一种机床松拉刀系统快速试验装置的制作方法
1.本实用新型涉及机床领域,尤其是涉及一种机床松拉刀系统快速试验装置。
背景技术:
2.打刀缸是运用较低气压转为高油压力,油压缸身经硬膜处理,耐磨、散热快、低能耗,安装容易,高速增压,速度快,装有位移感应开关可调节行程,调整打刀行程,用于加工中心机、数控机床刀具交换机构中的松刀与锁刀工具。液压打刀缸在使用时为确保其行程驱动精度,需要在使用前进行抗疲劳测试。
3.传统的液压打刀缸测试方案是,采用人工手动开关气阀进行测试,效率低,且应测试人员的专业技能程度存在一定的操作误差;在传统测试方案中需要全程有人值守,以确保打刀缸出现异常时能够及时发现,并记录相关数据,耗时费力,测试的人工成本较高,且判定标准无法量化;传统测试装置不能测试不同种类的打刀缸,通用性差。
技术实现要素:
4.为了克服现有技术的不足,本实用新型的目的之一在于提供一种能测试不同种类的打刀缸、通用性强并且自动化检测的机床松拉刀系统快速试验装置。
5.本实用新型的目的之一采用如下技术方案实现:
6.一种机床松拉刀系统快速试验装置,包括机架以及安装于所述机架的打刀缸,所述打刀缸的数量为多个,多个所述打刀缸属于不同种类,所述机床松拉刀系统快速试验装置还包括若干计数面板以及若干压力表,所述计数面板以及所述压力表的数量与所述打刀缸的数量对应,每一所述计数面板显示一所述打刀缸的打刀次数,每一所述压力表监测一所述打刀缸的压力。
7.进一步的,所述打刀缸为液压打刀缸、气转液打刀缸以及气压打刀缸中的至少两种。
8.进一步的,所述机床松拉刀系统快速试验装置还包括负载调整装置,所述负载调整装置安装于所述打刀缸以及所述机架之间调节所述打刀缸的负载力。
9.进一步的,所述负载调整装置为打刀碟簧。
10.进一步的,所述机床松拉刀系统快速试验装置还包括电控箱,所述计数面板以及压力表分别安装于所述电控箱上。
11.进一步的,所述机床松拉刀系统快速试验装置还包括控制面板,所述控制面板与所述计数面板以及所述压力表电性连接,所述控制面板能够设定打刀次数、保压检测频率以及保压时间。
12.进一步的,所述机床松拉刀系统快速试验装置还包括动力源,所述动力源安装于所述机架并控制所述打刀缸运作。
13.进一步的,所述动力源为液压站或气压源。
14.相比现有技术,本实用新型机床松拉刀系统快速试验装置的打刀缸的数量为多
个,多个打刀缸属于不同种类,机床松拉刀系统快速试验装置还包括若干计数面板以及若干压力表,计数面板以及压力表的数量与打刀缸的数量对应,每一计数面板显示一打刀缸的打刀次数,每一压力表监测一打刀缸的压力,通过上述设计,机床松拉刀系统快速试验装置能够检测不同类型的打刀缸的寿命、密封性;打刀缸的负载能够调节;整个检测过程自动化。
附图说明
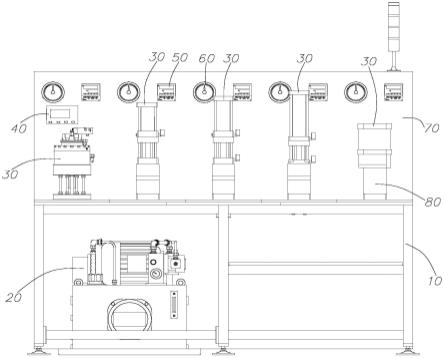
15.图1为本实用新型机床松拉刀系统快速试验装置的主视图;
16.图2为图1的机床松拉刀系统快速试验装置的侧视图。
17.图中:10、机架;20、动力源;30、打刀缸;40、控制面板;50、计数面板;60、压力表;70、电控箱;80、负载调整装置。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在另一中间组件,通过中间组件固定。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在另一中间组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在另一中间组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.图1至图2为本实用新型机床松拉刀系统快速试验装置,包括机架10、动力源20、打刀缸30、控制面板40、计数面板50、压力表60、电控箱70以及负载调整装置80。
22.机架10用于安装动力源20以及打刀缸30。
23.动力源20为液压站或气压源中的任意一种。动力源20安装于机架10的底部。
24.打刀缸30安装于机架10顶部。打刀缸30的数量为多个,多个打刀缸30的种类不同,分别满足不同规格主轴的打刀试验。在本实施例中,打刀缸30为液压打刀缸、气转液打刀缸以及气压打刀缸。其中,气压打刀缸分为两种不同类型。
25.控制面板40安装于电控箱70,控制面板40与计数面板50以及压力表60连接。控制面板40可以设定打刀次数,保压检测频率及时间,同时通过检测松刀命令与松刀感应器时间,确认打刀时间,同时对压力,次数,打刀时间,保压检测相关数据绘制变化趋势图。
26.计数面板50安装于电控箱70并与控制面板40电性连接。计数面板50的数量与打刀缸30的数量相同,每一计数面板50对应一打刀缸30。计数面板50记录对应打刀缸30打刀的
次数。
27.压力表60安装于电控箱70并与控制面板40电性连接。压力表60的数量与打刀缸30的数量相同,每一压力表60对应一打刀缸30。压力表60监控对应打刀缸30的压力变化并将数据传递至控制面板40。
28.电控箱70位于机架10一侧。电控箱70上安装控制面板40、计数面板50以及压力表60。
29.负载调整装置80可拆卸地安装于机架10以及打刀缸30之间,以调节打刀缸30的负载力。具体的,负载调整装置80为碟簧,通过调节碟簧的数量调节打刀缸30的负载力。
30.在使用机床松拉刀系统快速试验装置进行漏气测试时,打刀缸30连续打刀一定次数后,对打刀缸30密封性进行试验,将标准压力打入缸体内部后,关闭缸体出压口,通过压力表60以及控制面板40记录缸体内规定时间内压力变化状况,以此判断漏气状况。控制面板40记录每次打刀缸30的打刀压力和打刀节拍,将连续的多次数据汇成曲线,通过数据对比分析打刀缸30泄露状况。
31.在使用机床松拉刀系统快速试验装置进行寿命测试时,设定打刀缸30的模拟打刀次数,测试打刀缸30全寿命周期内性能变化。通过对全寿命周期性能变化研究,测试全生命周期的部分时间,来推测该打刀缸30的性能状况。
32.本技术可以同时对多组不同类型的打刀缸30不同受力进行试验;可以对打刀缸30的使用寿命做快速有效的测试;通过对性能良好产品的试验数据的分析处理,了解打刀缸30的性能变化规律;利用性能变化规律,可以通过检测全生命周期的部分时间性能变化,推测该打刀缸30使用性能,打刀缸30的负载能够调节;整个检测过程自动化。
33.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进演变,都是依据本实用新型实质技术对以上实施例做的等同修饰与演变,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1