在线检测铝型材表面缺陷的装置及方法与流程
1.本技术涉及型材检测技术领域,尤其涉及一种在线检测铝型材表面缺陷的装置及方法。
背景技术:
2.在相关的技术领域中,无论是新制造的型材以及返场检测的型材均需要对其表面是否存在缺陷进行检测,现有人工检测的过慢、且存在检测不准确的问题。
技术实现要素:
3.本技术实施例提供一种在线检测铝型材表面缺陷的装置及方法,其能够快速检测型材表面是否具有缺陷。
4.第一方面,本技术实施例提供了一种在线检测铝型材表面缺陷的装置,包括至少一组检测组件,每组所述检测组件包括:光源单元,用于出射检测激光,所述检测激光照射至待检测物体表面被反射形成反射激光;光路转换单元,处于所述检测激光以及所述反射激光的光路上,用于转换所述待检测物体反射的所述反射激光的光路;成像单元,用于接收所述光路转换单元出射的所述反射激光并生成待检测灰度图;处理单元,对比所述待检测灰度图内各像素点与标准灰度图内各像素点的灰度值。
5.在本技术的一些实施例中,所述成像单元包括:薄膜滤光片,设于所述反射激光的光路上,所述薄膜滤光片仅能通过波长大于1100nm的光线;成像件,获取所述反射激光并生成待检测灰度图,沿所述反射激光的光路位于所述薄膜滤光片的后侧。
6.在本技术的一些实施例中,所述光源单元包括:发光件,用于出射所述检测激光;聚焦件,设于所述发光件的出光侧且处于所述检测激光的光路上,用于接收所述发光件出射的检测激光并收拢所述检测激光;匀光件,设于所述聚焦件远离所述发光件的一侧,且处于所述检测激光的光路上,用于接收所述聚焦件出射的检测激光并匀化所述检测激光。
7.在本技术的一些实施例中,所述发光件出射的所述检测激光的波长大于自然光的波长。
8.在本技术的一些实施例中,所述光路转换单元包括:偏振分光棱镜,设于所述光源单元的出光侧,能够透射p偏振分量的光线以及反射
s偏振分量的光线;1/4玻片,设于所述偏振分光棱镜远离所述光源单元一侧,能够使所述检测激光以及所述反射激光的相位角转动45
°
;所述光源单元出射的所述检测激光依次透射所述偏振分光棱镜以及所述1/4玻片并照射至所述待检测物体,所述待检测物体反射的所述反射激光透射所述1/4玻片并照射至所述偏振分光棱镜并被反射至所述成像单元。
9.第二方面,本技术实施例提供了一种在线检测铝型材表面缺陷的方法,包括以下步骤:获取标准灰度图;应用检测激光照射待检测物体表面;改变所述待检测物体表面反射的反射激光的光路;接收所述反射激光形成待检测灰度图比较所述待检测灰度图与所述标准灰度图。
10.在本技术的一些实施例中,所述获取标准灰度图包括:检测多个合格型材并形成多个灰度图;获取每个所述灰度图内的各像素点并赋予各所述像素点对应的灰度值;计算多个所述灰度图内对应所述像素点的均值以形成标准灰度图。
11.在本技术的一些实施例中,所述获取标准灰度图还包括:所述获取标准灰度图还包括:检测所述待检测物体以获取所述待检测灰度图;获取所述待检测灰度图内各待检测像素点;计算所述待检测灰度图内各所述待检测像素点的灰度值的均值以及所述标准灰度图内各标准像素点的灰度值的均值;对比所述待检测灰度图内待检测像素点与所述标准灰度图内对应的标准像素点的灰度值,以及对比待检测灰度图内各所述待检测像素点的灰度值的均值与标准灰度图内各所述标准像素点的灰度值的均值;若所述待检测灰度图内待检测像素点与所述标准灰度图内对应的标准像素点的灰度值的差值小于第一预设值,以及对比待检测灰度图内各所述待检测像素点的灰度值的均值与标准灰度图内各所述标准像素点的灰度值的均值的差值小于第二预设值,则计算所述待检测灰度图内的各待检测像素点与对应标准灰度图内各标准像素点的均值并赋予标准灰度图内各标准像素点。
