一种激光焊接质量的在线检测方法与系统
1.本发明涉及激光焊接质量检测的技术领域,更具体地,涉及一种激光焊接质量的在线检测方法与系统。
背景技术:
2.激光焊接是以高能量密度激光束作为热源的一种精密高效焊接方法,其主要过程是通过激光器发射出一束高能量密度激光束,通过光纤传输、透镜聚焦于工件材料表面后,工件材料吸收激光能量,局部熔化甚至气化,然后依靠热传导向工件内部传递热量形成熔池,并辐射出等离子体、金属蒸汽、辐射光信号和辐射声信号等多重信号。大量研究表明,激光焊接质量与上述焊接过程中产生的信号紧密相关。焊接过程中形成气孔、夹渣、未焊透、未熔合、裂纹、凹坑、咬边、焊瘤等焊接缺陷时,上述信号也将表现出不同的特性。激光焊接过程检测一直备受研究人员所关注,如将声学传感器、光电二极管、光谱仪、x射线、视觉传感器等各种传感器运用到激光焊接过程检测中。在激光焊接过程中,采集辐射光信号作为检测原信号有更广泛的普适性;就光电传感器而言,其具有响应时间和可以对颜色进行识别的优势。通过采集激光加工过程中的辐射光信号和采集主动光的反射光信号,再经过对上述信号的分解、转换处理后,可以获得激光加工过程中的反映焊接质量的表征数据;最后经过判别系统进行判别,实现对激光焊接过程的在线实时检测,确保激光焊接质量。目前常用的焊接过程检测大多采用高速相机拍摄焊接熔池,观测熔池的状态变化来判断焊接状态的稳定程度。但是该方法采用的高速相机设备昂贵,激光焊接过程中的强反射光干扰会对图像采集造成极大影响,在线采集图像占用大量计算机数据输入通道,相应的图像处理算法复杂耗时,不利于在线实时传输反馈信号给计算机来控制激光束的过程参数。
3.现有技术公开了一种激光焊接熔透在线检测方法,依据激光焊接熔透变化时的特殊状态特征,通过对常规光学混合信号,依次采用特殊谱段信号分离、特定焊接区域信号分离、焊接缺陷概率分布特征信号分离三种处理方法,有效去除混合信号中的剧烈干扰,将可靠的焊接熔透特征信息逐层的简化、分离出来,实现对激光焊接熔透的准确在线识别。该申请检测步骤复杂,检测时间长,易受强反射光干扰,检测结果不准确。
技术实现要素:
4.本发明为克服上述现有技术易受强反射光干扰导致焊接质量检测不准确的缺陷,提供一种激光焊接质量的在线检测方法与系统,通过采集焊接过程的光信号,将光信号转化为电信号后进行信号处理,实现对焊接质量的准确检测;并且处理信号数据量小,处理信号耗时短,缩短了检测时间。
5.为解决上述技术问题,本发明的技术方案如下:
6.本发明提供了一种激光焊接质量的在线检测方法,包括:
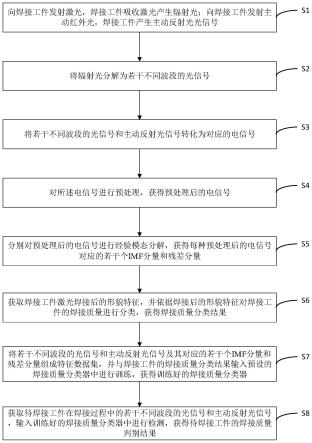
7.s1:向焊接工件发射激光,焊接工件吸收激光产生辐射光;向焊接工件发射主动红外光,焊接工件产生主动反射光光信号;
8.s2:将辐射光分解为若干不同波段的光信号;
9.s3:将若干不同波段的光信号和主动反射光信号转化为对应的电信号;
10.s4:对所述电信号进行预处理,获得预处理后的电信号;
11.s5:分别对预处理后的电信号进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量;
12.s6:获取焊接工件激光焊接后的形貌特征,并依据焊接后的形貌特征对焊接工件的焊接质量进行分类,获得焊接质量分类结果;
13.s7:将若干不同波段的光信号和主动反射光信号及其对应的若干个imf分量和残差分量组成特征数据集,并与焊接工件的焊接质量分类结果输入预设的焊接质量分类器中进行训练,获得训练好的焊接质量分类器;
14.s8:获取待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,输入训练好的焊接质量分类器中进行检测,获得待焊接工件的焊接质量判别结果。
15.优选地,所述若干不同波段的光信号包括可见光光信号、激光反射光光信号和红外光光信号;其中可见光光信号的波段为390-780纳米,激光反射光光信号的波段为780-1100纳米,红外光光信号的波段为大于1100纳米。
16.优选地,所述步骤s4中,对所述电信号进行预处理,获得预处理后的电信号,具体方法为:
17.对可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号均依次进行前置放大操作、滤波操作和主放大操作,获得预处理后的可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号。
