302随所述电机304转动,以在转动过程中调整所述调整压板301与烟机圆周底面之间的距离,进而调节烟条的圆周尺寸。
77.所述电机304为精密电机,本发明的圆周尺寸调整模块3,通过螺钉安装在卷接机组的底座上面,将调整压板301预压紧在烟机圆周底面上,调整压板301与底面形成一个供烟条通过的圆形孔洞,花键螺纹轴302跟随电机304转动,以实现调整压板301与烟机圆周底面之间的距离的调整,进而调节烟条的圆周尺寸。
78.进一步地,所述轮廓数据处理模块2还用于将成形烟条的当前圆周数值与预设的烟支圆周标准数值范围进行比较,根据圆周比较结果和预设的所述花键螺纹轴302的旋转参数,向所述电机304输出角度调整指令和/或方向调整指令,以使所述电机304响应于所述角度调整指令和/或所述方向调整指令,带动所述调整轴套305旋转,进而使所述花键螺纹轴302向预定方向运动,进而调整所述调整压板301与烟机圆周底面之间的距离。
79.更进一步地,所述轮廓数据处理模块2还用于根据成形烟条的圆周变化数据,预测成形烟条的尺寸变化趋势,并生成与成形烟条的圆周变化数据对应的图表文件,
80.所述成形烟条圆周在线监控调整系统还包括预警模块4,与所述轮廓数据处理模块2连接,用于根据成形烟条的尺寸变化趋势进行预警。
81.在工作中,通过轮廓信息采集模块1采集成形烟条表面轮廓的三维点云数据;通过轮廓数据处理模块2根据轮廓信息采集模块1所采集的成形烟条表面轮廓的三维点云数据的坐标值,得到成形烟条表面不同位置的轮廓数据,在此基础上对多个轮廓数据进行重建
拼接处理,得到成形烟条的完整轮廓和尺寸,根据成形烟条的完整轮廓和尺寸进行计算处理,得到成形烟条的当前圆周数值;通过圆周尺寸调整模块3根据轮廓数据处理模块2所得到的成形烟条的当前圆周数值,对烟条的圆周尺寸进行调整。
82.由此,相对现有技术而言,本发明实施例提供的成形烟条圆周在线监控调整系统,通过轮廓信息采集模块采集成形烟条表面轮廓的三维点云数据;通过轮廓数据处理模块根据三维点云数据的坐标值,得到成形烟条的当前圆周数值;并通过圆周尺寸调整模块根据当前圆周数值对烟条的圆周尺寸进行调整,无需人工调整圆周尺寸,可以实现成形烟条圆周尺寸的在线监控和实时调整,避免圆周不合格烟条进入下步工序,可以提高产品合格率,保证产品质量。
83.进一步地,如图7所示,所述花键螺纹轴302的上方设置有调节手柄306,通过调节手柄306可以同时实现圆周尺寸的手动调节。
84.更进一步地,所述压板安装板303的侧壁设置有多连杆机构,用于调整所述调整压板301的翻转动作,并对所述调整压板301与烟机圆周底面预先施加预设压力。
85.具体而言,所述多连杆机构包括连杆固定座308,所述连杆固定座308的一端连接有第一连杆309,另一端连接有第二连杆310,并且所述第二连杆310设置在所述连杆固定座308与所述压板安装板303之间,所述第一连杆309的顶端连接有提手307,所述第一连杆309和所述第二连杆310之间设置有第三连杆311,
86.所述连杆固定座308通过螺钉安装在卷接机组的底座上,所述连杆固定座308包括固定座水平部和固定座垂直部,所述固定座垂直部位于所述固定座水平部的左侧上方,所述固定座垂直部和所述第一连杆309通过第一销轴312连接,以使所述第一连杆309可绕所述第一销轴312转动,
87.所述第一连杆309包括第一连杆水平部和第一连杆垂直部,所述第一连杆垂直部位于所述第一连杆水平部的右侧上方,所述第一连杆水平部通过所述第一销轴312与所述固定座垂直部连接,所述第一连杆垂直部的顶端与所述提手307连接,
88.所述第二连杆310的一端通过第二销轴313与所述固定座水平部连接,以使所述第二连杆310可绕所述第二销轴313转动,所述第二连杆310的另一端通过螺钉与所述压板安装板303连接,
89.所述第三连杆311的一端通过第三销轴314与所述第一连杆水平部的右侧下端连接,另一端通过第四销轴315与所述第二连杆310靠近所述压板安装板303的一端连接。
90.在具体实现中,向上拉动提手307,连杆固定座308绕第一销轴312向上转动,第三连杆311的一端绕第三销轴314转动,另一端绕第四销轴315转动,带动第二连杆310绕第二销轴313向上运动,使压板安装板303向上翻转;在向下预紧时,提手307带动第一连杆309绕第一销轴312向下转动,第三连杆311的一端绕第三销轴314转动,另一端绕第四销轴315转动,带动第二连杆310绕第二销轴313向下贴紧至烟机圆周底面,第一连杆309继续向下运动,使第三连杆311处于水平卡滞状态,对第二连杆310施加一定阻力,在调节时,第二连杆310无法向上回弹。
91.本发明实施例提供的成形烟条圆周在线监控调整系统,通过轮廓信息采集模块采集成形烟条表面轮廓的三维点云数据;通过轮廓数据处理模块根据三维点云数据的坐标值,得到成形烟条的当前圆周数值;并通过圆周尺寸调整模块根据当前圆周数值对烟条的
圆周尺寸进行调整,无需人工调整圆周尺寸,可以实现成形烟条圆周尺寸的在线监控和实时调整,避免圆周不合格烟条进入下步工序,可以提高产品合格率,保证产品质量。
92.至此,已经详细描述了本公开的各实施例。为了避免遮蔽本公开的构思,没有描述本领域所公知的一些细节。本领域技术人员根据上面的描述,完全可以明白如何实施这里公开的技术方案。
93.虽然已经通过示例对本公开的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上示例仅是为了进行说明,而不是为了限制本公开的范围。本领域的技术人员应该理解,可在不脱离本公开的范围和精神的情况下,对以上实施例进行修改或者对部分技术特征进行等同替换。本公开的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1