基于机器视觉的缺陷检测方法、装置以及系统与流程
1.本发明属于视觉检测技术领域,尤其涉及工件表面边缘缺陷检测技术领域。
背景技术:
2.缸盖作为现代工业制造领域的重要零部件之一,被广泛运用于石油、国防、航空航天和汽车工业领域中。缸盖是汽车发动机的基础零件,它构成发动机的主体框架。而发动机是汽车的最核心部件之一,是汽车的运行的动力来源。因此,国内外众多科研机构和学者展开了对发动机缸盖表面边缘缺陷检测的研究。
3.传统的缺陷检测方法是采用人工的方式,即利用人眼进行缺陷的识别和检测。传统人工方式的检测效率及精度均难以满足现代工业需求,其存在的主要问题是:
4.1.传统的人工方式,工人利用人眼来识别和检测被测物体,在长期的单一重复性工作中,工人容易产生疲劳,进而检测的效率和精度下降,导致不合格的产品流入到应用市场中,即具有检测效率低、检测持续性差、精度低等问题。
5.2.传统的人工方式,不同的工人操作的手法力度宽严也不尽相同,对于极限件合格性的判断会产生相对应的差异,即具有不同人进行检测的结果一致性差的问题。
6.随着计算机视觉技术的发展,逐步出现了一些基于计算机视觉的发动机缸盖的缺陷检测方法,例如法肯公司的光学检测设备等。虽然这些现有的方法都可以检测缸盖表面的缺陷,但缸盖毛坯件由于自身加工粗糙会与加工缺陷混淆,因此无法依据一个绝对的标准去定义缺陷,使得缺陷检测系统性能的进一步提升遇到了瓶颈,即现有基于机器视觉的检测方法存在的问题是:
7.发动机缸盖检测面较多,加工面边缘自身参差不齐,缺陷成因复杂,使用机器视觉进行检测时,存在毛坯件自身正常的粗糙边缘与加工缺陷相混淆,导致加工缺陷要么识别不出来、要么识别错误的问题。
技术实现要素:
8.本发明的目的在于提出一种基于机器视觉的工件表面边缘缺陷检测方法,以解决现有技术所存在的下述技术问题:
9.(1)传统的人工方式,人工缺陷检测效率低、持续性差、精度低等问题;
10.(2)传统的人工方式,不同工人缺陷检测结果一致性差的问题;
11.(3)由于工件自身正常的粗糙边缘与加工缺陷相混淆,导致现有基于机器视觉的缺陷检测技术要么识别不出来加工缺陷、要么将粗糙边缘错误识别为加工缺陷的问题。
12.本发明的上述技术问题主要是通过下述技术方案得以解决的:
13.一种基于机器视觉的工件表面边缘缺陷检测方法,所述工件表面边缘缺陷检测方法,具体包括∶
14.s1、参照标椎模板文件中的标准图像,对测试工件的原始彩色图像进行预处理,绘制所述测试工件的边界轮廓,获得测试图像,并计算得到所述边界轮廓的长度;
15.s2、将所述测试工件的所述边界轮廓长度与标椎模板文件中的边界轮廓长度阈值进行对比,筛选出有表面边缘缺陷的测试工件;
16.s3、将所述有表面边缘缺陷的测试工件的边界轮廓与标椎模板文件中的标准边界轮廓图形比对,确定缺陷位置,完成检测。
17.进一步的实施方式中,所述标准模板文件是通过下述构建方法获得的,具体包括:
18.st1、从测试工件中挑选出一个没有表面边缘缺陷的工件,作为标椎工件;
19.st2、采集所述标准工件的原始彩色图像;
20.st3、对采集的所述标准工件的原始彩色图像进行图像处理,绘制标准边界轮廓,获得标准图像,指定边界轮廓长度阈值,并保存为标椎模板文件。
21.进一步的实施方式中,所述st2,具体包括:
22.将标椎工件、彩色相机、光源分别固定于相应位置,调整好光源角度使标椎工件表面光照强度分布均匀,然后调整彩色相机的拍摄角度使其对准标椎工件的表面进行拍摄,获得标准工件的原始彩色图像。
23.进一步的实施方式中,所述st3,具体包括:
24.st3.1、对获得的所述标准工件的原始彩色图像进行特征提取,提取出所有特征点,获得标准工件的特征图像;
25.st3.2、通过软件界面在所述特征图像上绘制标准边界轮廓,得到标准工件的标准图像,并计算得出所述标准边界轮廓的长度;
26.st3.3、根据所述标准边界轮廓的长度,指定边界轮廓长度阈值;
27.st3.4、将所述标准图像、所述标准边界轮廓、所述边界轮廓长度阈值保存为标椎模板文件。
28.进一步的实施方式中,所述s1,具体包括:
29.s1.1、对测试工件的原始彩色图像进行特征提取,提取出所有特征点,得到所述测试工件的特征图像;