18.可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号均是非常微弱的,并会埋没在噪声信号之中;对可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号首先进行前置放大操作,同时放大了所包含的噪声信号,有利于滤波操作时将噪声信号滤除干净;滤波操作滤除噪声信号后,将纯净的可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号再次放大至符合后续步骤处理所要求的电压幅度。
19.优选地,所述步骤s5的具体步骤为:
20.依次将可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号作为原始电压信号序列,执行以下步骤;
21.s5.1:计算原始电压信号序列的所有极值点,在极小值点处拟合形成下包络线、在极大值点处拟合形成上包络线,并计算上下包络线均值;
22.s5.2:在原始电压信号序列中减去上下包络线均值,获得新电压信号序列;
23.s5.3:判断新电压信号序列是否满足imf条件;若满足imf条件,将新电压信号序列作为原始电压信号序列的第一次分解imf分量c1(t);否则,将新电压信号序列作为原始电压信号序列,重复步骤s5.1-s5.3,使上下包络线均值趋于零,将此时对应的新电压信号序列作为原始电压信号序列的第一次分解imf分量c1(t);
24.s5.4:从原始电压信号序列中减去第一次分解imf分量c1(t),获得剩余电压信号序列;将剩余电压信号序列作为原始电压信号序列,重复步骤s5.1-s5.3,直到获得一系列的imf分量cn(t)和一个不可分解余项,将所述不可分解余项作为残差分量r(t),其中cn(t)
表示第n次分解imf分量,n=2,3
…
,n,则原始电压信号序列表示为若干个imf分量和残差分量之和。
25.优选地,所述步骤s5.1的具体方法为:
26.计算原始电压信号序列的所有极值点,利用插值法在极小值点处拟合形成下包络线、在极大值点处拟合形成上包络线,并计算上下包络线均值:
[0027][0028]
式中,m(t)表示上下包络线均值,emint(t)表示下包络线,emax(t)表示上包络线。
[0029]
优选地,所述步骤s5.4中,原始电压信号序列表示为若干个imf分量和残差分量之和具体为:
[0030][0031]
式中,x(t)表示原始电压信号序列,ci(t)表示第i次分解imf分量,r(t)表示残差分量,i=1,2,
…
,n。
[0032]
优选地,所述步骤s6的具体方法为:
[0033]
获取焊接工件激光焊接后的焊缝宽度均匀度,将焊缝宽度均匀度与预设的均匀度阈值进行比较;将焊缝宽度均匀度大于预设的均匀度阈值的焊接工件的焊接质量判定为低质量焊接工件,将焊缝宽度均匀度等于或小于预设的均匀度阈值的焊接工件的焊接质量判定为高质量焊接工件。
[0034]
本发明还提供了一种激光焊接质量的在线检测系统,包括
[0035]
激光发射器,用于向焊接工件发射激光,焊接工件吸收激光产生辐射光;
[0036]
主动光发射器,用于向焊接工件发射主动红外光,焊接工件产生主动反射光光信号;
[0037]
分光设备,用于将辐射光分解为若干不同波段的光信号;
[0038]
光电转换器,用于将若干不同波段的光信号和主动反射光信号转化为对应的电信号;
[0039]
预处理单元,用于对所述电信号进行预处理,获得预处理后的电信号;
[0040]
经验模态分解单元,用于分别对预处理后的电信号进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量;
[0041]
焊接质量分类单元,用于获取焊接工件激光焊接后的形貌特征,并依据焊接后的形貌特征对焊接工件的焊接质量进行分类,获得焊接质量分类结果;
[0042]
焊接质量分类器训练单元,用于将若干不同波段的光信号和主动反射光信号及其对应的若干个imf分量和残差分量组成特征数据集,并与焊接工件的焊接质量分类结果输入预设的焊接质量分类器中进行训练,获得训练好的焊接质量分类器;
[0043]
焊接质量检测单元,用于获取待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,输入训练好的焊接质量分类器中进行检测,获得待焊接工件的焊接质量判别结果。
[0044]
优选地,所述分光设备包括板材放置台、第一凸透镜、第二凸透镜、第三凸透镜、第
四凸透镜、第一反射镜、第二反射镜、第三反射镜、第一光传感器、第二光传感器和第三光传感器;
