一种尺寸测量装置的制作方法
1.本实用新型属于测量技术领域,尤其涉及一种尺寸测量装置。
背景技术:
2.目前,对于安装现场的大尺寸钢结构的尺寸、形位公差的检测,基本是依靠钢卷尺、简易的工具进行检测,这种方法的优点是操作简单、实施方便,缺点是这种方法容易受到外界环境(温度、湿度、风力)、卷尺自身误差(每一把卷尺的误差不同)和操作人员(不同的人员使用的拉力不同)等多种因素影响,检测不确定度和检测误差很大。
3.随着技术的发展,现在有很多检测技术,如全站仪、激光跟踪、扫描等都适用于大尺寸的检测,在检测精度上都可以满足要求。但是这些检测设备大、携带不方便、价格高、对使用人员的技能要求高。
4.因此,需要研制便捷、测量结果准确的尺寸测量装置,用于现场大尺寸产品尺寸、形位公差信息的检测,解决大尺寸钢结构制造过程中检测遇到的瓶颈。
技术实现要素:
5.针对现有技术中存在的不足,本实用新型的目的在于提供一种尺寸测量装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供一种尺寸测量装置,包括测距仪、定位座、支撑杆和底座,所述测距仪固定在所述定位座的上方,所述定位座与所述支撑杆可移动地连接,所述支撑杆竖直地安装在所述底座上;
7.所述定位座包括定位板、支架和支撑板,所述支撑板位于所述定位板的下方,所述支撑板上开设支撑杆通孔,所述支撑杆穿过所述支撑杆通孔与所述支撑板可移动地连接,所述支架位于所述定位板的上方,用于固定所述测距仪。
8.进一步地,所述定位板包括前定位座、后定位座和底板,测距仪激光发出的方向为底板的前方,所述底板由两块水平放置的矩形板前后拼接而成,位于前侧的矩形板的上部开设第一凹槽,位于后侧的矩形板的下部开设第二凹槽,所述前定位座位于所述底板的前部上方,所述后定位座位于所述底板的后部上方,所述测距仪位于所述前定位座和所述后定位座之间,所述后定位座的后侧面与所述底板的后侧面和所述底座的后侧面在一个平面内。
9.进一步地,两块矩形板的上平面在同一个平面内,两块矩形板的下平面也在同一个平面内。
10.进一步地,所述前定位座和所述后定位座均为有一定厚度的平板,所述前定位座和所述后定位座均竖直地安装在所述底板的上方,所述前定位座的长度小于所述底板的宽度,从而避免所述前定位座挡住所述测距仪发出的激光。
11.进一步地,所述支撑板的形状呈l型,包括依次连接的第一支撑板和第二支撑板,所述第一支撑板位于所述第二凹槽内并与所述定位板连接,所述第二支撑板的侧面开设紧
固调节孔,所述紧固调节孔与所述支撑杆通孔连通。
12.所述支撑杆通孔开设在所述第二支撑板上,所述第二支撑板伸出第二凹槽,从而可以将所述支撑杆穿过所述支撑杆通孔,实现所述支撑杆与所述支撑板可移动连接。
13.进一步地,所述支架的形状呈凹字形,包括水平放置的第一横板、竖直放置的第一竖板和第二竖板,所述第一横板的两端分别与所述第一竖板和第二竖板连接,所述第一横板位于所述第一凹槽内并与所述定位板连接,所述第一竖板和所述第二竖板分别位于所述测距仪的左右两侧,所述第一竖板上开设第一调节螺孔,所述第二竖板上开设第二调节螺孔。
14.进一步地,所述前定位座上开设有测距仪紧固孔,所述定位板靠近所述前定位座的一侧开设前调节螺孔,所述定位板靠近所述后定位座的一侧开设后调节螺孔。
15.进一步地,所述尺寸测量装置还包括前调节螺丝、后调节螺丝、测距仪紧固螺丝、紧固调节螺丝、第一调节螺丝和第二调节螺丝;
16.所述前调节螺丝插入所述前调节螺孔中,所述后调节螺丝插入所述后调节螺孔中,用于调整所述测距仪的水平状态;
17.所述测距仪紧固螺丝插入所述测距仪紧固孔中,用于固定所述测距仪的前侧;
18.所述测距仪水平地放置在所述定位板上,所述测距仪靠近所述后定位座的侧面与所述后定位座贴合,将测距仪紧固螺丝插入测距仪紧固孔中,旋紧测距仪紧固螺丝,实现测距仪在一个直线方向上的固定。
19.所述紧固调节螺丝插入所述紧固调节孔中,用于固定所述支撑板;