30.s1.2、以标椎模板文件中的标准图像为参照,利用特征定位,矫正所述测试工件的特征图像的位置;
31.s1.3、将矫正位置后的所述测试工件的特征图像转换为灰度图像;
32.s1.4、对所述灰度图像进行二值化处理;
33.s1.5、利用canny算子即多级边缘检测算法,提取所述二值化处理后图像的边界轮廓,得到所述测试工件的测试图像,并利用图像分析模块计算得到所述边界轮廓的长度。
34.进一步的实施方式中,所述s1.2,具体包括:
35.将测试工件的特征图像中的所有特征点和标准图像中的所有特征点进行匹配计算,获取特征点对;
36.利用ransac方法,获取所述特征点对之间的透视变换矩阵;
37.利用所述透视变换矩阵对所述测试工件的特征图像进行变换,得到矫正位置后的特征图像。
38.进一步的实施方式中,所述s2,具体包括:
39.将所述测试工件的边界轮廓长度的与标椎模板文件中的边界轮廓长度阈值进行比较:
40.当所述测试工件的边界轮廓长度大于所述边界轮廓长度阈值时,判定该测试工件存在表面边缘缺陷;
41.否则,判定该测试工件没有表面边缘缺陷。
42.进一步的实施方式中,所述s3,具体包括:
43.将所述表面边缘有缺陷的测试工件的边界轮廓与标椎模板文件中的标准图像的标准边界轮廓进行图形比对,对测试工件边界轮廓超出所述标准边界轮廓指定偏差的部分求取最小外接矩形并进行绘制,确定测试工件的表面边缘缺陷位置,完成检测。
44.本发明还提供一种基于机器视觉的工件表面边缘缺陷检测装置,所述工件表面边缘缺陷检测装置,具体包括:
45.参照标椎模板文件中的标准图像,对测试工件的原始彩色图像进行预处理,绘制所述测试工件的边界轮廓,获得测试图像,并计算得到所述边界轮廓的长度的装置;
46.将所述测试工件的所述边界轮廓长度与标椎模板文件中的边界轮廓长度阈值进行对比,筛选出有表面边缘缺陷的测试工件的装置;
47.将所述有表面边缘缺陷的测试工件的边界轮廓与标椎模板文件中的标准边界轮廓比对,确定缺陷位置,完成检测的装置。
48.本发明还提供一种基于机器视觉的工件表面边缘缺陷检测系统,包括:处理器和存储器,所述存储器用于存储所述处理器的可执行指令,所述处理器配置为经由执行所述可执行指令权利要求书来执行上述一种基于机器视觉的工件表面边缘缺陷检测方法。
49.本发明具有的有益效果:
50.(1)本发明通过将采集的测试工件的图像信息与标准样本图形信息进行对比的方式来识别表面边缘缺陷,利用自动分析系统进行比对,自动分析系统不会疲劳,缺陷检测效率高、精度高、持续性强。
51.(2)本发明对通过将采集的同一类别的工件的标准图像、标准边界轮廓作为比对的标准,利用自动分析系统进行比对,比对过程不需要人为判断,由于同一类别的工件采用相同的比对标准,因此不同工作经验的人利用本发明进行缺陷检测的结果一致性高。
52.(3)本发明将工件自身正常的粗糙边缘建模为标准边界轮廓,这样工件自身正常的粗糙边缘与加工缺陷就不会混淆,能准确将加工缺陷与工件自身正常的粗糙边缘区别出来以正确识别加工缺陷。
53.本发明应用于对具有粗糙边缘的工件进行表面边缘缺陷检测技术领域。
附图说明
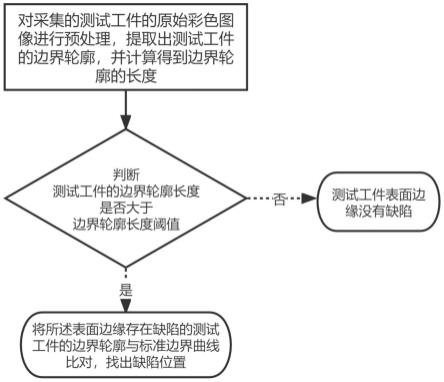
54.图1是本发明较佳的实施方式中,一种基于机器视觉的工件表面边缘缺陷检测方法的流程图;
55.图2是本发明较佳的实施方式中,所获得的标椎工件的特征图;
56.图3是本发明较佳的实施方式中,所获得的标椎工件的所有特征点的示意图;
57.图4是本发明较佳的实施方式中,所绘制的标椎边界轮廓图;
58.图5是本发明较佳的实施方式中,所获得的测试工件的特征定位前的特征图;
59.图6是本发明较佳的实施方式中,所获得的测试工件的所有特征点的示意图;
60.图7是本发明较佳的实施方式中,所述特征定位中的示意图;
61.图8是本发明较佳的实施方式中,所获得的测试工件特征定位后的特征图;
62.图9是本发明较佳的实施方式中,所绘制的测试工件的边界轮廓图;
63.图10是本发明较佳的实施方式中,将所述有表面边缘缺陷的测试工件的边界轮廓与所述标准边界轮廓图形比对的示意图;
64.图11是本发明较佳的实施方式中,所检测到的缺陷位置得示意图。
具体实施方式
