片盒包装袋内气体含量及密封性检测装置的制作方法
1.本实用新型涉及一种检测装置,具体是一种片盒包装袋内气体含量及密封性检测装置,属于气体检测技术领域。
背景技术:
2.单硅片的加工生产流程一般包括长晶、滚圆、线切、双面减薄、边缘倒角、表面腐蚀、热处理、抛光、清洗、外延、检测、包装等主要步骤,在包装硅片时,首先将硅片放入到片盒中,再将片盒放入到包装袋中,并对包装袋进行抽真空操作完成包装步骤,然后再运送至客户手中。但是,若在包装时出现漏气、真空太紧(片盒内硅片变形、拆袋时易受污染)、真空太松(装箱困难、高空运输易受气压影响破损)等问题,且未能及时有效地检查出来,而直接送货至客户手里,将直接导致产品报废,严重者还会导致客户投诉,影响客户观感及后续合作,因此,及时有效地发现片盒包装后其包装袋内气体含量及封口密封性问题至关重要。
3.目前片盒包装好后,通常采用目视的方式对包装后的片盒进行包装袋内气体含量及封口密封性检查,即在包装完成后,操作人员通过两手挤压包装袋两侧的方式来观察包装袋内是否有气体残留,以及残留的气体是否符合包装要求;另一方面,通过两手挤压的方式,查看包装袋内气体的量的变化,来观察包装袋封口或其他位置是否漏气,但是这种方式在实际操作时具有以下缺陷:
4.1.因目视检查需用两手挤压的方式完成,故挤压时所用力量的大小会影响判定结果;
5.2.因目视检查全凭操作员个人主观判断,没有一个判断标准,因此,目视检查时可能会出现不同的判定标准,即同一产品会出现两种不同的判定结果;
6.3.以目视的方式进行包装袋内气体含量的检查,不够精准且存在误判风险;
7.4.因包装袋漏气多为缓慢漏气,故较难通过两手挤压的方式短时间判定是否漏气,且挤压时力道不同也会影响判定,存在漏气漏放风险;
8.5.操作员目视检查时需不断对每一个产品进行各角度挤压判定,以达到合格的检验要求,过程较为繁琐,且时间较长。
技术实现要素:
9.针对上述现有技术存在的问题,本实用新型提供一种片盒包装袋内气体含量及密封性检测装置,能够及时有效地检测装有片盒的包装袋内部的真空度及密封性,避免漏检、错检、漏放的风险,且检测准确,操作简单,检测时间短。
10.为实现上述目的,本实用新型一种片盒包装袋内气体含量及密封性检测装置,包括
11.检测箱体,所述检测箱体一侧具有开口;
12.密封盖,所述密封盖用于密封检测箱体的开口处;
13.充气部件,所述充气部件主要由充气管路、第一气动阀、第一手动比例阀和第一气
体流量计组成,所述充气管路一端与检测箱体连通,另一端与氮气供给管路相连;所述第一气动阀、第一手动比例阀和第一气体流量计连接在充气管路上;
14.抽真空部件,所述抽真空部件与检测箱体相连,所述抽气管路一端与检测箱体连通,另一端与排气管路相连;
15.压力传感器,所述压力传感器安装在检测箱体内部,用于检测真空箱体内的气体压力;
16.控制单元,所述控制单元用于接收第一气体流量计传送的流量信息,并根据接收到的流量信息控制第一气动阀打开或关闭;用于控制抽真空部件是否抽取检测箱体内的气体;用于接收压力传感器传送的压力数据,并将该压力数据传送至显示屏显示出来。
17.优选地,所述抽真空部件包括
18.抽气管路,所述抽气管路一端与检测箱体连通,另一端与排气管路相连;
19.真空泵,所述真空泵连接在抽气管路上,与控制单元相连;
20.第二气动阀,所述第二气动阀连接在抽气管路上,与控制单元相连;
21.第二气体流量计,所述第二气体流量计连接在抽气管路上,与控制单元相连;
22.第二手动比例阀,所述第二手动比例阀连接抽气管路上。
23.优选地,本实用新型检测箱体外表面安装有绿色指示灯和红色指示灯,所述指示灯与控制单元相连。若检测结果符合要求,即包装有片盒的包装袋,其气体含量符合要求,且无漏气现象,则绿色指示灯亮;若检测结果异常,即包装有片盒的包装袋内的气体含量不达标,或出现漏气现象,则红色指示灯亮,检测人员可以通过观察指示灯亮起的颜色,快速地判定包装后的片盒是否符合要求,无需一直盯着显示屏上的数值。
