基于动态质量法的高精度质量流量计现场检定装置及方法与流程
1.本发明涉及一种质量流量计现场检定装置及方法,具体涉及一种基于动态质量法的高精度质量流量计现场检定装置及采用该现场检定装置的检定方法。
背景技术:
2.质量流量计的测量指标需要经过与标准流量比较而获确定。生产完成后的质量流量计要经过标定,符合出厂指标后才可出厂销售;使用中的质量流量计要周期性检定或校准,以确保其准确。检定装置可产生标准的实际流量,可作为流量的标准值,供被检质量流量计的流量值与之比较参考,确定误差大小,以判定被检定流量计是否符合其标称的精度指标。
3.质量流量计现场检定方法通常有标准表法、静态质量法、静态容积法、动态质量法、动态容积法等,每种方法都各有其特点,适用范围也不尽相同。例如,标准表法的精度等级通常为0.5级~1.0级,导致无法采用标准表法对0.2级高精度质量流量计进行检定。现有一种0.2级高精度质量流量计,其测量范围为0.2g/s~1kg/s,由于测量范围较宽,需要根据不同测量范围选择合适的检定方法对其进行现场检定,现有技术中,在质量流量计的测量范围为10g/s~100g/s范围内时通常采用动态质量法对其进行现场检定。
4.现有基于动态质量法的质量流量计现场检定方法在对测量范围为10g/s~100g/s范围内的质量流量计进行现场检定时,精度较低,难以满足高精度质量流量计的现场检定需要。
技术实现要素:
5.本发明的目的是解决现有基于动态质量法的质量流量计现场检定方法在对质量流量值为10g/s~100g/s范围内的质量流量计进行现场检定时,精度较低,难以满足高精度质量流量计现场检定需要的技术问题,而提供基于动态质量法的高精度质量流量计现场检定装置及方法。
6.为实现上述目的,本发明所采用的技术方案为:
7.基于动态质量法的高精度质量流量计现场检定装置,该待检定质量流量计设置于试验系统的液体回路中,其特殊之处在于:
8.包括导管、称重装置、称量容器和计时装置;
9.所述导管一端用于试验系统中液体回路的输出端口连接;
10.所述称重装置放置于导管另一端的下方,所述称量容器放置于称重装置上,用于收集经导管流出的液体;
11.所述计时装置放置于称重装置一侧。
12.进一步地,所述导管为l型管,其液体输出的端口竖直向下设置。
13.进一步地,为了减小计时误差,所述计时装置选用为较为精准的秒表;
14.为了减小称重误差,所述称重装置选用较为灵敏的电子天平。
15.进一步地,还包括外部拍摄装置,用于记录计时装置和称重装置在同一时刻下的数值。
16.同时,本发明还提供了一种基于动态质量法的高精度质量流量计现场检定方法,采用权利要求1-3任一所述的基于动态质量法的高精度质量流量计现场检定装置,其特殊之处在于,包括以下步骤:
17.步骤1、通过调节试验系统中阀门的开度,调节试验系统中液体的流量值;
18.步骤2、运行试验系统,使试验系统中的液体经导管流入称量容器内;待导管流出液体的流量稳定后,启动计时装置开始计时,并记录计时装置和称重装置在同一时刻下的数值,分别记为x0和y0;
19.步骤3、当计时装置的读数达到预设间隔时间t后,t≥30s,记录计时装置和称重装置在同一时刻下的数值,分别记为x1和y1;并在两次记录计时装置和称重装置的间隔时间段内记录n次质量流量计的电流值i,n≥3;
20.步骤4、计算n次电流值i的电流均值i
平
并记录;计算该流量值下质量流量计的质量流量值z并记录:
21.步骤5、返回步骤1,直至得到至少三个不同流量值下质量流量计的质量流量值z以及电流均值i
平
;
22.步骤6、计算所有流量值下质量流量值z的平均值作为标准值,计算电流均值i
平
的平均值作为测量流量值;通过计算标准值与测量流量值之差是否在最大允许误差范围内,判断该质量流量计的精度是否符合要求,完成该质量流量计的检定。
23.进一步地,步骤7中,得到四个不同流量值下质量流量计的质量流量值q以及电流均值i
平
,四个不同流量值分别为最小流量值、0.2倍最大流量值、0.5倍最大流量值和最大流量值。
24.进一步地,为了确保计时装置和称重装置的数值是在同一时刻下被记录,在步骤3和步骤4中,通过外部拍摄装置记录计时装置和称重装置在同一时刻下的数值。
25.进一步地,步骤4中,所述预设间隔时间t为30s。
26.为了获得偏差较小的平均值i