12.在本技术的一些实施例中,所述改变所述待检测物体表面反射的反射激光的光路包括:应用1/4波片将所述反射激光由线偏振光转换为圆偏振光;应用偏振分光棱镜反射圆偏振分量的所述反射激光。
13.在本技术的一些实施例中,所述接收所述反射激光包括:应用薄膜滤光片过滤所述反射激光;应用成像件获取反射激光并生成待检测灰度图。
14.基于本技术实施例的在线检测铝型材表面缺陷的装置,光源单元出射的检测激光
照射至待检测物体表面后,若待检测物体表面存在缺陷,例如,划痕、凸块、油漆(或者部分漆面掉落)、锈蚀等,则检测激光在待检测物体表面存在缺陷处的反射量将存在差别,例如,划痕、凸块、锈蚀等粗糙度增大,则检测激光在此处发生漫反射,即沿检测激光照射至待检测物体的光路原路返回的反射激光的亮度将减小,光路转换单元将反射激光的光路转变后使成像单元获取反射激光并生成待检测灰度图,反射激光不同亮度处将在待检测灰度图内形成颜色深浅不一的待检测像素点(亮度越亮则灰度值越大,亮度越小则灰度值越小),并将待检测灰度图内各待检测像素点的灰度值与对应标准灰度图内各标准像素点的灰度值进行对比,检测灰度图内各待检测像素点的灰度值与对应标准灰度图内各标准像素点的灰度值的差值超出预设范围值时则可确定该处待检测像素点对应的型材表面存在缺陷。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
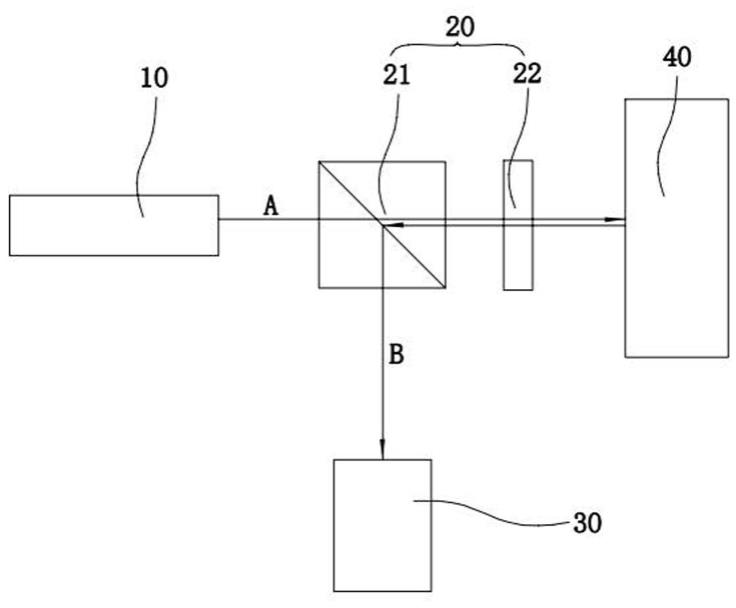
16.图1为本技术一实施例中的在线检测铝型材表面缺陷的装置的结构关系示意图;图2为本技术一实施例中的在线检测铝型材表面缺陷的方法的流程示意图;图3为本技术一实施例中获取标准灰度图的流程示意图。
17.附图标记:10、光源单元;20、光路转换单元;21、偏振分光棱镜;22、1/4波片;30、成像单元;40、待检测物体;a、检测激光;b、反射激光。
具体实施方式
18.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
19.请参照图1所示,本技术实施例的第一方面提供了一种在线检测铝型材表面缺陷的装置,其能够快速检测型材表面是否具有缺陷。
20.可以理解的是,本技术的检测设备不仅仅可以用于检测铝型材,对于任意材质的型材均能够进行检测,例如,钢制型材、塑料型材或木质型材等,且本技术尤适用于表面粗糙度较小的型材。
21.请参照图1所示,在线检测铝型材表面缺陷的装置包括至少一组检测组件,每组检测组件包括光源单元10、光源转换单元、成像单元30以及处理单元,光源单元10用于出射检测激光a,检测激光a照射至待检测物体表面被反射形成反射激光b;光路转换单元20,处于检测激光a以及反射激光b的光路上,用于转换待检测物体反射的反射激光b的光路;成像单元30,用于接收光路转换单元20出射的反射激光b并生成待检测灰度图;处理单元对比待检测灰度图内各像素点与标准灰度图内各像素点的灰度值。
22.可以理解的是,由于型材的形状各种各样,一般型材通常均具有多个侧面,因此,在本技术的一些实施例中,在线检测铝型材表面缺陷的装置可包括多个检测组件,例如,型材为圆形时在线检测铝型材表面缺陷的装置可包括两组相对设置的检测组件,即可检测圆
形型材的整个周壁;例如,型材为三角形时,在线检测铝型材表面缺陷的装置可包括三组检测组件,三组检测组件分别对应三角形型材的三个侧面设置。