24.进一步,还包括安装在检测箱体侧壁外表面的报警器,所述报警器与控制单元相连,当检测结果不合格时,控制器会控制报警器发出报警声,以提醒检测人员该包装后的片盒真空度不达标,或出现漏气现象,可对片盒进行重新包装。
25.进一步,检测箱体为上方具有开口的正方体或长方体,所述密封盖底部安装有与检测箱体上部开口相配合的密封条,当密封盖卡盖在检测箱体开口处时,密封条与检测箱体侧壁内表面紧密接触。
26.进一步,所述密封盖上安装有把手,便于检测人员拿放密封盖。
27.进一步,还包括扫码器和终端机,所述扫码器和控制单元相连,控制单元通过有线或无线信号与终端机相连。检测前,扫码器采集片盒上的二维码内的片盒信息,并将采集到的信息传送至终端机的生产操作系统中显示出来并保存,以便后期对片盒信息及其对应的检测结果进行查询。
28.与现有技术相比,本实用新型具有以下优点:
29.1)只需将包装后的片盒放入到检测箱体内,并向检测箱体内部定量充气和抽气,通过检测箱体内部的压力传感器采集的气体压力判断包装后的片盒,其包装袋内气体含量和包装袋密封性是否符合要求,无需通过手动按压来检测片盒包装后,包装袋的气体含量及密封性,避免了因按压压力不均而造成结果误判的情况,检测结果更加准确。
30.2)本实用新型采用充气和抽气两次检测,两次检测结果均合格,则判断片盒包装合格,若其中任一次不合格,判断片盒包装不合格,充分保证了检测结果的准确性。
31.3)本实用新型检测速度快。本实用新型通过向检测箱体内充气或抽气的方式对包
装后的片盒进行检测,若充入气体量足够,包装袋在较强的外部压力下,会使包装袋密封性不佳的部位(漏气口)扩大,检测箱体内的气体会迅速流入包装袋内,减小了检测箱体内的气体压力,检测到的压力值不在高压范围内,从而较快的检测包装袋漏气,若包装袋不存在密封性不佳的部位(漏气口),则在此外部压力下,检测箱体内的气体压力稳定后仍可保持在高压范围内;
32.若从检测箱体内抽取足够的气体量,则包装袋内部压力大于外部压力,在这种压力差较大的环境下,若包装袋密封性不好(存在漏气口),则包装袋内部的气体会迅速流入检测箱体内部,增大了检测箱体内的压力,则检测到的压力值不在低压范围,从而快速检测出片盒包装袋漏气,若包装袋不存在密封性不佳的部位(漏气口),则检测箱体内的气体压力稳定后会在低压范围内。本实用新型5s-10s即可完成整个检测过程,检测方式简单快捷,自动化程度高,有效地提高了检测效率。
附图说明
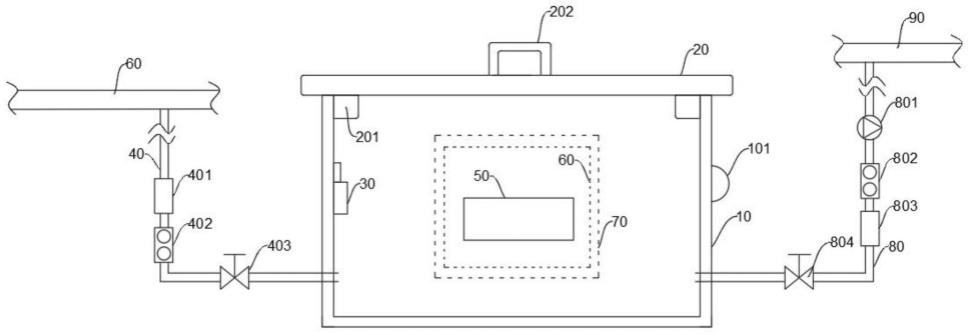
33.图1是本实用新型整体结构示意图;
34.图2是本实用新型结构示意图;
35.图中:10-检测箱体,101-绿色指示灯,102-红色指示灯;
36.20-密封盖,201-密封条,202-把手;
37.30-压力传感器;
38.40-充气管路,401-第一手动比例阀,402-第一气体流量计,403-第一气动阀;
39.50-显示屏;60-片盒;70-包装袋;
40.80-抽气管路,801-真空泵,802-第二气体流量计,803-第二手动比例阀,804-第二气动阀;
41.90-排气管路。
具体实施方式
42.下面结合附图对本实用新型作进一步说明。
43.如图1和图2所示,本实用新型一种片盒60包装袋70内气体含量及密封性检测装置,包括检测箱体10、密封盖20、充气部件、抽气部件、压力传感器30、显示屏50和控制单元;
44.所述检测箱体10上方具有开口,包装好的片盒60通过该开口放入或取出检测箱体10;
45.所述密封盖20用于密封检测箱体10的开口处,有效地防止了在检测时出现气体外泄的情况,保证了检测结果的准确性。
