一种钢管外径自动检测装置的制作方法
1.本实用新型涉及钢管外径光学自动检测技术领域,特别是一种钢管外径自动检测装置。
背景技术:
2.钢管作为器材被广泛的应用于石油开采、锅炉、输送管道、工程机械等领域,钢管的外径是是钢管质量的关键参数指标,保证钢管外径质量稳定,对保证管道施工质量和效率具有重要意义。
3.目前,钢管制造业测量钢管外径普遍采用游标卡尺、千分尺、π尺等量具,受工作环境、量具精度、人员素质等因素影响较大,测量精度、工作效率、测量覆盖率较低。个别企业虽然也采用了激光技术测量外径,但一般都只适用于管端外径的测量,测量范围仅能覆盖管端400mm范围内,不能实现钢管全长外径测量。
4.为了解决钢管外径全长多断面外径测量的问题,本实用新型提供了一种钢管外径自动检测装置,能够实现钢管全长、多断面覆盖的钢管外径测量。
技术实现要素:
5.本实用新型目的在于针对现有技术的缺陷和不足,提供了一种钢管外径自动检测装置。
6.本实用新型提供的一种钢管外径自动检测装置,包括第一固定支架、第二固定支架;所述第一固定支架上安装上光源信号发射器、下光源信号发射器,所述第二固定支架上安装上光源信号接收器、下光源信号接收器;
7.所述上光源信号发射器工作时,上光源信号发射器与上光源信号接收器之间形成上检测光带;所述下光源信号发射器工作时,下光源信号发射器与下光源信号接收器之间形成下检测光带;
8.还包括控制器,所述上光源信号接收器、下光源信号接收器分别与所述控制器电路连接,所述控制器与上位机、报警模块电连接。
9.进一步的,所述上光源信号接收器、下光源信号接收器的间距与所述上光源信号发射器、下光源信号发射器之间的间距相等,安装间距精度为
±
1mm。
10.进一步的,所述上光源信号接收器、下光源信号接收器均采用ccd信号接收器。
11.进一步的,所述上光源信号发射器、下光源信号发射器均采用led光源,且上光源信号发射器、下光源信号发射器之间形成平行光线对被检钢管进行照射。
12.进一步的,所述上检测光带、下检测光带的光带宽度在20~60mm之间。
13.进一步的,所述控制器对所述上光源信号接收器、下光源信号接收器获得的光带信号采集频率为1000~2400次/秒。
14.进一步的,所述自动检测装置能够不超过2mm钢管长度测量一个钢管横断面的外径。
15.进一步的,所述第一固定支架、第二固定支架安装在斜辊道的两个斜辊之间的位置,使被检钢管的轴线垂直于检测光带,且使钢管的上下边缘位于检测光带内。
16.利用上述的一种钢管外径自动检测装置进行钢管检测的方法,包括如下步骤:
17.安装自动检测装置,将所述上光源信号发射器、下光源信号发射器、上光源信号接收器、下光源信号接收器调整到适合的位置,使被检钢管横截面的上下边缘分别从上检测光带、下检测光带中穿过,获取被检钢管外径公差的上下限;
18.钢管在斜辊道上螺旋前进,在开始进入测量光带时,控制器集上光源信号接收器、下光源信号接收器之间的明暗界限之间的距离即为被测钢管外径;
19.控制器将测量的外径值与标准公差进行对比分析,若外径测量值超出规定公差范围的进行数据标记,将数据传输给上位机,并控制报警模块进行报警。
20.本实用新型的优点和积极效果是:
21.本实用新型与现有技术相比,装置简单,使用方便,在钢管长度方向上,能够实现不大于2mm测量一次钢管横截面的外径,外径检测覆盖率高,测量效率高,且排除了人工测量等主观因素的影响,适合应用于钢管工业生产,应用范围广泛。
附图说明
22.以下将结合附图和实施例来对本实用新型的技术方案作进一步的详细描述,但是应当知道,这些附图仅是为解释目的而设计的,因此不作为本实用新型范围的限定。此外,除非特别指出,这些附图仅意在概念性地说明此处描述的结构构造,而不必要依比例进行绘制。
