一种超大幅宽连续尺寸试样的制作模具及方法
1.本发明涉及一种超大幅宽连续尺寸试样的制作模具及方法,具体而言,涉及一种具有拆装、清洗、运输便捷及高效率的超大幅宽连续尺寸范围的混凝土等材料的结构面制样模具及方法。
背景技术:
2.工程超大尺度岩体结构面抗剪强度的准确获取是岩石力学领域内学者们研究的基础科学问题,也是学科前沿和热点问题。然而,纵观前人的相关研究,在结构面室内试验和原位试验研究方面,受到试验尺寸和试验条件的限制,无法获取工程大尺度结构面抗剪强度参数。目前,工程岩体的稳定性评价及加固设计中采用的本构模型、破坏准则和折减参数是以常规小尺度直剪试验作为依据,缺乏科学性。岩体结构面尺寸范围由几厘米到数千米,岩体中失稳的结构面尺度越大,造成后果越严重。制作超大幅宽连续尺寸岩体结构面是工程大尺度岩体结构面力学参数获取的试验必要条件。其中,专利号202011492947.0指出幅宽连续可调岩体结构面试样的定义,它以断裂面(结构面)为界分为上盘试样和下盘试样,试样的幅宽指试样从薄型到超长型的连续长度尺寸范围。
3.为适应长度尺寸变化的试样浇注,现有一些专利采用的组装拼接方法,比如专利号201520013890.x提出了一种可自由拼装模具,它采用在一块底板上安装一定数量的挡板构件并用凹凸结构和螺栓加固的方式连接,专利号201710284382.9提出了易脱模拼装式混凝土标准试块模具及其工作方法,采用公母接头相互拼接相邻的u形单体。专利号201811456256.8提出一种可拼装试块模具,采用模块化设计并利用立柱对组合侧板进行夹紧定位。专利号为202122919929.2的一种易拆卸拼接式混凝土模具,采用牛角钩扣锁侧面板进行拼接,专利号201811328041.8提出了一种基于3d打印一次制作多组可拼接吻合岩石结构面模具的制作方法,底板与两侧板利用固定条进行拼接,专利201911224193.8采用隔板式和拼接式进行组装连接。类似还包括202122652169.3、201510329020.8等专利提出的方案。但是这些专利难以解决超大幅宽连续尺寸混凝土试样的制作,主要包括如下:
4.1.现有模块式拼接方案无法做到长度尺寸无级可调的浇筑要求,同时未考虑浇注试样的宽度尺寸变化,只能在规定尺寸的模具盒内进行浇筑;
5.2.现有方案存在拆卸过程繁琐且容易损坏的问题,由于混凝土等材料在浇注后一段时间内产生明显的膨胀效应(特别是长度尺寸很大试样的中间位置处),导致连接件和侧板变形甚至破坏;
6.3.现有方案无法满足超大幅宽连续尺寸试样的运输便捷性,当长度尺寸很大的试样重量非常大时,采用传统的先拆模、再安装试样到运输车,最后卸试样等操作流程耗时耗力;
7.4.现有方案中未考虑拼接模具的密封性,导致渗漏水量对浇注试样性能产生影响,也导致螺栓等连接件的生锈问题;
8.5.现有方案未考虑带有结构面的制模胚安装,在浇筑过程中试样需要有结构面,
一般需要将制模胚安装到模具中并在它上方进行浇筑成型;
9.6.现有方案未考虑试样长度尺寸较长时的模具高刚度,浇筑产生的膨胀力导致模具变形时也导致试样自身变形而影响测试及变形测量结果,因此模具刚度是保证浇筑试样质量的前提;
10.7.现有方案未考虑制样效率问题,在试样过程中需要将两个试样以结构面重合的形式进行加载测试,一个试样的浇筑成型往往需要一个月,而两个试样则需要二个月,以模具材料使用量最省为条件,需要解决上下盘试样同时浇筑的效率问题。
11.因此,目前还未有适合超大幅宽连续尺寸试样浇注成型的制样模具及使用方法。