20.旋松紧固调节孔螺丝,实现测距仪在竖直方向上位置的移动,旋紧紧固调节螺丝,固定测距仪在竖直方向上的位置。
21.所述第一调节螺丝插入所述第一调节螺孔中,所述第二调节螺丝插入所述第二调节螺孔中,用于分别固定所述测距仪的左侧和右侧,通过第一调节螺丝和第二调节螺丝的进深,实现调节测距仪在左右方向上的位置。
22.进一步地,所述底座包括位置定位板和v型磁铁,所述支撑杆的下端与所述v型磁铁连接,所述位置定位板竖直放置在所述v型磁铁的一侧并与所述v型磁铁连接,所述位置定位板远离所述v型磁铁的侧面与所述定位板的后侧面在一个平面,所述v型磁铁的上设有磁性开关。
23.由于被测产品一般是碳钢材料,所以优选v型磁铁,通过磁性开关打开或关闭v型磁铁的磁性,将尺寸测量装置固定在被测产品上。
24.v型磁铁是车间生产中常见的一种工装,下部是呈现大的v型状,最外端是两个狭长的平面在同一个平面上,简单地说是一种可调节的磁性工装。
25.位置定位板的下平面超出v型磁铁的最外端的平面,从而可以将位置定位板紧贴在被测产品的端面上,使得测量结果更准确。
26.本实用新型提供上述尺寸测量装置的用途,用于测量产品的尺寸和形位公差,尺寸包括但不限于产品的长度、宽度、高度,形位公差包括但不限于产品的直线度。
27.利用上述测量装置测量测量产品的尺寸和形位公差时,需要配备接收测距仪发出的激光的接收装置,要求接收装置上标记有两根相互垂直交叉的刻度线,包括水平刻度线和竖直刻度线,刻度线交叉点定义为中心点,优选表面光滑的接收装置。
28.有益效果:
29.本实用新型提供的一种尺寸测量装置,包括测距仪、定位座、支撑杆、底座、前调节螺丝、后调节螺丝、测距仪紧固螺丝、紧固调节螺丝、第一调节螺丝和第二调节螺丝,测距仪固定在定位座的上方,定位座与支撑杆可移动地连接,支撑杆竖直地安装在底座上;定位座包括定位板、支架和支撑板,支撑板位于定位板的下方,支撑板上开设支撑杆通孔,支撑杆穿过支撑杆通孔与支撑板可移动地连接,支架位于定位板的上方,用于固定测距仪。底座包括位置定位板和v型磁铁,位置定位板的下平面超出v型磁铁的最外端的平面,从而可以将位置定位板紧贴在被测产品的端面上,使得测量结果更准确。本实用新型提供的尺寸测量装置结构简单,携带方便,测量产品的尺寸和形位公差时,操作方便,测量结果准确,测量时间较短且应用范围较广。
30.以下将结合附图对本实用新型的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本实用新型的目的、特征和效果。
附图说明
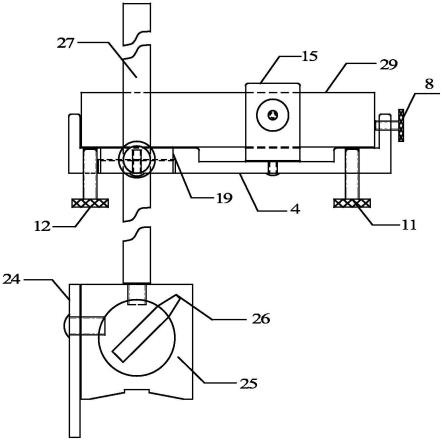
31.图1为尺寸测量装置结构主视示意图;
32.图2为尺寸测量装置结构左视示意图;
33.图3为定位板结构示意图;
34.图4为定位板结构俯视示意图;
35.图5为支架结构示意图;
36.图6为支架结构俯视示意图;
37.图7为支撑板结构剖面示意图;
38.图8为支撑板结构俯视示意图;
39.图9为支撑杆结构示意图;
40.图10为利用尺寸测量装置测量长度尺寸的应用示意图;
41.图11为利用尺寸测量装置测量直线度的应用示意图;
42.由于支撑杆以及被测产品较长,所以附图中用自然断裂线的方式进行省略式作图;
43.附图标记如下:
44.1、被测产品;2、尺寸测量装置;3、接收装置;4、定位板;5、前定位座;6、后定位座;7、测距仪紧固孔;8、测距仪紧固螺丝;9、前调节螺孔;10、后调节螺孔;11、前调节螺丝;12、后调节螺丝;13、支架定位连接孔;14、支撑板定位连接孔;15、支架;16-1、第一调节螺孔;16-2、第二调节螺孔;17-1、第一调节螺丝;17-2、第二调节螺丝;18、定位板连接孔;19、支撑板;20、支撑杆通孔;21、支撑板定位孔;22、紧固调节孔;23、紧固调节螺丝;24、位置定位板;25、v型磁铁;26、磁性开关;27、支撑杆;28、支撑杆紧固螺丝;29、测距仪。
