一种高铬铸球样品制样夹具的制作方法
1.本实用新型涉及实验室夹具技术领域,具体为一种高铬铸球样品制样夹具。
背景技术:
2.随着实验室送检试样样本越来越多,送检试样形状各异,许多试样无法直接磨制,因此需要借助其它工具;传统的高铬铸球检测方法是将钢球夹持在虎钳上采用钻床钻屑,使用手工化学方法检验,由于高铬铸球硬度高,虎钳夹持、钻屑困难,这种方式耗费时间,且手工化学分析检验及时性不满足要求;采用直读光谱来检测高铬铸球,需先将高铬铸球在机加磨床磨制上下两个平面,人单手在光谱磨样机上直接磨制、检验,检验小规格直径小于《80mm的高铬铸球尚可,但对于直径≧80mm的铸球试样来说却不适用,光谱磨样机防护盖板上的磨样口为130mm*100mm的长方形,钢球直径与磨样机磨样口尺寸接近,其中φ100mm的试样重量约4.08公斤,φ125mm的试样重量约约7.98公斤,由于试样重量过大,操作人员需双手抱住钢球在转动光谱磨样机上磨制,存在职工手与磨样机盖板及钢球之间挤压危险及抱不住钢球脱落伤人的隐患;另外,检验时需将钢球抱到光谱的火花台上才可以检验,火花台距离地面高度1.15米,存在钢球掉落伤人的安全隐患。
技术实现要素:
3.本实用新型的目的在于提供一种高铬铸球样品制样夹具,能够牢固的夹持高铬铸球样品,方便操作人员进行后续的实验操作,省时省力,保证操作安全。
4.为解决上述技术问题,本实用新型一种高铬铸球样品制样夹具包括有高铬铸球和夹具,高铬铸球连接在夹具上,夹具包括有两个夹持板,两个夹持板对称设置,高铬铸球连接在两个夹持板之间,两个夹持板后侧均连接有后连板,两个后连板之间连接有合页,两个后连板通过合页转动连接,两个夹持板前侧均连接有前连板,两个前连板之间连接有锁卡机构。
5.在需要进夹具高铬铸球进行操作时,转动打开两个夹持板,使夹持板将高铬铸球夹持后将锁卡机构锁紧,确保在后续的操作中高铬铸球不会脱落。
6.进一步的,所述的两个夹持板上均设有v型槽,两个夹持板的v型槽对称设置,高铬铸球连接在两个v型槽内。
7.v型槽的设置增大了高铬铸球与夹持板的接触面积,增加了高铬铸球的夹持稳定性,进一步提高了使用安全。
8.进一步的,所述的每个夹持板前侧的前连板与后侧的后连板之前均连接有手柄,手柄设在夹持板外侧。
9.手柄的设置方便操作人员通过手柄抓握夹具,方便手持夹具使用光谱磨样机进行高铬铸球的磨制,提高使用便利性,确保使用安全。
10.进一步的,作为本实用新型的一种方案,所述的锁卡机构包括有转轴坐、卡扣和卡扣板,转轴坐设有两个,两个转轴坐同轴设在一个夹持板的前连板上,卡扣板设在另一个夹
持板的前连板,卡扣板中部设有u型槽,卡扣包括有转轴和侧杆,侧杆垂直连接在转轴侧面,侧杆前端设有外螺纹部,转轴转动连接在两个转轴坐之间,外螺纹部连接在u型槽内,外螺纹部穿过卡扣板后连接有螺母。
11.转轴坐、卡扣、卡扣板和螺母的设置方便对两个夹持板进行锁止,操作方便,结构稳定可靠。
12.优选的,所述的夹持板为角钢,两个夹持板的角钢开口对称。
13.优选的,所述的夹持板为方钢。
14.除上述提到的夹持板使用的角钢和方钢外,只要是能够满足对高铬铸球夹持的要求和开设v型槽的要求即可使用。
15.作为本实用新型的另一种锁卡机构的技术方案,所述的锁卡机构包括有转轴坐、卡扣、卡扣板和锁紧柱,转轴坐设有两个,两个转轴坐同轴设在一个夹持板的前连板上,卡扣板设在另一个夹持板的前连板,卡扣板中部设有u型槽,卡扣包括有转轴和侧杆,侧杆垂直连接在转轴侧面,侧杆前端设有外螺纹部,转轴转动连接在两个转轴坐之间,外螺纹部连接在u型槽内,锁紧柱前端设有内螺纹孔,外螺纹部穿过卡扣板后连接在内螺纹孔内,锁紧柱后端外侧设有蝶型手柄,蝶型手柄对称设有两个。
16.本技术方案中将螺母更换为锁紧柱,在紧固锁紧柱和卡扣时,通过蝶型手柄即可将锁紧柱旋紧,无需再配合其他工具锁紧螺母,进一步提高了设备的使用便利性。
17.本实用新型的有益效果是:
18.1.设有两个夹持板,两个夹持板的两个后连板通过合页转动连接,两个夹持板的两个前连板之间连接有锁卡机构,方便对高铬铸球进行夹持,操作简单,使用稳定,使用时中高铬铸球不会脱落;
19.2.两个夹持板上开设有v型槽,v型槽的设置增大了高铬铸球与夹持板的接触面积,增加了高铬铸球的夹持稳定性,进一步提高了使用安全;
20.3.设有手柄,手柄的设置方便操作人员通过手柄抓握夹具,方便手持夹具使用光谱磨样机进行高铬铸球的磨制,提高使用便利性,确保使用安全;