技术实现要素:
12.为了克服已有技术的不足,本发明提供了一种拆装、清洗、运输便捷和高效率的超大幅宽连续尺寸试样的制作模具及方法。
13.本发明解决其技术问题所采用的技术方案是:
14.一种超大幅宽连续尺寸试样的制作模具,所述制作模具包括前端牵引机构、组装单元、连接锁紧机构、后端牵引机构和幅宽无级调节机构,所述的前端牵引机构和后端牵引机构之间安装一定数量的组装单元,所述的组装单元、前端牵引机构和后端牵引机构通过连接锁紧机构连接,所述的幅宽无级调节机构安装在前端牵引机构和与其相连的拼接单元中,所述的各拼接单元之间采用柔性橡胶片压紧对接,所述幅宽无级调节机构、后端牵引机构和各个组装单元围成的区域为用于安放制模胚的工作空间。
15.进一步,所述的前端牵引机构和后端牵引机构均包括拉杆、竖板、转盘、螺杆、底座、连接环、轮子和压盘,所述底座底部安装四个轮子,所述竖板由垂直板和两侧的加强筋组成,在沿轮子移动方向,底座上方偏右位置安装竖板,竖板的垂直板与底座的右侧面对齐,垂直板下方设置一孔洞便于调节幅宽无级调节机构,拉杆固定在底座上方的偏左位置,连接环安装在底座的左侧面,螺杆的上端连接转盘,螺杆的下端连接压盘,螺杆垂向穿过底座形成螺纹传动。
16.再进一步,所述的组装单元包括支撑架、侧板、橡胶片、压紧机构和底盘,所述底盘的底部安装四个轮子,底盘上方的中间位置处为一凸起平台,凸起平台的上方可安放制模胚,底盘靠近轮子的两侧分别有一凸起挡条,两个侧板分别安放在凸起平台或制模胚的两边,凸起挡条与侧板之间安装有压紧机构,在侧板和底盘凸起平台的两端安装有橡胶片,支撑架安装在两个侧板的正上方并可通过吊环螺栓拧紧,压紧机构包括带螺杆手轮、固定座和压紧块,固定座依靠在凸起挡条内侧,压紧块安装在固定座上方并沿着它限向移动,带螺杆手轮的螺杆部分穿过固定座并形成螺纹传动,带螺杆手轮的螺杆部分端部可直接接触到压紧块一侧。
17.更进一步,所述的幅宽无级调节机构包括无级调节块、标准支撑块、移动竖板和限位架,所述无级调节块包括吊环、固定板、螺钉、导杆和调节板,固定板嵌入到前端牵引机构的竖板内并固定,固定板四个边角安装导杆,调节板穿过导杆并可沿其移动,螺钉穿过固定板中间处并形成螺纹连接与传动,螺钉端部与调节板接触并带其移动,移动竖板的两侧安装有橡胶片,移动竖板安放在组装单元的底盘凸起平台正上方,无级调节块与移动竖板之间有一定数量的标准支撑块并安放在底盘凸起平台上方,标准支撑块的长度一般设置为连
续试样长度间隔的
△
l或为它的倍数,移动竖板的上部穿过限位架的中空结构并固定,限位架的两端通过吊环螺栓固定在组装单元的侧板上,无级调节块和标准支撑块安装吊装用的吊环。
18.优选的,所述的后端牵引机构的竖板表面为光滑平整面。
19.所述的连接锁紧机构包括左固定板、销轴、转动螺栓、右固定板、螺母和螺栓,所述左固定板和右固定板分别通过螺栓固定在相邻的组装单元之间或组装单元和牵引机构之间的交界处附近,销轴穿过左固定板的两个凸块上,转动螺栓套筒端穿过销轴并使得螺杆端绕其转动,螺杆端转到右固定板的两个凸块之间后可用螺母及垫片固定卡位。
20.所述的前端牵引机构、后端牵引机构的底座和组装单元的底盘设置凹凸结构,组装单元或组装单元和前后端牵引机构通过凹凸机构对中后用销轴锁定。
21.所述的组装单元中,长度尺寸的定义如下:
22.1)确定测试的上下盘试样尺寸要求,定义超大幅宽连续尺寸试样的长度范围设置为[l
min
,l
max
],试样宽度为w,连续尺寸试样的长度间隔为
