一种沿多方向精密加工疏松页岩岩心柱塞状岩样的方法与流程
本发明属于岩石物理实验领域,更具体地,涉及一种沿多方向精密加工疏松页岩岩心柱塞状岩样的方法。
背景技术:
1、在常规钻切过程中,由于岩样的成岩性差等问题,岩心柱塞样品会出现尺寸不一,缩径,驼背,端面崩损的现象。该类样品将直接影响到其孔隙度与渗透率的测试结果,使测试结果带来较大的偏差,具体地:
2、1、带水钻切法
3、此方法只能加工砂岩、碳酸盐岩等较为致密的柱塞状岩样,但是使用钻切机获取疏松页岩的柱塞状岩样较为困难,钻取平行疏松页岩的柱塞状岩样品尚可,但需加工45°和90°层理的样品时成功率就很低。
4、钻取过程中水的侵入也可能改变岩石的矿物结构,甚至导致孔隙结构的变化。当富含吸水性较强的粘土矿物的页岩遇到清水,可能由于矿物的吸水膨胀导致粘土矿物晶体结构的变化,同时体积膨胀后会占据部分孔隙空间,导致孔隙体积、大小、形状等发生变化。如钻具晃动,钻进不均匀,还容易导致岩样垂直度偏差和页岩层理断裂或者松散,对后续测试造成影响。
5、2、液氮冷冻法
6、液氮冷冻法取样则易引起岩样内部流体膨胀,破坏岩样孔隙结构,影响储层物性参数。加工使用常规钻孔机进行,对岩心损耗大,且由于样品固定问题不易加工出45°和90°层理的样品。
7、目前,岩心前处理加工方式是否适当将直接影响到岩心后续实验数据的准确性,因此,亟待提出一种沿多方向精密加工疏松页岩岩心柱塞状岩样的方法。
技术实现思路
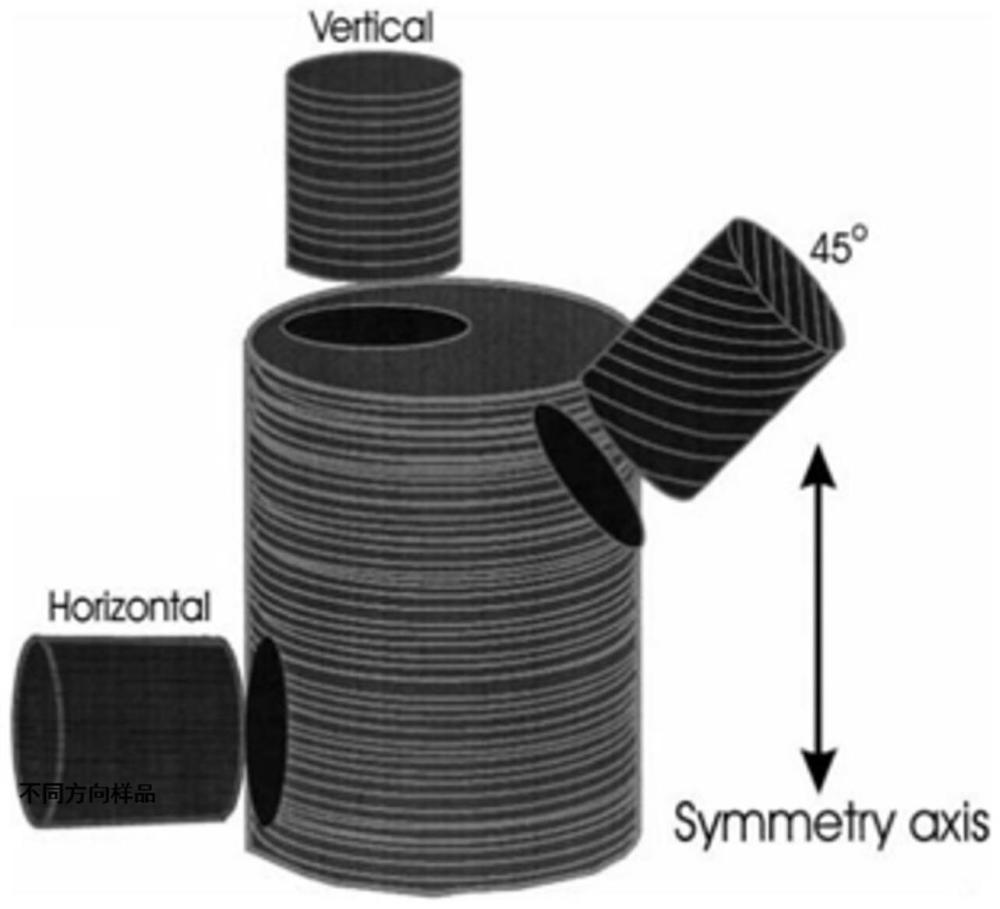
1、本发明的目的是针对现有技术的不足,提出一种沿多方向精密加工疏松页岩岩心柱塞状岩样的方法。本发明方法可以在同一块疏松页岩岩心上精确获取0°,45°,90°三个层理方向符合实验要求的柱塞状岩心,为岩石物理实验研究提供有力支撑。
2、为了实现上述目的,本发明提供了一种沿多方向精密加工疏松页岩岩心柱塞状岩样的方法,该方法包括如下步骤:
3、s1:将疏松页岩岩心样品进行烘干处理,得到烘干岩心样品;
4、s2:确定切割的操作参数;利用切割工具对所述烘干岩心样品进行第一方向切割取样,通过观察被切割取样后的岩心样品的层理分布和微裂缝发育程度,确定其他方向的切割取样顺序,切割取样,得到所述疏松页岩岩心柱塞状岩样。
5、根据本发明,优选地,其他方向的切割取样位置避开岩心样品的微裂缝发育区域。
6、根据本发明,优选地,所述烘干处理的温度为50-70℃,时间为24-72h。
7、根据本发明,优选地,
8、所述第一方向为与水平方向呈90°的方向;
9、其他方向包括与水平方向呈45°的方向和与水平方向呈0°的方向。
10、根据本发明,优选地,其他方向的切割取样顺序为0°、45°,或者,45°、0°。
11、根据本发明,优选地,所述切割工具为包括金刚砂线的线切割机;所述切割的操作参数包括金刚砂线的规格、烘干岩心样品的行进速度和线切割机的补偿间隙。
12、根据本发明,优选地,所述金刚砂线的规格包括直径0.3-0.5mm,长度150-250m。
13、根据本发明,优选地,所述线切割机的补偿间隙根据所述直径确定,优选为0.15-0.25mm。
14、根据本发明,优选地,所述行进速度包括深色页岩切割行进速度、浅色页岩切割行进速度和富含化石页岩切割行进速度。
15、根据本发明,优选地,对于与水平方向呈0°方向的切割,深色页岩切割行进速度为≤0.6mm/min、浅色页岩切割行进速度为≤0.3mm/min,富含化石页岩切割行进速度为≤0.2mm/min。