46.所述充气部件主要由充气管路40、第一气动阀403、第一手动比例阀401和第一气体流量计402组成,所述充气管路40一端与检测箱体10连通,另一端与氮气供给管路相连;所述第一气动阀403、第一手动比例阀401和第一气体流量计402连接在充气管路40上;通过打开或关闭第一气动阀403来控制是否向检测箱体10内部充气,第一手动比例阀401用于控制充气管路40中的气体流量,第一气体流量计402用于采集进入检测箱体10内的气体量。
47.所述抽真空部件与检测箱体10相连,抽真空部件用于抽取检测箱体10内的气体,便于对包装后的片盒60进行检测。
48.所述压力传感器30安装在检测箱体10内部,压力传感器30用于采集检测箱体10内的压力信息;
49.所述显示屏50安装在检测箱体10侧壁外表面,用于显示压力传感器30采集的压力信息,工作人员根据显示屏50上的压力信息,判断片盒60包装是否合格;
50.所述控制单元用于接收第一气体流量计402传送的流量信息,并根据接收到的流量信息控制第一气动阀403打开或关闭;用于控制抽真空部件是否抽取检测箱体10内的气体;用于接收压力传感器30传送的压力信息,并将该压力信息传送至显示屏50显示出来。所述控制单元采用型号为stm32系列控制器。
51.该技术方案中,通过第一手动比例阀401、第一气体流量计402按照设定流量向检测箱体10内部注入设定体积的氮气,压力传感器30实时采集检测箱体10内部的压力数据,并将该压力数据传送至控制单元,控制单元再将接收到的压力数据传送至显示屏50显示出来,工作人员通过显示屏50上的压力数据来判包装后的片盒60是否合格。
52.为了可以定量抽取检测箱体10内部的气体,以确保检测环境符合要求,所述抽真空部件包括抽气管路80,所述抽气管路80一端与检测箱体10连通,另一端与排气管路90相连;所述抽气管路80从进气口至出气口依次连接有第二气动阀804、第二手动比例阀803、第二气体流量计802和真空泵801,所述真空泵801、第二气动阀804和第二气体流量计802分别与控制单元相连。所述第一气体流量计402和第二气体流量计802均采用型号为mf-4003的气体流量计。
53.该技术方案中,所述第二手动比例阀803控制抽气管路80中的气体流量,第二气体流量计802采集抽取的气体量,控制单元通过第二气体流量计802传送的流量信息控制真空泵801工作或停止工作以及第二气动阀804打开或关闭,当真空泵801工作时,第二气动阀804处于打开状态,真空泵801通过抽气管路80抽取检测箱体10内的气体,当真空泵801停止工作时,则停止抽气,此时,第二气动阀804处于关闭状态,以使检测箱体10内部处于密封状态。
54.为了便于检测人员更直观的判断包装后的片盒60,包装袋70内的气体含量和包装袋70的密封性是否符合要求,本实用新型检测箱体10外表面安装有绿色指示灯101和红色指示灯102,所述指示灯与控制单元相连。实施时,在控制单元内部预先设定第一压力范围(高压范围)p1和第二压力范围(低压范围)p2,当相应的检测结果在相应的压力范围时,则说明片盒60包装合格,此时,绿色指示灯101亮起,当相应的检测结果不在相应的压力范围时,则检测结果异常,红色指示灯102亮起。
55.为了防止指示灯出现问题而无法显示检测结果,本实用新型还进一步包括安装在检测箱体10侧壁外表面的报警器,所述报警器与控制单元相连,当检测结果异常时,警报器会发出报警声,从而提醒检测人员该片盒60包装不合格。
56.在一些具体实施例中,所述检测箱体10为上方具有开口的正方体或长方体,所述密封盖20底部安装有与检测箱体10上部开口相配合的密封条201,当密封盖20卡盖在检测箱体10开口处时,密封条201与检测箱体10侧壁内表面紧密接触。当然检测箱体10也可根据需要制作成其他形状。进一步,为了便于打开或关闭检测箱体10,本实用新型密封盖20上安装有把手202。
57.在一些实施例中,为了便于后期查询检测结果,本实用新型还包括扫码器和终端