△
l,确定不同尺寸试样的浇注频率;
[0023]
2)定义组装单元基准长度l0,取l0=l
min
+p
△
l且满足w≤l0≤aw,其中p为整数,a≥1,a与幅宽无级调节机构的调节范围及便捷性相关,符合要求的基准长度为l0=[l
01
,l
02
,
…
,l
0m
],其中m为符合条件的最大数量;
[0024]
3)定义长度为基准长度l0的组装单元数量,满足x=l
max
/l0,获得x=[x1,x2,
…
,xm],每个数值保留二位小数,一般选取x值小数点后第一位数字为大于8或为0的值,其中x值小数点后第一位数字为0则为最优方案,若不存在则选小数点后两位值最接近99的几个方案,最优方案和其它方案的总和数量一般不超过5个,此时可获得对应x的l0值;
[0025]
4)定义各组装单元的长度,为减少连接单元总数,各组装单元的长度是基准长度的n倍,即nl0,其中n为整数,各组装单元长度从小到大排列为l=[l1,l2,
…
,l
x
],其中相邻的l值可以相同,针对某一特定l0值,可形成多种排列组合,以满足组装单元数量较少为原则,一般选取数量较少的前两种类型;
[0026]
5)确定满足上下盘试样同时浇注要求的最优方案,以满足小尺寸试样浇筑频率及操作便捷性、组装单元累加长度最短为原则,通过列表等形式确定各组装单元的最佳长度方案及l1,l2,
…
,l
x
的数量。
[0027]
一种超大幅宽连续尺寸试样制作方法,所述方法包括以下步骤:
[0028]
步骤(1)根据浇注试样的上下盘尺寸,选取对应的各组装单元并将它们和前后端牵引机构一起移动到指定位置;
[0029]
步骤(2)组装单元的底盘和前后端牵引机构的底座进行连接并紧固,根据试样长度尺寸要求调节幅宽无级调节机构的无级调节块,随后安装一定数量的标准支撑块,安装移动竖板,调节前后端牵引机构的转盘,使得压盘压住地面以防止轮子转动,期间若连续尺寸试样满足规则间隔尺寸递进的方式,则无需用到无级调节块;
[0030]
步骤(3)安装制模胚到组装单元的凸起平台上,安装组装单元的侧板,并用连接锁紧机构进行连接后固定,用压紧机构将各侧板压紧到制模胚的两个侧边,安装幅宽无级调节机构的限位架并将移动竖板的上端固定在侧板上;
[0031]
步骤(4)在幅宽无级调节机构的移动竖板、后端牵引机构的竖板、组装单元的侧板
和制模胚围成的区域内部安放薄膜,将搅拌过的混凝土进行浇注,浇注后用搅拌棒进行拌匀处理和抹平处理;
[0032]
步骤(5)在各组装单元侧板上方安装设定数量的支撑架以增强刚度;
[0033]
步骤(6)上下盘试样的浇筑方法相同,在拆模时可先拧开组装单元的压紧机构和缩短幅宽无级调节机构的无级调节块,随后去掉支撑架、连接锁紧机构和侧板;
[0034]
步骤(7)根据试样重量选择前后端牵引机构的牵引方式,调节前后端牵引机构的转盘,使得压盘脱离地面以便轮子转动,若试样重量轻则通过人工拉或推前后端牵引机构的拉杆到指定位置,若重量大则通过平板车或者叉车等动力装置与连接环连接后拉动试样到指定位置;
[0035]
步骤(8)取出试样,各机构拆卸、清洗和归位。
[0036]
本发明的有益效果主要表现在:
[0037]
1.通过幅宽无级调节机构和各个组装单元的组合满足超大幅宽连续无级尺寸试样的浇注,根据制模胚的宽度尺寸相应调整侧板的固定位置,配置不同宽度的移动竖板,适应浇注试样长度和宽度的变化要求;
[0038]