[0045]
所述分光设备将辐射光分解为若干不同波段的光信号,包括可见光光信号、激光反射光光信号和红外光光信号;
[0046]
所述板材放置台用于放置焊接工件,焊接工件吸收激光产生辐射光后,辐射光依次通过第一凸透镜聚焦、第一反射镜反射、第二反射镜反射,分解为可见光和剩余辐射光;所述可见光通过第二凸透镜聚焦到第一光传感器,形成可见光光信号;剩余辐射光透过第二反射镜后,经第三反射镜反射,分解为激光反射光和红外光;所述激光反射光通过第三凸透镜聚焦到第二光传感器,形成激光反射光光信号;红外光透过第三反射镜后,通过第四凸透镜聚焦到第三光传感器,形成红外光光信号;
[0047]
焊接工件产生主动反射光,主动反射光通过第一凸透镜聚焦、第一反射镜反射后,依次透过第二反射镜和第三反射镜,由第四凸透镜聚焦到第三光传感器,形成主动反射光光信号。
[0048]
优选地,所述第一反射镜的工作波长为大于1100纳米,第二反射镜的工作波长为780-1100纳米,第三反射镜的工作波长为390-780纳米。
[0049]
与现有技术相比,本发明技术方案的有益效果是:
[0050]
本发明通过采集焊接过程中焊接工件产生的辐射光,将辐射光分解为不同波段的光信号,同时向焊接工件发射主动红外光,弥补激光焊接时红外光信号波段微弱的情况;之后将不同波段的光信号和主动反射光信号转化为对应的电信号,进行预处理后进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量。当受焊接过程出现缺陷时,所述光信号和对应的若干个imf分量和残差分量也会表现出不同的特征;将焊接工件的光信号及对应的若干个imf分量和残差分量作为特征数据集,和焊接工件的焊接质量进行匹配对应,共同训练预设的焊接质量分类器;最后,采集待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,利用训练好的焊接质量分类器即可检测出待焊接工件的焊接质量。本发明通过获取焊接工件的光信号、imf分量和残差分量的特征来判断焊接过程的稳定性,克服了视觉检测易受强反射光干扰和处理算法复杂的缺点,快速准确的实现了对焊接质量检测,筛选出合格的焊接工件。
附图说明
[0051]
图1为实施例1所述的一种激光焊接质量的在线检测方法的流程图。
[0052]
图2为实施例2所述的一种激光焊接质量的在线检测方法的流程示意图。
[0053]
图3为实施例3所述的一种激光焊接质量的在线检测系统的结构示意图。
[0054]
图4为实施例3所述的分光设备的结构示意图。
[0055]
1-板材放置台,2-第一凸透镜,3-第二凸透镜,4-第三凸透镜,5-第四凸透镜,
[0056]
6-第一反射镜,7-第二反射镜,8-第三反射镜,9-第一光传感器,10-第二光传感器,11-第三光传感器。
具体实施方式
[0057]
附图仅用于示例性说明,不能理解为对本专利的限制;
[0058]
为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;
[0059]
对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
[0060]
下面结合附图和实施例对本发明的技术方案做进一步的说明。
[0061]
实施例1
[0062]
本实施例提供了一种激光焊接质量的在线检测方法,如图1所示,包括:
[0063]
s1:向焊接工件发射激光,焊接工件吸收激光产生辐射光;向焊接工件发射主动红外光,焊接工件产生主动反射光光信号;
[0064]
s2:将辐射光分解为若干不同波段的光信号;
[0065]
s3:将若干不同波段的光信号和主动反射光信号转化为对应的电信号;
[0066]
s4:对所述电信号进行预处理,获得预处理后的电信号;
[0067]
s5:分别对预处理后的电信号进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量;
[0068]
s6:获取焊接工件激光焊接后的形貌特征,并依据焊接后的形貌特征对焊接工件的焊接质量进行分类,获得焊接质量分类结果;
[0069]
s7:将若干不同波段的光信号和主动反射光信号及其对应的若干个imf分量和残差分量组成特征数据集,并与焊接工件的焊接质量分类结果输入预设的焊接质量分类器中进行训练,获得训练好的焊接质量分类器;
[0070]
s8:获取待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,输入训练好的焊接质量分类器中进行检测,获得待焊接工件的焊接质量判别结果。