平
,n=6。
27.与现有技术相比,本发明的有益效果是:
28.本发明通过在两个不同时刻下同时记录计时装置和称重装置的读数,通过计算不同流量值下质量流量计实际质量流量的平均值,将其作为标准值;并通过计算不同流量值下质量流量计电流均值的平均值,将其作为测量流量值,通过比对标准值和测量流量值可以精确获得质量流量计的误差,从而可以准确获得质量流量计的精度,并且无需拆卸质量流量计,即可实现质量流量值在10g/s~100g/s范围内高精度质量流量计的检定。
附图说明
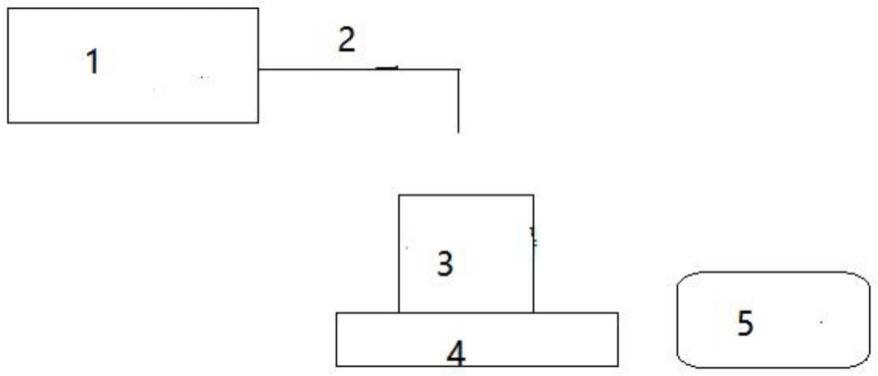
29.图1是本发明基于动态质量法的高精度质量流量计现场检定装置实施例的结构示意图(图中未示出质量流量计)。
30.图中:1-试验系统,2-导管,3-称重容器,4-称重装置,5-计时装置。
具体实施方式
31.为使本发明的目的、优点和特征更加清楚,以下结合附图和具体实施例对本发明提出的基于动态质量法的高精度质量流量计现场检定装置及方法作进一步详细说明。根据下面具体实施方式,本发明的优点和特征将更清楚。需要说明的是:附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的;其次,附图所展示的结构往往是实际结构的一部分。
32.如图1所示,本发明一种基于动态质量法的高精度质量流量计现场检定装置,该待检定质量流量计安装于试验系统1的液体回路中;包括导管2、称重装置4、称量容器3、计时装置5和外部拍摄装置。
33.导管2一端用于与试验系统1中液体回路的输出端口连接,称重装置4放置于导管2另一端的下方,称量容器3放置于称重装置4上,将称量容器3放置于称重装置4上后对称重装置4进行调零;用于收集经导管2流出的液体;计时装置5放置于称重装置4一侧,使得计时装置5和称重装置4处于同一画面下,便于后续通过外部拍摄装置拍摄照片同时记录计时装置5和称重装置4的读数。
34.在本发明的一个优选实施例中,将导管2设置为l型管,其液体输出的端口竖直向下设置,以便于液体流入称量容器3内。
35.在本发明的一个优选实施例中,为了进一步提高检定的精度,减小人为因素的影响,计时装置5选用计时灵敏度、精度高的秒表,称重装置4选用对质量变化较为敏感的电子天平。
36.本发明一种基于动态质量法的高精度质量流量计现场检定方法,采用一种基于动态质量法的高精度质量流量计现场检定装置,包括以下步骤:
37.步骤1、通过调节试验系统1中阀门的开度,调节试验系统1中液体的流量值;在本实施例中,采用从最小流量值至最大流量值依次检定的顺序,在本发明的其他实施例中,也可采用从最大流量值至最小流量值的检定顺序;
38.步骤2、运行试验系统1,使试验系统1中的液体经导管2流入称量容器3内;待导管2流出液体的流量稳定后,按下秒表开始计时,并通过拍摄装置记录秒表和电子天平在同一时刻下的读数,分别记为x0和y0;在本实施例中,拍摄装置为相机,延时较短,在本发明的其他实施例中,也可使用手机等具有拍摄功能的电子设备;
39.步骤3、当秒表的读数达到预设间隔时间t后,t≥30s,在本实施例中,预设间隔时间t设置为30s,通过拍摄装置记录秒表和电子天平在同一时刻下的数值,分别记为x1和y1;并在两次记录秒表和电子天平的间隔时间段内记录n次质量流量计的电流值i,n≥3,由于n的取值过小,会导致计算的平均值i
平
偏差较大,n的取值过大,会加重工作人员的负担,因此,在本实施例中n=6,即可获得偏差较小的平均值i
平
,又使得工作人员的负担较轻;
40.步骤4、计算n次电流值i的电流均值i
平
并记录;计算该流量值下质量流量计的质量流量值z并记录:
41.步骤5、返回步骤1,直至得到四个不同流量值下质量流量计的质量流量值z以及电流均值i
平
;四个不同流量值分别为最小流量值、0.2倍最大流量值、0.5倍最大流量值和最大流量值。
42.步骤6、计算四个不同流量值下质量流量值z的平均值作为标准值,及电流均值i
平
的平均值作为测量流量值;通过计算标准值与测量流量值之差是否在最大允许误差范围内,判断该质量流量计的精度是否符合要求,完成该质量流量计的检定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1