2为应对试样膨胀效应的影响,连接锁紧机构采用容易拆装的结构方式,组装单元压紧机构的带螺杆手轮和支撑架的吊环螺栓是一种手动便捷操作方式,解决普通螺栓螺钉因生锈无法拆卸的问题;
[0039]
3.组装单元和前后端牵引机构设置便于运输的轮子,在外部人力或动力装置作用下将超大幅宽连续尺寸试样运输到指定位置,其过程操作简单;
[0040]
4.侧板和移动竖板安装橡胶片并在浇注中安装薄膜,双重确保浇注过程的密封性,防止渗漏导致连接件生锈和影响试样性能,同时移动竖板、侧板、后端牵引机构的竖板浇筑面为光滑平板,确保了试样浇筑质量;
[0041]
5.制模胚安装在下方进行浇注试样结构面,可确保结构面的浇注致密性;
[0042]
6.混凝土等材料在浇注后一段时间内产生明显的膨胀效应,通过安装一定数量的支撑架提高了模具侧板刚度。
[0043]
7.通过模具组装单元长度尺寸的定义方法实现了上下盘试样同时浇注的制样效率并优化了模具用钢量。
附图说明
[0044]
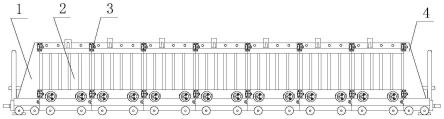
图1是一种超大幅宽连续尺寸试样的制作模具主视图。
[0045]
图2是一种超大幅宽连续尺寸试样的制作模具俯视图。
[0046]
图3是一种超大幅宽连续尺寸试样的制作模具左视图。
[0047]
图4是前端牵引机构主视图。
[0048]
图5是前端牵引机构左视图。
[0049]
图6是组装单元主视图。
[0050]
图7是组装单元左视图。
[0051]
图8是组装单元压紧机构的右视图。
[0052]
图9是幅宽无级调节机构俯视图。
[0053]
图10是幅宽无级调节机构主视图。
[0054]
图11是幅宽无级调节机构的无级调节块主视图。
[0055]
图12是连接锁紧机构主视图。
具体实施方式
[0056]
下面结合附图对本发明作进一步描述。
[0057]
参照图1~图12,一种超大幅宽连续尺寸试样的制作模具,所述制作模具包括前端牵引机构1、组装单元2、连接锁紧机构3、后端牵引机构4、幅宽无级调节机构5,所述的前端牵引机构1和后端牵引机构4之间安装一定数量的组装单元,所述的组装单元2、前端牵引机构1和后端牵引机构4通过连接锁紧机构3连接,所述的幅宽无级调节机构5安装在前端牵引机构1和与其相连的拼接单元2中,所述的各拼接单元2之间采用柔性橡胶片压紧对接,制模胚安放在幅宽无级调节机构5、后端牵引机构4和各个组装单元2围成的区域内部的工作空间。
[0058]
本实施例的组装单元,长度尺寸定义如下:
[0059]
1)确定测试的上下盘试样尺寸要求,定义超大幅宽连续尺寸试样的长度范围为[10cm,350cm],其中试样宽度为50cm,制作时要求上下盘试样一起浇筑,其中连续尺寸的上盘试样长度间隔为10cm,下盘试样比上盘试样的长度至少多出20%且为10cm的倍数,50cm以下的小尺寸试样浇注频率较高;
[0060]
2)定义组装单元基准长度l0范围,满足50cm≤l0≤80cm且为整数,取l0=l
min
+p
△
l,此时符合要求的基准长度为l0=[50,60,70,80];
[0061]
3)定义长度为基准长度l0的组装单元数量,满足x=l
max
/l0,获得x=[7.00,5.83,5.00,4.38],以模具长度方向用钢量最少为原则,选取两种最优方案x=[7.00,5.00],此时对应的l0=[50,70];
[0062]
4)定义各组装单元的长度,各组装单元的长度是基准长度的n倍,长度从小到大排列为l=[l1,l2,l3,
…