[0071]
在具体实施过程中,本实施例通过采集焊接过程中焊接工件产生的辐射光,将辐射光分解为不同波段的光信号,同时向焊接工件发射主动红外光,弥补激光焊接时红外光信号波段微弱的情况;之后将不同波段的光信号和主动反射光信号转化为对应的电信号,进行预处理后进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量。当受焊接过程出现缺陷时,所述光信号和对应的若干个imf分量和残差分量也会表现出不同的特征;将焊接工件的光信号及对应的若干个imf分量和残差分量作为特征数据集,和焊接工件的焊接质量进行匹配对应,共同训练预设的焊接质量分类器;最后,采集待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,利用训练好的焊接质量分类器即可检测出待焊接工件的焊接质量。本实施例通过获取焊接工件的光信号、imf分量和残差分量的特征来判断焊接过程的稳定性,不易受强反射光干扰,快速准确的实现了对焊接质量检测,筛选出合格的焊接工件。
[0072]
实施例2
[0073]
本实施例提供了一种激光焊接质量的在线检测方法,如图2所示,包括:
[0074]
s1:向焊接工件发射激光,焊接工件吸收激光产生辐射光;向焊接工件发射主动红外光,焊接工件产生主动反射光光信号;
[0075]
s2:将辐射光分解为三种不同波段的光信号,包括可见光光信号、激光反射光光信号和红外光光信号;中可见光光信号的波段为390-780纳米,激光反射光光信号的波段为780-1100纳米,红外光光信号的波段为大于1100纳米;
[0076]
s3:将三种不同波段的光信号和主动反射光信号转化为对应的电信号;
[0077]
s4:对所述电信号进行预处理,获得预处理后的电信号;具体方法为:
[0078]
对可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号均依次进行前置放大操作、滤波操作和主放大操作,获得预处理后的可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号;
[0079]
可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号均是非常微弱的,并会埋没在噪声信号之中;对可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号首先进行前置放大操作,同时放大了所包含的噪声信号,有利于滤波操作时将噪声信号滤除干净;滤波操作滤除噪声信号后,将纯净的可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号再次放大至符合后续步骤处理所要求的电压幅度。
[0080]
s5:分别对预处理后的电信号进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量;具体步骤为:
[0081]
依次将可见光电信号、激光反射光电信号、红外光电信号和主动反射光电信号作为原始电压信号序列,执行以下步骤;
[0082]
s5.1:计算原始电压信号序列的所有极值点,利用插值法在极小值点处拟合形成下包络线、在极大值点处拟合形成上包络线,并计算上下包络线均值:
[0083][0084]
式中,m(t)表示上下包络线均值,emint(t)表示下包络线,emax(t)表示上包络线;
[0085]
s5.2:在原始电压信号序列中减去上下包络线均值,获得新电压信号序列;
[0086]
s5.3:判断新电压信号序列是否满足imf条件;若满足imf条件,将新电压信号序列作为原始电压信号序列的第一次分解imf分量c1(t);否则,将新电压信号序列作为原始电压信号序列,重复步骤s5.1-s5.3,使上下包络线均值趋于零,将此时对应的新电压信号序列作为原始电压信号序列的第一次分解imf分量c1(t);
[0087]
所述imf条件为:
[0088]
a.局部极大值与局部极小值数目之和必须与过零点的数目相等或至多相差一个;
[0089]
b.局部极大值所定义的上包络线与局部极小值所定义的下包络线均值为零。
[0090]
s5.4:从原始电压信号序列中减去第一次分解imf分量c1(t0,获得剩余电压信号序列;将剩余电压信号序列作为原始电压信号序列,重复步骤s5.1-s5.3,直到获得一系列的imf分量cn(t)和一个不可分解余项,将所述不可分解余项作为残差分量r(t),其中cn(t)表示第n次分解imf分量,n=2,3