16、根据本发明,优选地,对于与水平方向呈45°方向的切割和与水平方向呈90°方向的切割,深色页岩切割行进速度、浅色页岩切割行进速度和富含化石页岩切割行进速度各自独立地为0°方向的0.75-0.85倍。
17、根据本发明,优选地,所述疏松页岩岩心柱塞状岩样的端面平整度保证在±(0.005-0.012)mm。
18、在本发明中,作为优选方案,所述方法包括如下步骤:
19、1.疏松页岩岩心样品放置于烘箱中,在60℃,烘干48小时,使疏松页岩岩心样品保持干燥,保证切割过程中干燥粉末容易被线切割机的金刚砂线带出,得到烘干岩心样品;
20、2.使用夹持工具固定烘干岩心样品,确保烘干岩心样品在加工过程中相对于夹持工具不发生位移(进而可有效保证岩心样品端面的平整度,经测量,端面平整度可保证在±(0.005-0.012)mm),岩心样品主要是通过工作台的移动来推进岩心样品移动;确定线切割机的操作参数:
21、金刚砂线的粗细对加工成功与否有重要影响,砂线细容易断,砂线粗可缠绕长度短,疲劳度增加,且损耗增加。经过验证最终确定了金刚砂线的直径优选为0.42mm,长度优选为200m,这样可以在减少样品损耗的同时保证柱塞样品的加工质量。由于金刚砂线直径优选为0.42mm,所以补偿间隙设优选为0.21;
22、工作台的行进速度因加工页岩岩性不同有所区分,行进过快易导致金刚砂线长期处于紧绷状态而频繁断线,并且由于实时切割位置滞后于数控程序导致切割形状变形,经过验证:对于与水平方向呈0°方向的切割,深色页岩切割行进速度为≤0.6mm/min、浅色页岩切割行进速度为≤0.3mm/min,富含化石页岩切割行进速度为≤0.2mm/min;
23、对于与水平方向呈45°方向的切割和与水平方向呈90°方向的切割,深色页岩切割行进速度、浅色页岩切割行进速度和富含化石页岩切割行进速度各自独立的为0°方向的0.75-0.85倍,避免因速度过快导致柱塞样沿层理缝和微裂缝断裂。
24、3.首先加工90°方向样品,即在岩心上标记好取心位置和进刀点,通过观察被切割取样后的岩心样品的层理分布和微裂缝发育程度,确定其他方向的切割取样顺序(其他方向的切割取样位置避开岩心样品的微裂缝发育区域),每次旋转调整夹持器位置,使用切割线和标记进刀点重合,开启切割机运丝开关,通过手动调节切割线x轴运动方向,将切割丝线快速运动至待加工柱塞样品圆形切面的切点处。
25、本发明的技术方案的有益效果如下:
26、1)本发明方法可以在同一块疏松页岩岩心上精确获取0°,45°,90°三个层理方向符合实验要求的柱塞状岩心,为岩石物理实验研究提供有力支撑。
27、2)本发明是利用线切割机进行加工,方法原理是利用金刚砂线沿0°,45°,90°三个层理方向进行切割,因为首先切割90°柱样易于观察层理和微裂缝发育,使得45°和0°柱样的切割具有针对性,最终易同时取得三个方向完整的柱塞状岩心。
28、3)本发明与水钻法和液氮冷冻钻取法获取柱塞状岩心不同,该方法能够有效克服待加工岩样沿层理断裂、遇水松解、难以固定夹持、损耗过大的问题,而且不会破坏岩心内部孔隙结构,可获得多个方向完整的柱塞状岩心,成功率较高,不会影响岩心物性参数的测量分析。
29、本发明的其它特征和优点将在随后具体实施方式部分予以详细说明。
- 还没有人留言评论。精彩留言会获得点赞!