具体实施方式
45.下面结合具体实施方式,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本
申请所附权利要求书所限定的范围。
46.在附图中,结构相同的部件以相同数字标号表示,各处结构或功能相似的组件以相似数字标号表示。附图所示的每一组件的尺寸和厚度是任意示出的,本实用新型并没有限定每个组件的尺寸和厚度。为了使图示更清晰,附图中有些地方适当夸大了部件的厚度。
47.如图1~9所示,提供一种尺寸测量装置2,包括测距仪29、定位座、支撑杆27和底座,测距仪29固定在定位座的上方,定位座可移动地与支撑杆27连接,支撑杆27竖直地安装在底座上;
48.定位座包括定位板4、支架15和支撑板19,支撑板19位于定位板4的下方,支撑板19上开设支撑杆通孔20,支撑杆27穿过支撑杆通孔20与支撑板19可移动地连接,支架15位于定位板4的上方,用于固定测距仪29。
49.定位板4包括前定位座5、后定位座6和底板,测距仪29激光发出的方向为底板的前方,底板由两块水平放置的矩形板前后拼接而成,位于前侧的矩形板的上部开设第一凹槽,位于后侧的矩形板的下部开设第二凹槽,前定位座5位于底板的前部上方,后定位座6位于底板的后部上方,测距仪29位于前定位座5和后定位座6之间,后定位座6的后侧面与底板的后侧面和底座的后侧面在一个平面内。
50.两块矩形板的上平面在同一个平面内,两块矩形板的下平面也在同一个平面内。
51.前定位座5和后定位座6均为有一定厚度的平板,前定位座5和后定位座6均竖直地安装在底板的上方,前定位座5的长度小于底板的宽度,从而避免前定位座5挡住测距仪29发出的激光。
52.支撑板19的形状呈l型,包括依次连接的第一支撑板和第二支撑板,第一支撑板位于第二凹槽内并与定位板4连接,第二支撑板的侧面开设紧固调节孔22,紧固调节孔22与支撑杆通孔20连通。
53.支撑杆通孔20开设在第二支撑板上,第二支撑板伸出第二凹槽,从而可以将支撑杆27穿过支撑杆通孔20,实现支撑杆27与支撑板19可移动连接。
54.支架15的形状呈凹字形,包括水平放置的第一横板、竖直放置的第一竖板和第二竖板,第一横板的两端分别与第一竖板和第二竖板连接,第一横板位于第一凹槽内并与定位板4连接,第一竖板和第二竖板分别位于测距仪29的左右两侧,第一竖板上开设第一调节螺孔16-1,第二竖板上开设第二调节螺孔16-2。
55.前定位座5上开设有测距仪紧固孔7,定位板4靠近前定位座5的一侧开设前调节螺孔9,定位板4靠近后定位座6的一侧开设后调节螺孔10。
56.尺寸测量装置2还包括前调节螺丝11、后调节螺丝12、测距仪紧固螺丝8、紧固调节螺丝23、第一调节螺丝17-1和第二调节螺丝17-2;
57.前调节螺丝11插入前调节螺孔9中,后调节螺丝12插入后调节螺孔10中,用于调整测距仪29的水平状态;
58.测距仪紧固螺丝8插入测距仪紧固孔7中,用于固定测距仪29的前侧;
59.测距仪29水平地放置在定位板4上,测距仪29靠近后定位座6的侧面与后定位座6贴合,将测距仪紧固螺丝8插入测距仪紧固孔7中,旋紧测距仪紧固螺丝8,实现对测距仪29一个直线方向上的固定。
60.紧固调节螺丝23插入紧固调节孔22中,用于固定支撑板19;
61.旋松紧固调节螺丝23,实现测距仪29在竖直方向上位置的移动,旋紧紧固调节螺丝23,固定测距仪29在竖直方向上的位置。
62.第一调节螺丝17-1插入第一调节螺孔16-1中,第二调节螺丝17-2插入第二调节螺孔16-2中,用于分别固定测距仪29的左侧和右侧,通过第一调节螺丝17-1和第二调节螺丝17-2的进深,实现调节测距仪29在左右方向上的位置。
63.底座包括位置定位板24和v型磁铁25,支撑杆27的下端与v型磁铁25连接,位置定位板24竖直放置在v型磁铁25的一侧并与v型磁铁25连接,位置定位板24远离v型磁铁25的侧面与定位板4的后侧面在一个平面,v型磁铁25的上设有磁性开关26。