…
,n,则原始电压信号序列表示为若干个imf分量和残差分量之和:
[0091][0092]
式中,x(t)表示原始电压信号序列,ci(t)表示第i次分解imf分量,r(t)表示残差分量,i=1,2,
…
,n。
[0093]
s6:获取焊接工件激光焊接后的形貌特征,并依据焊接后的形貌特征对焊接工件
的焊接质量进行分类,获得焊接质量分类结果;具体的:
[0094]
获取焊接工件激光焊接后的焊缝宽度均匀度,将焊缝宽度均匀度与预设的均匀度阈值进行比较;将焊缝宽度均匀度大于预设的均匀度阈值的焊接工件的焊接质量判定为低质量焊接工件,将焊缝宽度均匀度等于或小于预设的均匀度阈值的焊接工件的焊接质量判定为高质量焊接工件。
[0095]
s7:将若干不同波段的光信号和主动反射光信号及其对应的若干个imf分量和残差分量组成特征数据集,并与焊接工件的焊接质量分类结果输入预设的焊接质量分类器中进行训练,获得训练好的焊接质量分类器;
[0096]
所述预设的焊接质量分类器为支持向量机分类器。
[0097]
s8:获取待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,输入训练好的焊接质量分类器中进行检测,获得待焊接工件的焊接质量判别结果。
[0098]
实施例3
[0099]
本实施例提供了一种激光焊接质量的在线检测系统,如图3所示,包括
[0100]
激光发射器,用于向焊接工件发射激光,焊接工件吸收激光产生辐射光;
[0101]
主动光发射器,用于向焊接工件发射主动红外光,焊接工件产生主动反射光光信号;
[0102]
分光设备,用于将辐射光分解为若干不同波段的光信号;
[0103]
光电转换器,用于将若干不同波段的光信号和主动反射光信号转化为对应的电信号;
[0104]
预处理单元,用于对所述电信号进行预处理,获得预处理后的电信号;
[0105]
经验模态分解单元,用于分别对预处理后的电信号进行经验模态分解,获得每种预处理后的电信号对应的若干个imf分量和残差分量;
[0106]
焊接质量分类单元,用于获取焊接工件激光焊接后的形貌特征,并依据焊接后的形貌特征对焊接工件的焊接质量进行分类,获得焊接质量分类结果;
[0107]
焊接质量分类器训练单元,用于将若干不同波段的光信号和主动反射光信号及其对应的若干个imf分量和残差分量组成特征数据集,并与焊接工件的焊接质量分类结果输入预设的焊接质量分类器中进行训练,获得训练好的焊接质量分类器;
[0108]
焊接质量检测单元,用于获取待焊接工件在焊接过程中的若干不同波段的光信号和主动反射光信号,输入训练好的焊接质量分类器中进行检测,获得待焊接工件的焊接质量判别结果。
[0109]
如图4所示,所述分光设备包括板材放置台1、第一凸透镜2、第二凸透镜3、第三凸透镜4、第四凸透镜5、第一反射镜6、第二反射镜7、第三反射镜8、第一光传感器9、第二光传感器10和第三光传感器11;
[0110]
所述分光设备将辐射光分解为若干不同波段的光信号,包括可见光光信号、激光反射光光信号和红外光光信号;
[0111]
所述板材放置台1用于放置焊接工件,焊接工件吸收激光产生辐射光后,辐射光依次通过第一凸透镜2聚焦、第一反射镜6反射、第二反射镜7反射,分解为可见光和剩余辐射光;所述可见光通过第二凸透镜3聚焦到第一光传感器9,形成可见光光信号;剩余辐射光透过第二反射镜7后,经第三反射镜8反射,分解为激光反射光和红外光;所述激光反射光通过
第三凸透镜4聚焦到第二光传感器10,形成激光反射光光信号;红外光透过第三反射镜8后,通过第四凸透镜5聚焦到第三光传感器11,形成红外光光信号;
[0112]
焊接工件产生主动反射光,主动反射光通过第一凸透镜2聚焦、第一反射镜6反射后,依次透过第二反射镜7和第三反射镜8,由第四凸透镜5聚焦到第三光传感器11,形成主动反射光光信号。
[0113]
本实施例中,述第一反射镜6的工作波长为大于1100纳米,第二反射镜7的工作波长为780-1100纳米,第三反射镜8的工作波长为390-780纳米。
[0114]
相同或相似的标号对应相同或相似的部件;
[0115]
附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制;
[0116]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1