65.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
66.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
67.实施方式一:参见图1-图11说明本实施方式,本实施方式提供一种基于机器视觉的工件表面边缘缺陷检测方法,具体实施方式如下∶
68.所述工件表面边缘缺陷检测方法,具体包括∶
69.s1、参照标椎模板文件中的标准图像,对测试工件的原始彩色图像进行预处理,绘制所述测试工件的边界轮廓,获得测试图像,并计算得到所述边界轮廓的长度;
70.s2、将所述测试工件的所述边界轮廓长度与标椎模板文件中的边界轮廓长度阈值进行对比,筛选出有表面边缘缺陷的测试工件;
71.s3、将所述有表面边缘缺陷的测试工件的边界轮廓与标椎模板文件中的标准边界轮廓图形比对,确定缺陷位置,完成检测。
72.本实施方式所述的一种基于机器视觉的工件表面边缘缺陷检测方法可以采用计算计算机软件实现。
73.本实施方式中,所述测试工件是指需要检测表面边缘是否有缺陷的工件,即待检测的工件。所述测试工件的原始彩色图像可以通过拍照采集获得。
74.在进一步的实施方式中,所述测试工件的原始彩色图像的采集方法,具体包括:将测试工件、彩色相机、光源分别固定于相应位置,调整好光源角度使测试工件表面光照强度分布均匀,然后调整彩色相机的拍摄角度使其对准测试工件的表面进行拍摄,获得测试工件的原始彩色图像。
75.实施方式二,参照图2至图4说明本实施方式,本实施方式是对实施方式一所述一种基于机器视觉的工件表面边缘缺陷检测方法中的所述标椎模板文件的进一步限定,具体实施方式如下:
76.所述标准模板文件是通过下述构建方法获得的,具体包括:
77.st1、从测试工件中挑选出一个没有表面边缘缺陷的工件,作为标椎工件;
78.st2、采集所述标准工件的原始彩色图像;
79.st3、对采集的所述标准工件的原始彩色图像进行图像处理,绘制标准边界轮廓,获得标准图像,指定边界轮廓长度阈值,并保存为标椎模板文件。
80.本实施方式中,从测试工件中挑选出一个没有表面边缘缺陷的工件,作为标椎工件,可以采取人工的方式,或者其他方式,挑选一个没有表面边缘缺陷的工件作为标椎工
件。
81.实施方式三,本实施方式是对实施方式二所述的一种基于机器视觉的工件表面边缘缺陷检测方法中的所述st2的进一步限定,具体实施方式如下:
82.所述标准工件的原始彩色图像的采集方法,具体包括:
83.将标椎工件、彩色相机、光源分别固定于相应位置,调整好光源角度使标椎工件表面光照强度分布均匀,然后调整彩色相机的拍摄角度使其对准标椎工件的表面进行拍摄,获得标准工件的原始彩色图像。。
84.本实施方式中,所述标准工件是指与测试工件属于相同品类规格的、表面边缘没有缺陷的工件。
85.实施方式四,参照图2至图4说明本实施方式,本实施方式是对实施方式二所述的工件表面边缘缺陷检测方法中的所述st3的进一步限定,具体实施方式如下:
86.st3.1、对获得的所述标准工件的原始彩色图像进行特征提取,提取出所有特征点,获得标准工件的特征图像;
87.st3.2、通过软件界面在所述特征图像上绘制标准边界轮廓,得到标准工件的标准图像,并计算得出所述标准边界轮廓的长度;
88.st3.3、根据所述标准边界轮廓的长度,指定边界轮廓长度阈值;
89.st3.4、将所述标准图像、所述标准边界轮廓、所述边界轮廓长度阈值保存为标椎模板文件。
90.本实施方式中,利用surf特征提取算法,对标准工件的原始彩色图像进行特征提取,获取标准工件的原始彩色图像的所有特征点;边界轮廓长度阈值是用户通过软件自主设置的。
91.实施方式五,参照图1、图5-图9说明本实施方式,本实施方式是对实施方式一所述的一种基于机器视觉的工件表面边缘缺陷检测方法中的所述s1的进一步限定,具体实施方式如下:
92.s1.1、对测试工件的原始彩色图像进行特征提取,提取出所有特征点,得到所述测试工件的特征图像;
93.s1.2、以标椎模板文件中的标准图像为参照,利用特征定位,矫正所述测试工件的特征图像的位置;
94.s1.3、将矫正位置后的所述测试工件的特征图像转换为灰度图像;
95.s1.4、对所述灰度图像进行二值化处理;
