卷烟生产车间滚筒综合监测装置及方法
本发明涉及一种针对已知设计参数的滚筒综合监测装置及方法,尤其涉及了卷烟车间生产条件下加香加料等工位滚筒转速、物料通过时间的在线监测装置及方法。
背景技术:
1、随着制造行业在我国快速发展,装备制造与自动化水平不断提高,传统企业由制造转向“智造”的市场需求愈发高涨。卷烟制丝是卷烟生产流程中的一道重要工艺,制丝过程中糖料的配比,烟丝的含水率等参量对成品烟的质量把控都具有关键作用。滚筒作为一种密闭式的加工装置,被大量使用在卷烟的生产车间中,以加香加料工位为例,烟叶进入滚筒后由滚筒内部的喷头喷洒附着一定比例的糖料,以增加成品烟叶的风味。在生产过程中为保证烟叶着料的均匀性,滚筒需以一定的速度转动,其转速快慢影响烟叶的通行速度,而转速和通行速度均会对烟叶加香加料的品质造成影响,因此需要设计一种专门的在线监测装置用于滚筒转速和物料停留时间的实时测量,综合研究两者关系,得到最优配置方案。
2、目前,对于滚筒这类装置的转速测量,主要采用在其主轴或其他联动轴上同轴安装转速传感器的方式,常见的有机械式转速传感器、磁电式转速传感器、光电式转速传感器等,这类传感器技术成熟且测量精度高,已被大量运用在工业生产各个领域,但通常需要拆卸主轴进行改造,过程较为繁琐会影响到车间的整个生产线。
3、对于物料停留时间的检测,主要利用示踪物测量的方式,标记一些便于检测的物体作为示踪物,利用一定的检测方法测量示踪物进入滚筒与离开的时间,然后综合计算得到物料停留时间。常见的示踪方法有磁场示踪、同位素示踪及染色示踪,本发明针对场景为卷烟生产车间,磁场示踪效果不佳,作为一种副食食品,常见同位素示踪也不适用。
4、综上所述,目前对于卷烟生产车间滚筒的综合监测,首先是一般的转速测量方法改造难度较大,其次常见的示踪方法会引发食品安全问题,缺乏一种改造便捷,安全,同时能实现在线自动监测控制的相关装置。
技术实现思路
1、针对背景技术的不足,本发明的目的在于提供一种卷烟生产车间滚筒的在线综合监测装置及方法,可以在线实现滚筒转速和物料停留时间的测量,并根据测量结果与烟叶加工质量的关系,综合计算得到最优方案;并且所设计的装置应适用于不同型号工位的滚筒。
2、本发明解决其技术问题所采用的技术方案是:
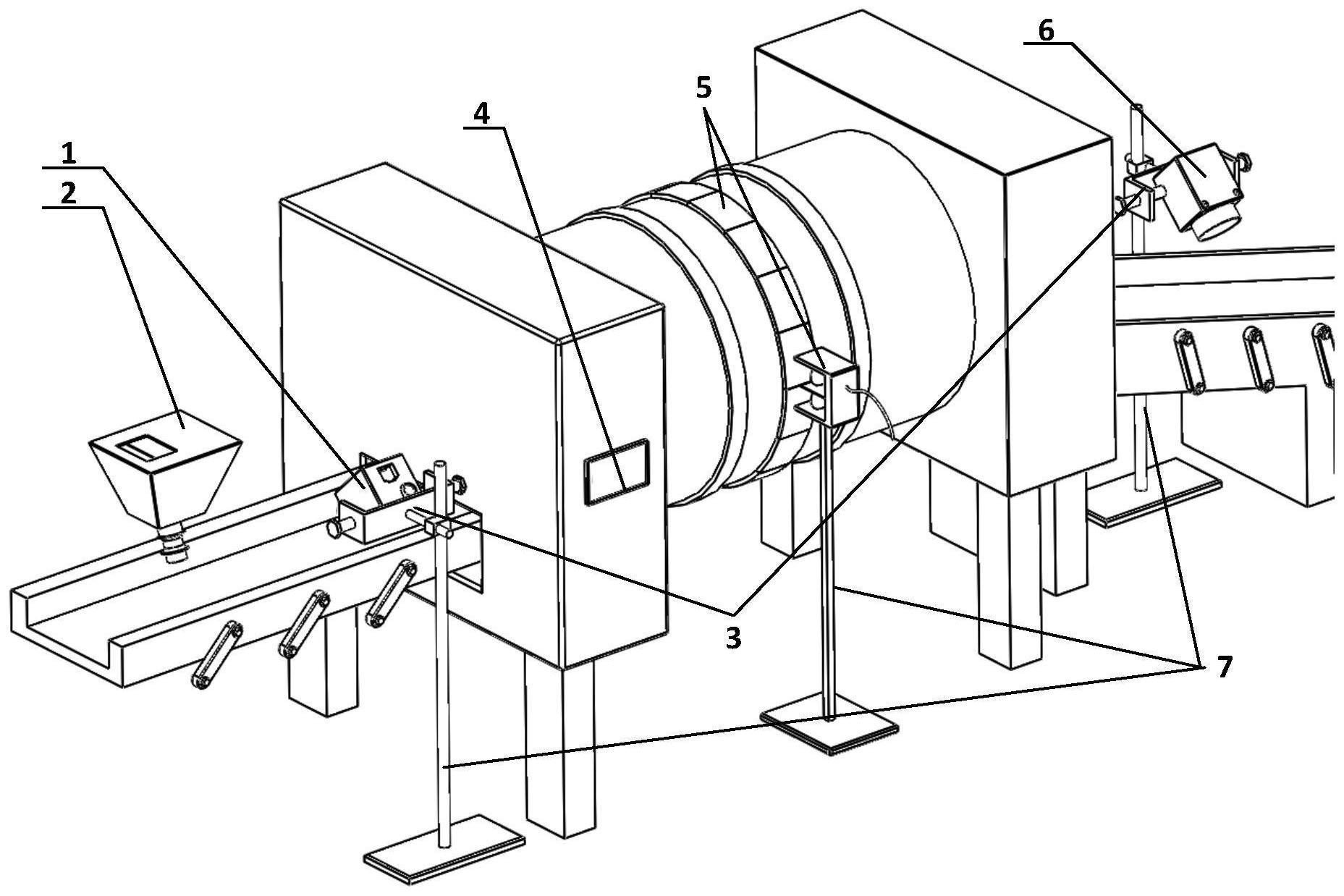