23.基于本技术实施例的在线检测铝型材表面缺陷的装置,光源单元10出射的检测激光a照射至待检测物体40表面后,若待检测物体40表面存在缺陷,例如,划痕、凸块、油漆(或者部分漆面掉落)、锈蚀等,则检测激光a在待检测物体40表面存在缺陷处的反射量将存在差别,例如,划痕、凸块、锈蚀等粗糙度增大,则检测激光a在此处发生漫反射,即沿检测激光a照射至待检测物体40的光路原路返回的反射激光b的亮度将减小,光路转换单元20将反射激光b的光路转变后使成像单元30获取反射激光b并生成待检测灰度图,反射激光b不同亮度处将在待检测灰度图内形成颜色深浅不一的待检测像素点(亮度越亮则灰度值越大,亮度越小则灰度值越小),并将待检测灰度图内各待检测像素点的灰度值与对应标准灰度图内各标准像素点的灰度值进行对比,检测灰度图内各待检测像素点的灰度值与对应标准灰度图内各标准像素点的灰度值的差值超出预设范围值时则可确定该处待检测像素点对应的型材表面存在缺陷。
24.在本技术的一些实施例中,成像单元30包括薄膜滤光片和成像件,薄膜滤光片设于反射激光b的光路上,薄膜滤光片仅能通过波长大于1100nm的光线;成像件获取反射激光b并生成待检测灰度图,沿反射激光b的光路位于薄膜滤光片的后侧,由于,自然光的波长范围大概为150nm-1100nm之间,其中人眼可见的光线的波长范围大概在200nm-760nm之间,为避免自然光对检测结果的影响,薄膜滤光片仅通过波长大于1100nm的光线,如此,成像件仅接收到反射激光b并不会接收到自然光,进而使待检测灰度图仅由反射激光b形成,如此,提高了该在线检测铝型材表面缺陷的装置的准确性。
25.本技术实施例中对成像件的具体类型不做限定,在本技术的一些实施例中,成像件可以是高频摄像机。
26.在本技术的一些实施例中,光源单元10包括发光件、聚焦件和匀光件,发光件用于出射检测激光a;聚焦件设于发光件的出光侧且处于检测激光a的光路上,用于接收发光件出射的检测激光a并收拢检测激光a;匀光件设于聚焦件远离发光件的一侧,且处于检测激光a的光路上,用于接收聚焦件出射的检测激光a并匀化检测激光a。
27.结合上述薄膜滤光片仅能通过波长大于1100nm的光线,且由于薄膜滤光片多用做红外滤光片,因此,在本技术的一些实施例中,发光件出射的检测激光a的波长大于自然光的波长,具体地,检测激光a为波长大于1100nm 的红外线,对应的,发光件可设置为红外线发光器,例如,红外发光二极管。
28.聚焦件用于聚拢检测激光a以使检测激光a收拢,便于检测激光a在长距离的光路上不易发散,即能够使检测激光a边缘处的光束在传输过程中,在本技术的一些实施例中,聚焦件设置为光纤聚焦镜或者准直透镜。
29.匀光件用于使检测激光a内各处的光线能量均匀,即各处光线亮度相同,可以理解的是,为提高检测激光a内各处能量的均匀性,本技术实施例中可以设置多个匀光件,在本技术的一些实施例中,匀光件设置为激光均匀片、激光匀化doe或均匀光斑衍射元件等。
30.请参照图1所示,在本技术的一些实施例中,光路转换单元20包括偏振分光棱镜21和1/4波片22,偏振分光棱镜21设于光源单元10的出光侧,能够透射p偏振分量的光线以及反射s偏振分量的光线;1/4玻片设于偏振分光棱镜21远离光源单元10一侧,能够使检测激
光a以及反射激光b的相位角转动45
°
;光源单元10出射的检测激光a依次透射偏振分光棱镜21以及1/4玻片并照射至待检测物体,待检测物体反射的反射激光b透射1/4玻片并照射至偏振分光棱镜21并被反射至成像单元30。
