一种汽车座椅后靠背二位锁性能检测设备的制作方法
1.本技术涉及靠背锁性能检测设备生产技术领域,尤其是涉及一种汽车座椅后靠背二位锁性能检测设备。
背景技术:
2.汽车生产行业中,汽车的后排座椅需要通过一个连接机构与车身进行连接,该连接机构即为靠背锁;使用时,靠背锁的锁舌与固定锁扣相互勾连,以此保证座椅的固定;或者人工扳动手柄解锁,实现座椅的翻转。
3.相关技术中,参照图1与图2,一种后靠背二位锁,包括锁体100,锁体100包括底座110与盖板120,底座110与盖板120通过两个空心铆钉200连接;盖板120外壁对应任一空心铆钉200均成型有定位槽130,且任一定位槽130的径向尺寸均大于空心铆钉200的径向尺寸;底座110和盖板120上设有相互勾连的第一锁舌300与第一止动钩400,二者之间形成一档锁位800;锁体100位于一档锁位800背离一档锁位800的位置平行设置有第二锁舌500与第三锁舌600,且二者同时勾连第二止动钩700,并以此形成二档锁位900;且第一锁舌300、第二锁舌500与第三锁舌600背离相应一档锁位800或二档锁位900的侧壁安装有解锁手柄140。使用时,推动锁扣自锁体100开口处向锁体100内移动,锁扣首先推动第一锁舌300,并进入一档锁位800;此时,若扳动解锁手柄140,锁体100将解锁,锁扣从一档锁位800脱出;此时,若扳动解锁手柄140,并继续推动锁扣,锁扣将进入二档锁位900;之后,再扳动解锁手柄140,锁体100解锁,锁扣从二档锁位900内脱出。
4.针对上述中的相关技术,为保证汽车后排座椅与车身的正常固定,后靠背二位锁的闭锁力、锁紧力以及解锁力成为评估后靠背二位锁质量合格与否的重要依据;但是,发明人认为,目前行业内缺少对靠背锁相关性能的研究及相应检测设备,使得后靠背二位锁的生产质量常常得不到保证,进而影响汽车座椅安装的稳定性,存在待改进之处。
技术实现要素:
5.为了便于对相关技术中后靠背二位锁的闭锁力、锁紧力以及解锁力性能进行测试,提升流入市场的后靠背二位锁的质量,本技术提供一种汽车座椅后靠背二位锁性能检测设备。
6.本技术提供的一种汽车座椅后靠背二位锁性能检测设备,采用如下的技术方案:
7.一种汽车座椅后靠背二位锁性能检测设备,包括机架,所述机架上滑移设有用于装夹锁体的支撑工装,所述支撑工装上对应空心铆钉设有定位销,所述定位销与空心铆钉内壁滑移配合;所述机架上位于支撑工装的上方设有模拟螺栓对锁体压紧力的模拟压紧力工装,所述机架上位于支撑工装水平方向的一侧设有用于模拟上锁状态的模拟上锁工装,所述机架上还设有用于驱动模拟上锁工装滑移的动力组件;所述模拟上锁工装上设置有用于测试锁体各档锁位所受闭锁力、锁紧力的推拉力传感器;所述支撑工装水平方向的一侧还设有用于驱动锁体解锁的模拟拉手旋转解锁工装,且所述模拟拉手旋转解锁工装上设测
试锁体解锁力的推力传感器;机架上还设置有用于驱动模拟拉手旋转解锁工装水平滑移的驱动组件。
8.通过采用上述技术方案,对锁体性能进行检测时,工作人员首先将锁体置于支撑工装上,并保证空心铆钉分别滑移套设于对应定位销上,以此实现锁体在支撑工装上的准确定位;然后,模拟压紧力工装下降至锁体表面,并压紧到规定值,模拟m10螺栓所产生的对锁体的压紧力;之后,动力组件驱动模拟上锁工装水平滑移至锁体开口处并进入一档锁位,此时,推拉力传感器检测上锁过程中的最大推力,即为一档锁位的闭锁力,闭锁力小于等于70n;随后,动力组件驱动模拟上锁工装反向滑移,拉动相应锁舌发生一定位移(此距离可设定),在此距离内,以此推拉力传感器测得最大拉力,即为一档锁位的锁紧力,若锁紧力大于250n,判定该一档锁位闭锁力、锁紧力合格。而后,动力组件再驱动模拟上锁工装回到一档锁位正常位置,释放反拉力。进一步的,驱动组件驱动模拟拉手旋转解锁工装向锁体的解锁手柄侧滑移,直至模拟拉手旋转解锁工装的解锁端伸入解锁手柄内;之后,模拟拉手旋转解锁工装转动,驱动解锁手柄同步转动,当解锁角度为25