96.s1.5、利用canny算子即多级边缘检测算法,提取所述二值化处理后图像的边界轮廓,得到所述测试工件的测试图像,并利用图像分析模块计算得到所述边界轮廓的长度。
97.本实施方式中,利用surf特征提取算法,对测试工件的原始彩色图像进行特征提取,获取测试工件的原始彩色图像的所有特征点。
98.本实施方式中,将矫正位置后的所述测试工件的特征图像转换为灰度图像的技术效果:一方面,对于缺陷而言,只利用灰度信息即可,彩色信息对于缺陷的描述作用不大,可以忽略;另一方面由rgb三个维度数据降成灰度一维度数据,降低了数据维度,增加了计算效率。
99.本实施方式中,对所述灰度图像进行二值化处理的技术效果:灰度图像像素值区
间为0到255,二值图像像素值为0或1,对二值图像处理不再涉及像素的多级值,使处理变得简单,而且数据的处理和压缩量变小。
100.实施方式六,参照图1和图8说明本实施方式,本实施方式是对实施方式五所述的一种基于机器视觉的工件表面边缘缺陷检测方法中的所述s1.2的进一步限定,具体实施方式如下:
101.将测试工件的特征图像中的所有特征点和标准图像中的所有特征点进行匹配计算,获取特征点对;
102.利用ransac方法,获取所述特征点对之间的透视变换矩阵;
103.利用所述透视变换矩阵对所述测试工件的特征图像进行变换,得到矫正位置后的特征图像。
104.本实施方式中,由于工件定位精度有限,无法保证每次拍摄时工件姿态完全一致,因此需要对拍摄得到的工件图像进行重新定位,重新定位后的图像提取的测试工件边缘可直接与标准工件边缘进行比对;ransac方法是一种用于估计模型参数的迭代方法。
105.实施方式七,参照图1说明本实施方式,本实施方式是对实施方式一所述的一种基于机器视觉的工件表面边缘缺陷检测方法中的所述s2的进一步限定,具体实施方式如下:
106.将所述测试工件的边界轮廓长度的与标椎模板文件中的边界轮廓长度阈值进行比较:
107.当所述测试工件的边界轮廓长度大于所述边界轮廓长度阈值时,判定该测试工件存在表面边缘缺陷;
108.否则,判定该测试工件没有表面边缘缺陷。
109.实施方式八,参照图1、图10和图11说明本实施方式,本实施方式是对实施方式一所述的一种基于机器视觉的工件表面边缘缺陷检测方法中的所述s3的进一步限定,具体实施方式如下:
110.将所述表面边缘有缺陷的测试工件的边界轮廓与所述标准图像的所述标准边界轮廓进行图形比对,对测试工件边界轮廓超出标准边界轮廓指定偏差的部分求取最小外接矩形并进行绘制,确定测试工件的表面边缘缺陷位置,完成检测。
111.本实施方式中,最小外接矩形为现有技术,绘制是通过矩形的对角点坐标直接绘制。
112.实施方式九:本实施方式提供一种基于机器视觉的工件表面边缘缺陷检测装置,具体实施方式如下∶
113.所述工件表面边缘缺陷检测装置,具体包括:
114.参照标椎模板文件中的标准图像,对测试工件的原始彩色图像进行预处理,绘制所述测试工件的边界轮廓,获得测试图像,并计算得到所述边界轮廓的长度的装置;
115.将所述测试工件的所述边界轮廓长度与标椎模板文件中的边界轮廓长度阈值进行对比,筛选出有表面边缘缺陷的测试工件的装置;
116.将所述有表面边缘缺陷的测试工件的边界轮廓与标椎模板文件中的标准边界轮廓比对,确定缺陷位置,完成检测的装置。
117.本实施方式所述工件表面边缘缺陷检测装置是与实施方式一所述的工件表面边缘缺陷检测装置相对应的。
118.实施方式十:本实施方式提供一种基于机器视觉的工件表面边缘缺陷检测系统,具体实施方式如下∶
119.一种基于机器视觉的工件表面边缘缺陷检测系统,包括:处理器和存储器,所述存储器用于存储所述处理器的可执行指令,所述处理器配置为经由执行所述可执行指令权利要求书来执行实施方式一所述的一种基于机器视觉的工件表面边缘缺陷检测方法。
120.最后,应当指出,以上实施例仅是本发明较有代表性的例子。显然,本发明不限于上述实施例,还可以有许多变形。凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均应认为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1