],当l0=50cm时,l=[l1,l2]的方案有[50,300]、[100,250]和[150,200]三种,l=[l1,l2,l3]的方案有[50,100,200]和[100,100,150]两种,当l0=70cm时,l=[l1,l2]的方案有[70,280]和[140,210]二种,l=[l1,l2,l3]的方案有[70,140,140]一种,以满足组装单元数量较少为原则,不考虑其它组装单元数量的组合方式。
[0063]
5)依据上下盘试样同时浇注的要求,以满足试样尺寸小于100cm的浇筑频率及操作便捷性为原则,至少有一个组装单元的长度为100cm或略高于100cm,则可去掉[50,300]、[150,200]、[150,200]、[70,280]、[140,210]和[70,140,140],留下[100,250]、[50,100,200]和[100,100,150]选一种方案,依据组装单元累加长度最短的原则,通过对上下盘同时浇筑的数量统计,[l1,l2,l3]=[50,100,200]时可选择l1数量为1个,l2数量为2个,l3数量为2个,[l1,l2]=[100,250]时l1数量为2个,l2数量为2个,而[l1,l2,l3]=[100,100,150]时l1数量为2个,l2数量为2个,l3数量为2个,后面两者在长度方向所需要的模具用钢量多50cm,且考虑到[l1,l2,l3]=[50,100,200]浇筑50cm以下试样更加方便,选用[l1,l2,l3]=[50,100,200]方案更合适,确定l0=50,[l1,l2,l3]=[50,100,200]。
[0064]
进一步,所述的前端牵引机构1包括拉杆11、竖板12、转盘13、螺杆14、底座15、连接环16、轮子17和压盘18,所述底座15底部安装四个轮子17,竖板12由垂直板和两侧的加强筋组成,在沿轮子移动方向,底座15上方偏右位置安装竖板12,竖板12的垂直板与底座15的右
侧面对齐,垂直板下方设置一孔洞便于调节幅宽无级调节机构5,拉杆11固定在底座15上方的偏左位置,连接环16安装在底座15的左侧面,螺杆14的上端连接转盘13,螺杆14的下端连接压盘18,螺杆14垂向穿过底座15形成螺纹传动。
[0065]
再进一步,所述组装单元2包括支撑架21、侧板22、橡胶片23、压紧机构24和底盘25,所述底盘25的底部安装四个轮子,底盘25上方的中间位置处为一凸起平台,凸起平台的上方可安放制模胚,底盘25靠近轮子的两侧分别有一凸起挡条,两个侧板22分别安放在凸起平台或制模胚的两边,凸起挡条与侧板22之间安装有压紧机构24,在侧板22和底盘25凸起平台的两端安装有橡胶片23。支撑架21安装在两个侧板的正上方并可通过吊环螺栓拧紧,压紧机构24包括带螺杆手轮241、固定座242和压紧块243,固定座242依靠在凸起挡条内侧,压紧块243安装在固定座242上方并沿着它限向移动,带螺杆手轮241的螺杆部分穿过固定座242并形成螺纹传动,带螺杆手轮241的螺杆部分端部可直接接触到压紧块243一侧。
[0066]
更进一步,所述幅宽无级调节机构5包括无级调节块51、标准支撑块52、移动竖板53和限位架54,无级调节块51包括吊环511、固定板512、螺钉513、导杆514和调节板515,固定板512嵌入到前端牵引机构1的竖板12内并固定,固定板512四个边角安装导杆514,调节板515穿过导杆514并可沿其移动,螺钉513穿过固定板512中间处并形成螺纹连接与传动,螺钉端部与调节板515接触并带其移动,移动竖板53的两侧安装有橡胶片,移动竖板53安放在组装单元2的底盘25凸起平台正上方,无级调节块51与移动竖板53之间有一定数量的标准支撑块52并安放在底盘25凸起平台上方,标准支撑块52的长度一般设置为连续试样长度间隔的