31.偏振分光棱镜21由一对高精度直角棱镜胶合而成,其中一个棱镜的斜边上镀有偏振分光介质膜,偏振分光棱镜21利用激光以布鲁斯特角入射时p偏振光透射率为1,而s偏振光透射率小于1的性质,使的p偏振光完全透过偏振分光棱镜21形成一光束,使s偏振光反射形成一光束,检测激光a的入射角也即布鲁斯特角的不同仅影响偏振分光棱镜21对p振光的透射量以及对s偏振光的折射量;为使p振光的透射以及s偏振光的折射均达到最高,进一步的,在本技术的一些实施例中,检测激光a的入射角为90
°
,即检测激光a与偏振分光棱镜21的胶层面呈45
°
夹角,此时,p偏振光的透射以及s偏振光的折射均达到100%,以最大利用检测激光a。
32.检测激光a中透射偏振分光棱镜21的p偏振光的在经过1/4波片22后相位角转动45
°
,随后在检测激光a照射至待检测物体表面且被反射后,反射激光b再次经过1/4波片22,即反射激光b的相位角再转动45
°
以形成s偏振光,此时,由于偏振分光棱镜21使的p偏振光完全透过偏振分光棱镜21形成一光束,使s偏振光反射形成一光束的原理,偏振分光棱镜21将反射反射激光b,结合上述检测激光a的入射角为90
°
,此时,反射激光b将垂直检测激光a。
33.请参照图2所示,第二方面,本技术实施例提供了一种在线检测铝型材表面缺陷的方法,包括以下步骤:s10、获取标准灰度图;s20、应用检测激光a照射待检测物体表面;s30、改变待检测物体表面反射的反射激光b的光路;s40、接收反射激光b形成待检测灰度图s50、比较待检测灰度图与标准灰度图。
34.请参照图3所示,在本技术的一些实施例中,获取标准灰度图包括:s11、检测多个合格型材并形成多个灰度图;s12、获取每个灰度图内的各像素点并赋予各像素点对应的灰度值,灰度值的赋予根据对应像素点的颜色的深浅进行赋予。
35.s13、计算多个灰度图内对应像素点的均值以形成标准灰度图,具体地,将计算出的各对应像素点的均值赋予任一灰度图,以该灰度图作为标准灰度图,在本技术的一具体实施例中,将计算出的各对应像素点的均值赋予由合格型材生成的第一张灰度图。
36.请参照图3所示,在本技术的一些实施例中,获取标准灰度图还包括:s14、检测待检测物体40以获取待检测灰度图;s15、获取待检测灰度图内各待检测像素点;s16、计算待检测灰度图内各待检测像素点的灰度值的均值以及标准灰度图内各标准像素点的灰度值的均值;s17、对比待检测灰度图内待检测像素点与标准灰度图内对应的标准像素点的灰度值,以及对比待检测灰度图内各待检测像素点的灰度值的均值与标准灰度图内各标准像素点的灰度值的均值;s18、若待检测灰度图内待检测像素点与标准灰度图内对应的标准像素点的灰度
值的差值小于第一预设值,以及对比待检测灰度图内各待检测像素点的灰度值的均值与标准灰度图内各标准像素点的灰度值的均值的差值小于第二预设值,则计算待检测灰度图内的各待检测像素点与对应标准灰度图内各标准像素点的均值并赋予标准灰度图内各标准像素点;其中,第一预设值和第二预设值根据实际生产过程中需要的检测精度进行设定。
37.在本技术的一些实施例中,改变待检测物体表面反射的反射激光b的光路包括:应用1/4波片22将反射激光b由线偏振光转换为圆偏振光;应用偏振分光棱镜21反射圆偏振分量的反射激光b。
38.在本技术的一些实施例中,接收反射激光b包括:应用薄膜滤光片过滤反射激光b;应用成像件获取反射激光b并生成待检测灰度图。
39.本实施例的附图中相同或相似的标号对应相同或相似的部件;在本技术的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
40.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1