机,所述扫码器和控制单元相连,控制单元通过有线或无线信号与终端机相连。每个片盒60都贴有二维码,检测前先通过扫码器对包装袋70内片盒60上的二维码进行片盒60信息采集,并将片盒60信息传送至控制单元,控制器单元将接收到的片盒60信息传送至终端机,终端机再将接收到的片盒60信息传送至其内部的生产操作系统中显示出来。工作人员可通过生产操作系统查询片盒60信息及其对应的检测结果。
58.所述合格的片盒60包装是指:片盒60包装后,包装袋70内气体总量达到要求的气体量,且无漏气现象。
59.准备工作:
60.a)调节第一手动比例阀401和第二手动比例阀803的开度,以使气体能够按照设定的流量进入或排出检测箱体10;
61.b)测量基准值:测量一个包装合格的片盒60,其包装袋70内预留的气体体积为va~vb;
62.b1)当包装袋70内预留的气体体积为va时,测量如下:
63.向检测箱体10内注入v1升体积的气体后,此时,包装袋70内的气压小于检测箱体10内的气压,压力传感器30在3s内稳定后的数据为pa;
64.向检测箱体10内抽取v5升体积的气体后,此时,包装袋70内的气压大于检测箱体10内的气压,压力传感器30在3s内稳定后的数据为pb;
65.b2)当包装袋70内预留的气体体积为vb时,测量如下:
66.向检测箱体10内注入v1升体积的气体后,此时,包装袋70内的气压小于检测箱体10内的气压,压力传感器30在3s内稳定后的数据为pc;
67.向检测箱体10内抽取v5升体积的气体后,此时,包装袋70内的气压大于检测箱体10内的气压,压力传感器30在3s内稳定后的数据为pd;
68.所述pa和pc通过公式(1)得出:
[0069][0070]
其中,v4=v-v2-v3;
[0071]
式中,v为检测箱体10体积,v1为向检测箱体10内注入的气体体积,v2为包装袋70内的预留气体体积(即包装袋70内要求留有的气体体积),v3为片盒60体积,v4为检测箱体10内剩余体积,vm=22.41410l/mol为摩尔体积;r为气体常数,t为热力学温度。
[0072]
所述pb和pd通过公式(2)得出:
[0073][0074]
其中,v4=v-v2-v3;
[0075]
式中,v为检测箱体10体积,v2为包装袋70内的预留气体体积(即包装袋70内要求留有的气体体积),v3为片盒60体积,v4为检测箱体10内剩余体积,v5=2*v1为从检测箱体10内抽出的气体体积,vm=22.41410l/mol为摩尔体积。
[0076]
c)根据步骤b)压力传感器30采集的压力数据,在控制器内部设定有第一压力范围p1=pc~pa、第二压力范围p2=pd~pb、流量值l1=v1、l2=v5,
[0077]
本实用新型共进行两次检测,两次检测压力传感器30采集的压力数据均达到设定的压力范围内,则判定片盒60包装合格,否则判定片盒60包装不合格,两次检测如下:
[0078]
第一次检测:向检测箱体10内注入v1升体积的气体后,若压力传感器30感应到的压力数据在第一压力范围p1内,进入第二次检测;
[0079]
若压力传感器30感应到的压力范围不在第一压力范围p1内时,则说明包装袋70漏气或包装袋70内的气体量未达到要求,片盒60包装不合格。
[0080]
第二次检测:向检测箱体10内抽取v5升体积的气体后,则压力传感器30感应到的压力数据在压力范围p2内,则说明包装袋70不漏气或包装袋70内的气体量符合要求,片盒60包装合格;
[0081]
若压力传感器30感应到的压力数据不在第二压力范围p2内,则说明包装袋70漏气或包装袋70内的气体量未达到要求,片盒60包装不合格。
[0082]
具体检测方法如下:
[0083]
1)扫描包装袋70内片盒60上的二维码,并将识别出的二维码信息传送至终端机的生产操作系统(mes系统),然后将装有片盒60的包装袋70放入到检测箱体10内,并将密封盖20覆盖在检测箱体10的开口处对检测箱体10进行密封;
[0084]
2)按下电源开关,控制器上电,控制器控制第一气动阀门403打开,氮气进入到充气管路40中,并通过第一手动比例阀401以设定的流量注入到检测箱体10内;