64.由于被测产品一般是碳钢材料,所以优选v型磁铁25,通过磁性开关26打开或关闭v型磁铁25的磁性,将尺寸测量装置2固定在被测产品上。
65.v型磁铁25是车间生产中常见的一种工装,下部是呈现大的v型状,最外端是两个狭长的平面在同一个平面上,简单地说是一种可调节的磁性工装。
66.位置定位板24的下平面超出v型磁铁25的最外端的平面,从而可以将位置定位板24紧贴在被测产品的端面上,使得测量结果更准确。
67.本实施例提供的尺寸测量装置2的制作方法为:
68.1、找一个大小为142mm
×
56mm
×
27mm的长方体铝合金板材,对板材的六个面进行精加工,在板材的前后两端各留5mm,从上端面开始向下加工15mm,前端为前定位座5,后端为后定位座6;再在上端面靠近前定位座5外侧25mm的位置向下加工6mm的凹槽,为第一凹槽;然后在下端面靠近后定位座6外侧13mm的位置向上加工6mm的凹槽,为第二凹槽。
69.2、在前定位座5上钻攻一个直径4mm的通孔,为测距仪紧固孔7,精车一根直径4mm的螺丝,为测距仪紧固螺丝8;在靠近前定位座5外侧17mm的位置,靠近后定位座9mm的位置分别钻攻一个直径6mm的细牙通孔,分别为前调节螺孔9和后调节螺孔10;精车两根直径6mm的细牙螺丝,分别为前调节螺丝11和后调节螺丝12;再在上下两个端面的两个凹槽,即第一凹槽和第二凹槽处分别对称钻攻两个直径4mm的通孔,分别为支架定位连接孔13和支撑板定位连接孔14。
70.3、找一个铝合金板材,加工成形状为凹字形的支架15,支架15包括水平放置的第一横板、竖直放置的第一竖板和第二竖板,在第一竖板和第二竖板对称的位置处各钻攻一个直径4mm的通孔,分别为第一调节螺孔16-1和第二调节螺孔16-2,精车两根直径4mm的螺丝,分别为第一调节螺丝17-1和第二调节螺丝17-2;再在支架15的第一横板上对称地钻攻两个直径4mm的通孔,为定位板连接孔18。
71.4、再找一个铝合金板材,加工成l型的支撑板19,在突出的一端切割一个12mm
×
12mm的方形通孔,为支撑杆通孔20,沿着凹面长轴对称钻攻两个直径4mm的通孔,为支撑板定位孔21;再在支撑板19突出的一端的侧面钻攻一个直径8mm的通孔,为紧固调节孔22,精车一个直径8mm的螺丝,为紧固调节螺丝23。
72.5、再找一个铝合金板材,加工成一个方形的位置定位板24,在位置定位板24的竖直轴线上对称各钻攻一个直径4mm的通孔。
73.6、找一个v型磁铁25,在磁铁的侧面对称各钻攻一个直径4mm,深度10mm的深孔。
74.7、找一根铜棒,加工成一根方形的支撑杆27,在支撑杆27的下端精车一个直径8mm,长度12mm的螺丝,为支撑杆紧固螺丝28。
75.8、将支架15放在第一凹槽上,当定位板连接孔18与支架定位连接孔13重合时,通过旋紧螺丝将支架15固定在定位板4上;将支撑板19放在第二凹槽中,当支撑板定位孔21与支撑板定位连接孔14重合时,通过螺丝将支撑板19与定位板4连接在一起;将支撑杆紧固螺丝28旋进v型磁铁25上平面螺孔中并旋紧,使支撑杆27与v型磁铁25固定在一起;将紧固调节螺丝23旋入紧固调节孔22中,通过支撑杆通孔20和紧固调节螺丝23将定位板4与支撑杆27固定在一起;将位置定位板24放在v型磁铁25的侧面,通过4mm螺丝将位置定位板24紧固在v型磁铁25上。
76.9、将组装好的尺寸测量装置2放置在精密平板上,转动支撑杆紧固螺丝28,当后定位座6与位置定位板24平行,后定位座6外侧到支撑杆27的距离与位置定位板24的外侧到支撑杆27的距离相等时,旋紧支撑杆紧固螺丝28,固定支撑杆27;旋松紧固调节螺丝23,沿着支撑杆27升降定位板4进行调整,调整结束后,将测距仪29放入定位板4中,通过前调节螺丝11、后调节螺丝12、测距仪紧固螺丝8、第一调节螺丝17-1和第二调节螺丝17-2对测距仪29进行位置调整和固定。