△
l或为它的倍数,移动竖板53的上部穿过限位架54的中空结构并固定,限位架54的两端通过吊环螺栓固定在组装单元2的侧板22上,无级调节块51和标准支撑块52安装吊装用的吊环511。
[0067]
所述后端牵引机构4相比前端牵引机构1,除了竖板外其它结构组成相同,后端牵引机构4的竖板表面为光滑平整面。
[0068]
所述连接锁紧机构3包括左固定板31、销轴32、转动螺栓33、右固定板34、螺母35和螺栓36,左固定板31和右固定板34分别通过螺栓36固定在相邻的组装单元之间或组装单元和牵引机构之间的交界处附近,销轴32穿过左固定板31的两个凸块上,转动螺栓33套筒端穿过销轴32并使得螺杆端绕其转动,螺杆端转到右固定板34的两个凸块之间后可用螺母35及垫片固定卡位。
[0069]
所述前端牵引机构1、后端牵引机构4的底座15和组装单元2的底盘25设置凹凸结构,组装单元2或组装单元2和前后端牵引机构通过凹凸机构对中后用销轴锁定。
[0070]
一种超大幅宽连续尺寸试样制作方法,在结合以上各组成的机械结构基础上,所述方法包括以下步骤:
[0071]
(1)根据浇注试样的上下盘尺寸,选取对应的各组装单元2并将它们和前后端牵引机构一起移动到指定位置;
[0072]
(2)组装单元2的底盘25和前后端牵引机构的底座15进行连接并紧固,根据试样长度尺寸要求调节幅宽无级调节机构5的无级调节块51,随后安装一定数量的标准支撑块52,安装移动竖板53,调节前后端牵引机构1的转盘13,使得压盘18压住地面以防止轮子转动,期间若连续尺寸试样满足规则间隔尺寸递进的方式,则无需用到无级调节块51;
[0073]
(3)安装制模胚到组装单元2的凸起平台上,安装组装单元2的侧板22,并用连接锁
紧机构3进行连接后固定,用压紧机构24将各侧板22压紧到制模胚的两个侧边,安装幅宽无级调节机构5的限位架54并将移动竖板53的上端固定在侧板上;
[0074]
(4)在幅宽无级调节机构5的移动竖板53、后端牵引机构4的竖板和的组装单元2的侧板22和制模胚围成的区域内部安放薄膜,将搅拌过的混凝土进行浇注,浇注后用搅拌棒进行拌匀处理和抹平处理;
[0075]
(5)在各组装单元2的侧板22上方安装一定数量的支撑架21以增强刚度;
[0076]
(6)上下盘试样的浇筑方法相同,在拆模时可先拧开组装单元2的压紧机构24和缩短幅宽无级调节机构5的无级调节块51,随后去掉支撑架21、连接锁紧机构3和侧板22;
[0077]
(7)根据试样重量选择前后端牵引机构1的牵引方式,调节前后端牵引机构1的转盘13,使得压盘18脱离地面以便轮子转动,若试样重量轻则通过人工拉或推前后端牵引机构的拉杆11到指定位置,若重量大则通过平板车或者叉车等动力装置与连接环16连接后拉动试样到指定位置;
[0078]
(8)取出试样,各机构拆卸、清洗和归位。
[0079]
本说明书的实施例所述的内容仅仅是对发明构思的实现形式的列举,仅作说明用途。本发明的保护范围不应当被视为仅限于本实施例所陈述的具体形式,本发明的保护范围也及于本领域的普通技术人员根据本发明构思所能想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1