°±3°
,推力传感器检测到推力小于49n;并且,设定一个反向拉力,拉动解锁手柄,此拉力消失后,解锁手柄回退10mm,则判定一档锁位功能合格。
9.更进一步的,模拟拉手旋转解锁工装控制一档解锁角度30
°
,动力组件驱动模拟上锁工装在一档锁位外(10mm)推向二档锁位,推动一定距离(此距离可设定)后,驱动组件驱动模拟拉手旋转解锁工装退出解锁手柄,模拟上锁工装继续向二档锁位侧推进,直至进入二档锁位;同理,推拉力传感器检测上锁过程中的最大推力,即为二档锁位的闭锁力,此闭锁力小于等于70n;随后,动力组件驱动模拟上锁工装反向滑移,拉动相应锁舌发生一定位移(此距离可设定),在此距离内,以此推拉力传感器测得最大拉力,即为二档锁位的锁紧力,若锁紧力大于250n,判定该二档锁位闭锁力、锁紧力合格。随后,动力组件再驱动模拟上锁工装回到二档锁位正常位置,释放反拉力。而后,模拟拉手旋转解锁工装转动,驱动解锁手柄同步转动,当解锁角度为33.2
°±3°
,推力传感器检测到解锁力小于等于60n;并且,设定一个反向拉力,拉动解锁手柄,此拉力消失后,解锁手柄回退至初始位置,则判定二档锁位功能合格。
10.采用此种方式,便于对汽车座椅后靠背二位锁一档锁位、二档锁位的相关闭锁力、锁紧力及解锁力性能进行检测,有效提升流入市场的汽车座椅后靠背二位锁的合格率,进而提升汽车座椅安装于车身上的稳定性。
11.优选的,所述模拟压紧力工装包括安装于机架上的增压缸,所述增压缸的活塞杆呈竖直设置,且所述增压缸活塞杆的端部安装有模拟螺钉压头,所述模拟螺钉压头与定位槽呈抵紧设置。
12.通过采用上述技术方案,借助增压缸及模拟螺钉压头模拟螺钉所产生的压紧力对锁体进行压紧,压紧力稳定,且安装方便,有助于提升制造该后靠背二位锁性能检测设备时的便捷性。
13.优选的,所述模拟上锁工装包括安装座,所述安装座靠近支撑工装的一端设置有仿形锁扣;所述动力组件包括安装于滑移座背离仿形锁扣一端的伺服电缸,所述伺服电缸活塞杆的伸缩方向平行于锁体开口的深度方向,所述伺服电缸活塞杆的端部与仿形锁扣固定连接,且所述推拉力传感器安装于伺服电缸活塞杆与仿形锁扣之间。
14.通过采用上述技术方案,实际检测过程中,伺服电缸活塞杆伸缩,带动仿形锁扣沿锁体开口的深度方向往复滑移,用以实现仿形锁扣的上锁、拉锁及退锁动作,推拉力传感器检测此过程中伺服电缸活塞杆对仿形锁扣的推力或拉力,即表现为该锁体的闭锁力或锁紧力,以此实现对锁体相应性能的检测,模拟上锁过程自动化程度高,有助于节省人力,提升检测作业效率。
15.优选的,所述机架上设置有用于供安装座水平滑移的滑轨,所述滑轨的长度方向平行于机架的长度方向,所述机架上设置有用于驱动安装座滑移的左右锁切换气缸;所述安装座下侧的机架上设置有转盘,所述转盘的转动轴线呈竖直设置,所述安装座与转盘固定连接,所述机架位于滑轨长度两端的位置均设置有用于推动安装座转动的推动件,且两组所述推动件关于支撑工装呈对称设置;任一所述推动件包括沿对应锁体开口的深度方向平行间隔设置的第一挡杆与第二挡杆。
16.通过采用上述技术方案,由于后靠背锁包括对称的左锁及右锁,初始状态时,伺服电缸宽度方向一侧的安装座同时抵接一组第一挡杆与第二挡杆,以保证模拟上锁工装与所测锁体类型匹配;当需要检测的锁体类型改变时,左右锁切换气缸启动,带动安装座及其上仿形锁扣沿滑轨长度方向向另一组第一挡杆与第二挡杆侧滑移,当安装座的另一侧同时抵接另一组第一挡杆与第二挡杆时,则安装座的长度方向,即伺服气缸活塞杆的长度方向平行于对应锁体的长度方向,以此实现模拟上锁工装角度的调换,使其满足对应锁体的检测要求,从而使得该汽车座椅后靠背二位锁性能检测设备同时满足左锁与右锁的检测要求,有助于扩大该汽车座椅后靠背二位锁性能检测设备的适用性。
