一种基于磷光材料的高温部件表面温度离线测量方法
1.本发明属于高温部件温度测试技术领域,具体涉及一种基于磷光材料的高温部件表面温度离线测量方法。
背景技术:
2.航天航空领域中,飞行器及其推进系统通常在极端高温环境工作。如临近空间高超声速飞行器在大气层内飞行时,外表面的温度在气动加热的作用下,可达2000℃以上;因此需要同时采用被动与主动热防护手段以保证其结构的安全性。而对于涡轮燃气发动机以及火箭发动机等航空航天推进系统,燃烧室内的温度通常也可达到1700℃至4000℃;同样也需要采用稳定和隔热的手段以保证其安全运行。因此,在设计和试验过程中,准确测量部件温度,对于性能分析和寿命预估具有重要意义。目前的测量技术主要包括直接测量技术和间接测量技术,其中直接测量技术包括:
3.在待测表面预埋或使用薄膜热电偶对温度进行直接测量,但预埋热电偶需在部件表明开槽,并在预埋之后进行打磨,安装复杂,热电偶的安装可能会对流场造成影响,且数据密度小;
4.使用红外热像仪通过对高温部件表面热辐射的测量来获得温度分布,测量结果受待测表面发射率和环境辐射影响,测量不确定度较大,对运动部件的测量较为困难,无法用于工作状态下的飞行器或推进系统;
5.将不可逆示温漆喷涂于高温部件表面,在试验后对表面示温漆颜色进行人工或自动判读来获得工作状态下部件表面的最高温度等值线或分布,但示温漆易剥落,精度较低,判读困难;
6.使用示温晶体技术对高温部件表面的温度进行测量,该技术需在部件表面开槽后打磨,可能影响流场,示温晶体的埋设、拆卸较为复杂,测量点有限;
7.基于磷光材料的测温技术,是一种具有高测量精度的半侵入式二维壁温测量技术,但现有的磷光测温技术均是在线测量,需要针对试验件安装光学观察窗,布置相机光源、光路等,如专利cn 114034405 a提出了一种非接触式测温的方法,其中所提出的磷光测温方法是在线测量;这种在线测量均是在模拟的试验环境下进行,其测量结果并不能准确的反应实际工况,而且对于运动部件(如高速旋转的航空发动机叶片)或者是实际服役工作条件下(如飞行中)的部件,是很难实现这种在线测量。
技术实现要素:
8.基于上述目的,本发明提供了一种基于磷光材料的高温部件表面温度离线测量方法,解决现有的磷光测温技术无法对实际服役工作条件下的部件或者运动部件进行测量,且因在温度恒定条件下进行测量而影响结果准确性的问题。
9.为了实现上述目的,本发明采用如下技术方案予以实现:
10.一种基于磷光材料的高温部件表面温度离线测量方法,包括以下步骤:
11.步骤1,对示温磷光材料进行标定,获得示温磷光材料磷光特性的变化率与试验温度t、试验时长τ的对应关系f(t,τ);
12.所述示温磷光材料为发光特性不可逆的磷光材料;
13.步骤2,在待测量对象上涂覆步骤1所述的示温磷光材料,并布置温度测量点,进行实际服役工作或试验;
14.试验结束后,获得实际工作或试验过程中温度与时间的变化曲线;
15.步骤3,对经过步骤2试验后的待测量对象上的示温磷光材料的磷光特性进行测量,并与试验前所述示温磷光材料的磷光特性进行对比,计算其磷光特性变化率k;基于给定的试验时长,可由k与步骤1标定得到的f(t,τ)获得试验过程中该给定的试验时长内的等效温度t;
16.k=f(t,τ)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
17.步骤4,通过公式(4)获得试验过程中给定的试验时长内的最高温度t
max
,
[0018][0019]
式中,τa、τb为待测量对象试验过程中的任意两个时间点。
[0020]
优选的,所述步骤1的标定方法包括:将示温磷光材料涂敷于金属片上形成标定片,测量所述示温磷光材料在加热前的磷光特性;
[0021]
然后在所述标定片上安装热电偶,在不同的温度下对标定片进行热处理,每个温度下维持不同的加热时间;
[0022]
加热完成后对标定片上的示温磷光材料的磷光特性进行测量,并与加热前的磷光特性数据进行对比,获得磷光特性变化率与加热温度t、加热时长τ之间的关系f(t,τ)。
[0023]
优选的,所述步骤2中,当温度测量点在运动部件上时,选择气流与该运动部件在同一路径上、温度较该运动部件温度低的非运动部位设置热电偶探头,作为温度测量点。
[0024]
优选的,所述示温磷光材料为稀土元素与基体材料混合而成的材料。
[0025]
与现有技术相比,本发明的有益效果是:
[0026]
(1)本发明采用离线测温的方法,所用磷光材料的发光特性随温度变化不可逆,可将试验件置于实际的工作服役环境内,加热循环完成后将试验件取下,再对表面磷光材料的特性进行测量,测量结果准确性高;且测量过程无需实时测量,不需要在试验部件表面开槽,加工难度低、对流场几乎无影响,可用于运动部件与工作状态下的部件测量;
[0027]
(2)基于本发明的方法,采集的数据密度高,可以获得整个表面的最高温度分布。
[0028]
(3)本发明方法对测量数据进行了修正,使获得的温度结果更贴合变工况实验环境下的实际温度,提高了测量准确性。