3、卷烟生产车间滚筒综合监测装置,包括上位机模块、落料模块、前端监测模块、后端监测模块、编码带模块、光电检测模块模块、支撑模块、电源模块。上位机模块分别与落料模块、前端监测模块、后端监测模块及光电检测模块电性连接,前端监测模块、后端监测模块、光电监测模块均安装在支撑模块上,上位机模块与支撑模块则直接安装在车间相应工位上。
4、所述的上位机模块包括一台工控机和若干连接线缆,用于实现落料模块、前后端监测模块和光电检测模块的精确控制,数据采集处理以及各处理模块数据和最终方案的上传。
5、所述的落料模块由料箱、示踪烟丝、电磁阀、控制线路构成,所述的料箱用于存放示踪烟丝,所述的示踪烟丝经标记处理作为滚筒物料停留时间测量的依据、所述的电磁阀包括前后两个,开关配合实现示踪烟丝的自动投料,所述的控制线路由电磁阀连接至上位机模块。
6、所述的前端监测模块由工业相机、相机支架、数据传输线路、固定螺栓构成,所述的工业相机用于滚筒入口流水线的示踪烟丝检测,所述的相机支架将工业相机安装在支撑模块上,所述的数据传输线路实现前端监测模块与上位机模块的通信连接,所述的固定螺栓将工业相机与相机支架固定连接。
7、所述的后端监测模块由工业相机、相机支架、数据传输线路、固定螺栓构成,所述的工业相机用于滚筒出口流水线的示踪烟丝检测,所述的相机支架将工业相机安装在支撑模块上,所述的数据传输线路实现后端监测模块与上位机模块的通信连接,所述的固定螺栓将工业相机与相机支架固定连接。
8、所述的编码带模块由亮编码块、暗编码块、码块连接件组成,所述的亮暗编码块在滚筒壳体外围交替扣合,所述的码块连接件将亮暗编码块紧密连接为一整圈的编码带,并固定套合在滚筒壳体外围。
9、所述的光电检测模块由光电发射源、光电接收源、计数和计时电路、数据传输电路组成,所述的光电发射源与光电接收源作为光电传感器的两个模组,对旋转滚筒上的编码带进行检测。所述的计数和计时电路负责采集光电检测产生的脉冲数量和时间,所述的数据传输线路将采集到的信息传输至上位机。
10、所述的支撑模块包括支撑脚架、固定后板,所述的支撑脚架安装在前端监测模块、后端监测模块和光电检测模块的底端,所述的固定后板安装在工控机后部,依靠真空吸盘将工控机稳定吸附在合适位置。
11、所述的电源模块包括工业相机、光电传感器和工控机的供电电源电路,以及相应的供电线缆,保证上述部件的安全供电、正常工作。
12、卷烟生产车间滚筒综合监测方法,包括如下具体内容:
13、首先将各个传感器、相机的电源线接通,上位机电源接通,且保证电源线接地,检查前后端工业相机的与产线位置的配合状态,检查光电传感器与编码带的空间配合位置,调试整个核查装置的功能,保证整个核查装置正常工作。
14、对于滚筒转速的检测,首先启动滚筒空转一段时间,等待滚筒转动平稳后,上位机控制启动光电检测模块。光电传感器发射源不断向编码带某一点发射光束,随着该照射点上光暗码块的不断切换,光电传感器接收端感应到的反射光强周期变换,产生连续的周期脉冲信号,计数电路和计时电路分别对脉冲数量和脉冲切换时间进行采集,上位机光电检测模块上传计数频率和时间信息,综合编码块的尺寸信息计算得到滚筒转速。
15、对于滚筒物料停留时间的监测,首先由上位机控制启动前后端的工业相机,在滚筒转动平稳时,上位机控制落料模块的电磁阀门将部分示踪烟丝投下,示踪烟丝与普通烟丝物料一同在产线上传输,在经过前后端工业相机时,图像处理算法智能识别捕捉示踪烟丝并标记时间戳,基于前后端工业相机上传时间戳信息综合处理计算得到物料停留时间。
16、对于卷烟生产车间滚筒的综合监测,由上述方法得到滚筒的转速及物料停留时间,研究不同转速下烟丝在滚筒内加香加料的质量(着料是否饱满、均匀等),以及转速与物料停留时间的关系,计算分析得到最佳的配置方案。
17、与现有技术相比,本发明具有如下有益效果:
18、1.本发明中所涉及的卷烟生产车间滚筒综合监测装置,在满足测量精度的前提下,使用远程控制的方式,实现滚筒转速和物料停留时间的在线综合测量,并能根据测量结果对产品加工质量进行优化。
19、2.本发明中使用的滚筒转速测量方法,在不对现场滚筒原有结构进行改造的前提下,实现了滚筒转速的高精度测量,并且改造简易,适用性强。
20、3.本发明中的物料停留时间测量方法,解决了食品类物料难以在保证安全的前提下进行示踪标记的问题,利用色差和图像识别算法实现停留时间的自动化测量,并且多次实验减小了物料在滚筒内的“运动随机态”带来的测量误差。
21、4.本发明中物料停留时间测量使用的示踪物为示踪烟丝,采用特殊食用色素着色标记,示踪烟丝可随普通烟丝进入后续生产环境,避免了传统示踪物难以回收的问题。
22、5.本发明中上位机具有数据上传功能,同一监测环境中所有滚筒的完整监测数据均会上传至服务器云端,符合当下工业新发展阶段下智能化、信息化的要求。
- 还没有人留言评论。精彩留言会获得点赞!