77.定位板4、支架15、支撑板19、支撑杆27、位置定位板24、v型磁铁25和测距仪29组成了尺寸测量装置2。
78.本实用新型提供上述尺寸测量装置2的用途,用于测量产品的尺寸和形位公差,尺寸包括但不限于产品的长度、宽度、高度,形位公差包括但不限于产品的直线度。
79.利用上述测量装置测量测量产品的尺寸和形位公差时,需要配备接收测距仪29发出的激光的接收装置3,要求接收装置3上标记有两根相互垂直交叉的刻度线,包括水平刻度线和竖直刻度线,刻度线交叉点定义为中心点,优选表面光滑的接收装置3。
80.实施例1:
81.如图10所示,利用本实用新型提供的尺寸测量装置2测量被测产品长度的具体步骤如下:
82.(1)放置,将尺寸测量装置2放置在被测产品1的一端,将接收装置3固定放置在被测产品1的另一端,使位置定位板24的侧面紧贴被测产品1的边缘,调整尺寸测量装置2,尺寸测量装置2与接收装置3在同一条直线上,旋紧v型磁铁25的磁性开关26,将尺寸测量装置2紧靠固定在被测产品1上。
83.(2)调整,按动测距仪29的开机开关,使测距仪29处于开机状态,通过旋转前调节螺丝11、后调节螺丝12、第一调节螺丝17-1和第二调节螺丝17-2,使得测距仪29的激光点与接收装置3上的中心点重合。
84.(3)测量,当测距仪29的激光点与接收装置3上的中心点重合时,按动测距仪29的测量键,测量和记录被测产品1的长度。
85.实施例2:
86.如图11所示,本实用新型提供一种形状呈圆柱体的被测产品的直线度测量方法,其中,被测产品的两个端面在0
°
、90
°
、180
°
和270
°
方位的连线称为四中线,具体的测量步骤如下:
87.(1)沿着被测产品1的任意一条四中线,将尺寸测量装置2放置在被测产品1的一端,将接收装置3放置在靠近被测产品1的一端,即尺寸测量装置2和接收装置3在被测产品1的同一端,定义为近端,打开测距仪29的开机开关,记录测距仪29发出的激光点落在接收装
置3竖直方向上的刻度。
88.(2)进行等高定位调整,将接收装置3放置在被测产品1同一四中线上的另一端,定义为远端,查看此时测距仪29发出的激光点落在接收装置3竖直方向上的刻度,通过旋转前调节螺丝11、后调节螺丝12、第一调节螺丝17-1和第二调节螺丝17-2,使得测距仪29发出的激光点落在接收装置3竖直方向上的刻度读数与测距仪29发出的激光点落在近端放置时接收装置3竖直方向上的刻度读数相同,以此时刻度线上的读数作为基准。
89.(3)将接收装置3放置在被测点上,分别记录激光点落在接收装置3竖直方向上的刻度读数,与基准刻度读数进行比较(被测点上的刻度读数大于等高定位时的基准刻度读数的为凹点,被测点上的刻度读数小于等高定位时的基准刻度读数的为凸点),即可计算出被测产品1的直线度。
90.测距仪29激光点落在同一刻度值上的目的是为了确定直线度测量的基准,接收装置3放在中间测量区域时,激光点落在基准刻度的上方或下方,取落在上方的最大值和落在下方最大值,两个最大值的绝对值之和即为测量产品的直线度。
91.需要说明的是,在利用尺寸测量装置2测量产品的尺寸和形位公差前,通常需要进行中心调整,具体调整过程为,将尺寸测量装置2和接收装置3分别放置在精密平板的两端,按动测距仪29的开机开关,使得测距仪29处于开机状态,通过旋转前调节螺丝11和后调节螺丝12,调整测距仪29至水平状态,沿着支撑杆27升降支撑板19,当测距仪29的激光点与接收装置3的中心点重合时,旋紧紧固调节螺丝23,在支撑杆27上标记支撑板19的位置。
92.我国将1级、0级、00级、000级平板称为精密平板,精密平板一般用于精密零件的测量、划线、制造等工艺,其表面光滑平整,具有较低的表面粗糙度和平面度误差,形状为矩形,通常由大理石制成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1