[0085]
3)第一气体流量计402实时采集通过其内部的气体流量,并将采集到的累计流量值传送至控制器,当控制器接收到的累计流量值达到控制器内部预先设定的流量值l1时,控制第一气动阀403关闭,停止向检测箱体10内注入氮气。
[0086]
压力传感器30实时采集检测箱体10内的压力数据,并将该压力数据传送至控制器,控制器将接收到的压力数据传送至终端机,终端机接收到压力数据后,在生产操作系统中将该压力数据与正在检测的片盒60相匹配;同时控制器将压力数据传送至显示器50显示出来,便于工作人员观察压力数据是否在设定压力范围内;
[0087]
4)停止向检测箱体10内注入气体后,若压力数据在设定时间(如3s)内稳定升高且最终停留在控制器预先设定的第一压力范围p1内,则控制器控制第二气动阀804打开,同时控制真空泵801工作,进入步骤5);
[0088]
若控制器接收到的压力数据不在第一压力范围p1内,则控制红色指示灯102亮起,同时控制报警器发出报警声,以提醒工作人员片盒60包装不合格,需要进行重新包装,工作人员将片盒60放入到不合格区域;同时控制器将报警信号传送至终端机,终端机接收到片盒60的报警信号后,在生产操作系统中显示该片盒60信息的位置标注红色,以提示该片盒60包装不合格,返回步骤1)进行下一个片盒60的测试。
[0089]
5)真空泵801通过第二手动比例阀803以设定流量抽取检测箱体10内的气体,使检测箱体10内的气体进入到抽气管路80中,并排入至排气管路90中,排气管路90中的气体经后期处理后再排入大气中;第二气体流量计802实时采集流经其内的气体流量值,并将累计流量值传送至控制器;
[0090]
6)当控制器接收到的累计流量值达到控制器内部预先设定的流量值l2时,控制器控制第二气动阀804关闭,同时控制真空泵801停止工作;
[0091]
7)停止向检测箱体10内抽取气体后,若压力传感器30采集到的压力数据在设定时间(3s)内稳定降低且最终停留在控制器预先设定的压力范围p2内,则绿色指示灯101亮起,说明片盒60包装合格,即包装袋70内所含气体量达标,且无漏气现象,放入到检测合格区
域,等待后期出货,返回步骤1)进行下一个片盒60的测试;
[0092]
若控制器接收到的压力数据不在预设的第二压力范围p2内,则控制红色指示灯102亮起,同时控制报警器发出报警声,以提醒工作人员,片盒60包装不合格,需要进行重新包装,工作人员将片盒60放入到不合格区域;同时控制器将报警信号传送至终端机,终端机接收到片盒60的报警信号后,在生产操作系统中显示该片盒60信息(如片盒60编号)的位置标注红色,以提示该片盒60包装不合格,返回步骤1)进行下一个片盒60的测试。
[0093]
所述控制器和终端机通过有线或无线信号进行通讯,所述终端机可以是计算机也可以是笔记本或平板电脑。
[0094]
为了便于后期查询,终端机可以对接收到的数据进行存储,以便后期在生产操作系统上的查询数据。
[0095]
为了进一步保证出货的片盒60包装是合格的,在一些实施例中,还可以包括第二扫码器,该第二扫码器与终端机通过无线或有线信号相连,第二扫码器采集的信息传送至终端机,具体如下:
[0096]
在出货时,可以再次对包装好的片盒60进行扫码检验,通过第二扫码器对片盒60上的二维码进行扫描,并将扫码获得的片盒60信息(如片盒60编号)传送至终端机,终端机将接收到的信息与生产操作系统中存储的片盒60信息进行匹配,若匹配后的片盒60出现红色标注,则表示该片盒60包装不合格,需要重新包装,若匹配后的片盒60没有出现红色标注,则表示该片盒60包装合格,可以正常出货。这个步骤进一步避免了在检测环节,工作人员将检测包装不合格的片盒60放入到合格的区域,从而导致正常出货的情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1