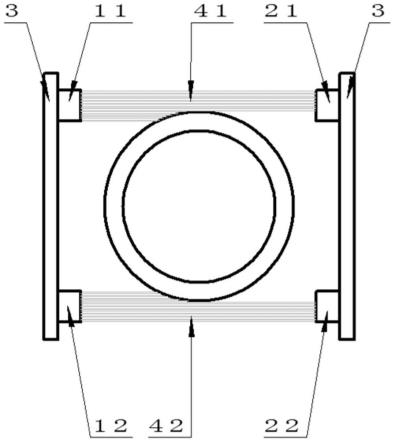
23.图1为本实用新型实施例提供的一种钢管外径自动检测装置的结构示意图;
24.图2为本实用新型实施例提供的装置安装在斜辊道上的示意图;
具体实施方式
25.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.下面结合附图对本实用新型的实施例进行详细说明。
27.如图1-2所示,本实用新型的一种钢管外径自动检测装置,包括第一固定支架31、第二固定支架32;所述第一固定支架上安装上光源信号发射器11、下光源信号发射器12,所述第二固定支架上安装上光源信号接收器21、下光源信号接收器22;
28.所述上光源信号发射器11工作时,上光源信号发射器11与上光源信号接收器21之间形成上检测光带41;所述下光源信号发射器12工作时,下光源信号发射器12与下光源信号接收器22之间形成下检测光带42;
29.还包括控制器,所述上光源信号接收器21、下光源信号接收器22分别与所述控制
器电路连接,所述控制器与上位机、报警模块电连接。
30.所述上光源信号接收器21、下光源信号接收器22均采用ccd信号接收器,通过明亮和阴暗区域的边缘确定被检钢管横断面的位置,两组接收器之间的明暗界限之间的距离即为被测钢管外径;所述上光源信号发射器11、下光源信号发射器12均采用led光源,且上光源信号发射器11、下光源信号发射器12 之间通过准直镜头形成平行光线对被检钢管进行照射;并且,所述上光源信号接收器21、下光源信号接收器22的间距与所述上光源信号发射器11、下光源信号发射器12之间的间距相等,安装间距精度为
±
1mm。
31.在本实施例中,所述上检测光带41、下检测光带42的光带宽度在20~60mm 之间,以便于在钢管行进过程中能够使钢管在检测光带中间穿过。
32.可以考虑,所述控制器对所述上光源信号接收器21、下光源信号接收器22 获得的光带信号采集频率为1000~2400次/秒,使得所述自动检测装置能够不超过2mm钢管长度测量一个钢管横断面的外径。
33.所述第一固定支架、第二固定支架安装在斜辊道5的两个斜辊之间的位置,使被检钢管的轴线垂直于检测光带,且使钢管的上下边缘位于检测光带内。
34.在具体安装时,两个光源信号发射器的间距根据被测钢管外径大小的不同,可以调整两个信号发射器的间距,在固定支架上可以刻制不同外径规格的刻度线,以便于信号发射器安装位置的调整,安装精度
±
1mm;斜辊道5的每个相邻斜辊51的距离应能保证钢管在辊道上行进,被检钢管的长度应大于两个斜辊间跨距;在本实施例中,所述斜辊道5的斜向角在5
°
~15
°
之间,被检钢管在斜向辊道的驱动下螺旋前进。
35.利用上述的一种钢管外径自动检测装置进行钢管检测的方法,包括如下步骤:
36.安装自动检测装置a,将所述上光源信号发射器11、下光源信号发射器12、上光源信号接收器21、下光源信号接收器22调整到适合的位置,使被检钢管横截面的上下边缘分别从上检测光带41、下检测光带42中穿过,获取被检钢管外径公差的上下限;
37.钢管在斜辊道5上螺旋前进,在开始进入测量光带时,控制器集上光源信号接收器21、下光源信号接收器22之间的明暗界限之间的距离即为被测钢管外径;
38.控制器将测量的外径值与标准公差进行对比分析,若外径测量值超出规定公差范围的进行数据标记,将数据传输给上位机,并控制报警模块进行报警。
39.最后需要指出的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制。尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1