[0029]
(4)基于本发明方法,可结合窥镜,在保证结构完整性的前提下,对狭窄空间内的部件(如航空发动机涡轮叶片或火箭发动机推力室喉部截面)进行测量。
附图说明
[0030]
图1是本发明实施例记载的示温磷光材料标定装置示意。
[0031]
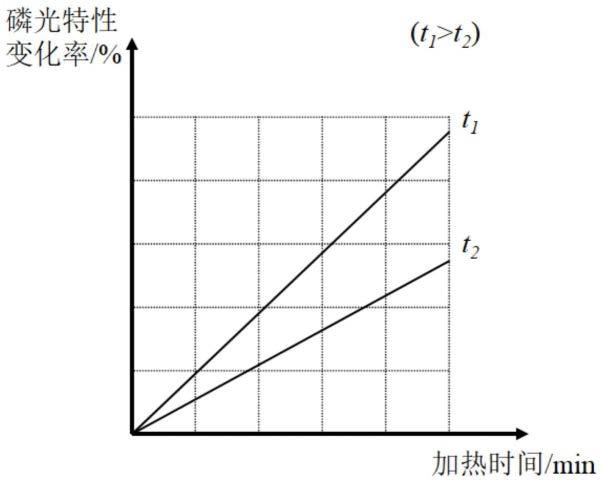
图2是本发明实施例记载的示温磷光材料的磷光特性与加热温度、时间关系的示意。
[0032]
图3是本发明实施例记载的一次起降过程内航空发动机涡轮进口温度随时间变化的示意。
[0033]
图4是本发明实施例记载的变工况下温度修正方法原理的示意。
[0034]
图中各标号的含义:1-金属片,2-热电偶。
具体实施方式
[0035]
以下给出本发明的具体实施例,需要说明的是本发明并不局限于以下具体实施例中,凡在本技术技术方案基础上做的等同变换均落入本发明的保护范围。
[0036]
实施例
[0037]
本实施例公开的一种基于磷光材料的高温部件表面温度离线测量方法,具体包括以下步骤:
[0038]
步骤1,对示温磷光材料进行标定,获得示温磷光材料磷光特性的变化率与试验温度t、试验时长τ的对应关系f(t,τ),具体为:
[0039]
将示温磷光材料涂敷于金属片1上形成标定片,示温磷光材料为发光特性不可逆的磷光材料,本实施例的示温磷光材料为稀土元素(如tb、eu、dy、ce等)与基体材料(如y2sio5、y2o3、al2o3)混合而成的材料。
[0040]
首先测量该示温磷光材料在加热前的磷光特性,如光强、波长和寿命等;
[0041]
然后在金属片上开槽以安装热电偶2,如图1所示为标定片的示意图,其中金属片1为铜片。需要说明的是,金属片1的材质不局限于本实施例的铜片,金属片满足试验温度即可。
[0042]
在不同的温度下对标定片进行热处理,如600℃~900℃范围内每间隔50℃作为一个温度点,每个温度下维持不同的加热时间,如10min、20min、30min;
[0043]
加热完成后,使用可调制激光光源对标定片上的示温磷光材料进行激发,使用分光计对其受激后发出的磷光进行记录,并与加热前的磷光特性数据进行对比,获得磷光特性变化率与加热温度t、加热时长τ之间的关系f(t,τ),如图2所示。
[0044]
步骤2,在待测量对象上涂覆上述标定所用的示温磷光材料,并布置温度测量点,进行实际服役工作或试验;本实施例的待测量对象为发动机叶片。
[0045]
作为本实施例的优选方案,当温度测量点在运动部件(如发动机叶片)上时,无法直接将热电偶探头布置在发动机叶片上,可以在测量较易实现的部位布置热电偶探头,测量较易实现的部位的选取原则为:气流与该运动部件在同一路径上、温度较该运动部件温度低且为非运动部位。一般气流在同一路径上温度变化趋势接近,可以反映待测部件表面的温度变化趋势。如针对航空发动机,在尾喷口处布置热电偶探头,虽然尾喷口处的温度与待测部件表面的温度数值具有差异,但两者的变化趋势接近,因此尾喷口处的温度变化趋势可以基本反映叶片处的温度变化。
[0046]
试验结束后,获得实际工作或试验过程中温度与时间的变化曲线。
[0047]
步骤3,对经过步骤2试验后的待测量对象(发动机叶片)上的示温磷光材料的磷光特性进行测量,并与试验前该示温磷光材料的磷光特性进行对比,计算其变化率k;
[0048]
基于给定的试验时长,可由k与步骤1标定得到的f(t,τ)获得试验过程中该给定的试验时长内的等效温度t;
[0049]
k=f(t,τ)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0050]
步骤4,由于标定过程在稳定恒定的条件下进行,而本发明是在变工况下进行测量,以涡轮燃气航空发动机为例,飞行器在一次起降过程中,经历起飞、爬升、巡航、降落等阶段。在不同阶段,发动机需要产生的推力大小不同,进而涡轮进口燃气温度也有所变化,因此叶片表面温度随时间发生改变,如图3所示。因此对等效温度进行了修正,以提高其测量准确度。
[0051]
对于变工况下的测量,在一定的试验时长内(如图4,从τa至τb),可将试验时长分为n个区间,每个区间的长度为δτ。在每一区间足够小的情况下,试验温度的变化幅度可以忽略,即在这一区间内,试验温度恒定(ti)。
[0052]
由此,τa至τb时间内,试验过程导致的磷光材料特性变化可表示为:
[0053][0054]
式中,i为对应的时间区间,ti为该时间区间内的温度,进一步地,式(2)可表示为:
[0055][0056]
对于特定的试验过程,最高温度t
max
为常数,因此式(3)可写作:
[0057][0058]
式中,τa、τb为待测量对象试验过程中的任意两个时间点;
[0059]
因此,可通过式(4)获得试验过程中给定的试验时长内的最高温度t
max
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1