21.4.锁卡机构包括有转轴坐、卡扣、卡扣板和螺母,方便对两个夹持板进行锁止,操作方便,结构稳定可靠;
22.5.设有锁紧柱,在紧固锁紧柱和卡扣时,通过蝶型手柄即可将锁紧柱旋紧,无需再配合其他工具锁紧螺母,进一步提高了设备的使用便利性。
附图说明
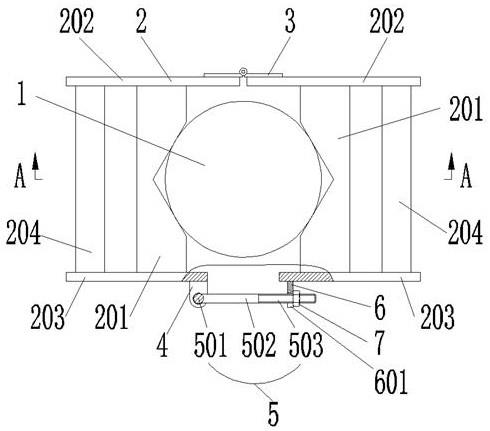
23.图1为本实用新型实施例一的俯视图;
24.图2为本实用新型图1的a-a剖视图;
25.图3为本实用新型实施例一的夹具的正视图;
26.图4为本实用新型实施例二的锁卡机构处的局部剖视图。
27.图中:1.高铬铸球;2.夹具;201.夹持板;2011.v型槽;202.后连板;203.前连板;204.手柄;3.合页;4.转轴坐;5.卡扣;501.转轴;502.侧杆;503.外螺纹部;6.卡扣板;601.u型槽;7.螺母;8.锁紧柱;801.内螺纹孔;802.蝶型手柄。
具体实施方式
28.如图1-3所示,本实用新一种高铬铸球样品制样夹具的实施例一包括有高铬铸球1和夹具2,高铬铸球1连接在夹具2上,夹具2包括有两个夹持板201,两个夹持板201对称设置,高铬铸球1连接在两个夹持板201之间,两个夹持板201后侧均连接有后连板202,两个后连板202之间连接有合页3,两个后连板202通过合页3转动连接,两个夹持板201前侧均连接有前连板203,两个前连板203之间连接有锁卡机构。
29.进一步的,所述的两个夹持板201上均设有v型槽2011,两个夹持板201的v型槽2011对称设置,高铬铸球1连接在两个v型槽2011内。
30.进一步的,所述的每个夹持板201前侧的前连板203与后侧的后连板202之前均连接有手柄204,手柄204设在夹持板201外侧。
31.进一步的,所述的锁卡机构包括有转轴坐4、卡扣5和卡扣板6,转轴坐4设有两个,两个转轴坐4同轴设在一个夹持板201的前连板203上,卡扣板6设在另一个夹持板201的前连板203,卡扣板6中部设有u型槽601,卡扣5包括有转轴501和侧杆502,侧杆502垂直连接在转轴501侧面,侧杆502前端设有外螺纹部503,转轴501转动连接在两个转轴坐4之间,外螺纹部503连接在u型槽601内,外螺纹部503穿过卡扣板6后连接有螺母7。
32.本实施例一中,所述的夹持板201为角钢,两个夹持板201的角钢开口对称,v型槽2011开设在角钢的两侧边上。
33.在需要进夹具高铬铸球1进行操作时,转动打开两个夹持板201,使夹持板201将高铬铸球1夹持后将锁卡机构锁紧,确保在后续的操作中高铬铸球1不会脱落。
34.v型槽2011的设置增大了高铬铸球1与夹持板201的接触面积,增加了高铬铸球1的夹持稳定性,进一步提高了使用安全。
35.手柄204的设置方便操作人员通过手柄204抓握夹具2,方便手持夹具2使用光谱磨样机进行高铬铸球1的磨制,提高使用便利性,确保使用安全。
36.转轴坐4、卡扣5、卡扣板6和螺母7的设置方便对两个夹持板201进行锁止,操作方便,结构稳定可靠。
37.如图4所示,本实用新型的实施例二与实施例一的主要区别在于在实施例二中所述的锁卡机构包括有转轴坐4、卡扣5、卡扣板6和锁紧柱8,转轴坐4设有两个,两个转轴坐4同轴设在一个夹持板201的前连板203上,卡扣板6设在另一个夹持板201的前连板203,卡扣板6中部设有u型槽601,卡扣5包括有转轴501和侧杆502,侧杆502垂直连接在转轴501侧面,侧杆502前端设有外螺纹部503,转轴501转动连接在两个转轴坐4之间,外螺纹部503连接在u型槽601内,锁紧柱8前端设有内螺纹孔801,外螺纹部503穿过卡扣板6后连接在内螺纹孔801内,锁紧柱8后端外侧设有蝶型手柄802,蝶型手柄802对称设有两个,所述的夹持板201为方钢,两个方钢均45度设置,v型槽2011开设在方钢折角处。
38.在本实用新型的实施例二中,将实施例中的螺母7更换为锁紧柱8,在紧固锁紧柱8和卡扣5时,通过蝶型手柄802即可将锁紧柱8旋紧,无需再配合其他工具锁紧螺母7,进一步提高了设备的使用便利性。
39.除上述两个实施例中提到的夹持板201使用的角钢和方钢外,只要是能够满足对高铬铸球1夹持的要求和开设v型槽2011的要求即可使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1