17.优选的,所述机架上设置有用于监控解锁手柄位置的解锁检测传感器。
18.通过采用上述技术方案,当仿形锁扣进入一档锁位或二档锁位时,解锁检测传感器对解锁手柄的位置进行检测,监控其是否位于锁体正常上锁状态时所处的位置,以此判断锁体是否正常上锁,从而有效提升检测数据的准确性。
19.优选的,所述模拟拉手旋转解锁工装包括竖直设置于机架上的转杆,所述转杆的转动轴线平行于自身轴线方向,所述机架上设置有用于驱动转杆转动的转动件;所述模拟拉手旋转解锁工装还包括用于扳动解锁手柄的推柄,所述推柄安装于转杆靠近支撑工装的一端,所述推柄伸入解锁手柄内并与解锁手柄卡接。
20.通过采用上述技术方案,将推柄安装于转杆上,利用转动件驱动转杆转动,转杆带动其上推柄同步转动,以此实现推柄对解锁手柄的扳动动作;扳动结构简单,有助于进一步降低企业生产成本。
21.优选的,所述转动件包括步进电机,所述步进电机的输出轴呈竖直设置,所述转杆与步进电机的输出轴通过皮带轮传动连接。
22.通过采用上述技术方案,利用步进电机驱动转杆转动,驱动结构简单,有助于进一步提升制造该汽车座椅后靠背二位锁性能检测设备时的便捷性。
23.优选的,所述驱动组件包括解锁推进气缸,所述解锁推进气缸的缸体安装于转杆靠近支撑工装的一端,所述解锁推进气缸的活塞杆呈水平设置,且所述推柄安装于解锁推进气缸活塞杆的端部。
24.通过采用上述技术方案,利用解锁推进气缸驱动推柄水平滑移,实现推柄相对解锁手柄卡接或后退动作,驱动结构简单,有效节省企业生产成本。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.借助模拟压紧力工装模拟螺栓所产生的压紧力对锁体进行压紧,借助模拟上锁工装模拟锁体上锁状态;借助推拉力传感器检测锁体上锁时的闭锁力与锁紧力,同时借助模拟拉手旋转解锁工装辅助扳动解锁手柄,并利用推力传感器检测锁体的解锁力,以此实现对汽车座椅后靠背二位锁的闭锁力、锁紧力及解锁力进行检测,检测过程自动化程度高,检测过程省时省力,有效提升检测作业效率;同时有效提升流入市场的汽车座椅后靠背二位锁的合格率,提升汽车座椅安装于车身上的稳定性;
27.利用安装于仿形锁扣与伺服电缸活塞杆之间的推拉力传感器,实现对后靠背二位锁闭锁力与锁紧力的检测,检测结构简单,有效提升企业制造该汽车座椅后靠背二位锁时的便捷性,同时节省企业生产成本;
28.通过设置左右锁切换气缸以及两组推动件,实现对模拟上锁工装角度的切换,从而使该汽车座椅后靠背二位锁性能检测设备同时满足左锁与右锁的检测要求,有效提升该汽车座椅后靠背二位锁性能检测设备的适用性。
附图说明
29.图1是主要体现相关技术中锁体整体结构的轴测示意图。
30.图2是主要体现相关技术中一档锁位、二档锁位设置位置的轴测示意图。
31.图3是本技术实施例主要体现该汽车座椅后靠背二位锁性能检测设备整体结构的平面示意图。
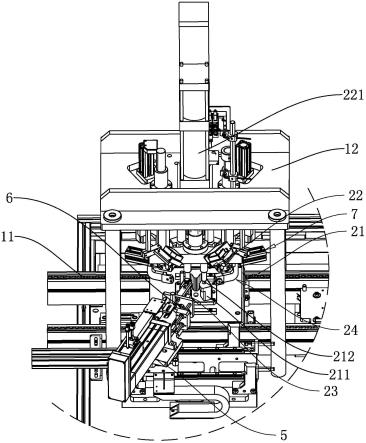
32.图4是本技术实施例主要体现性能检测工位上主要组成部件安装位置的局部放大图。
33.图5是本技术实施例主要体现模拟压紧力工装整体结构的轴测示意图。
34.图6是本技术实施例主要体现模拟上锁工装整体结构的轴测示意图。
35.图7是本技术实施例主要体现模拟上锁工装整体结构的平面示意图。
36.图8是本技术实施例主要体现模拟拉手旋转解锁工装整体结构的轴测示意图。
37.图9是本技术实施例主要体现模拟拉手旋转解锁工装整体结构的平面示意图。
38.附图标记:1、机架;11、滑道;12、支撑架;121、解锁检测传感器;122、转动件;1221、步进电机;13、滑轨;14、左右锁切换气缸;2、性能检测工位;21、支撑工装;211、工作台;212、定位销;22、模拟压紧力工装;221、增压缸;222、压板;223、模拟螺钉压头;23、模拟上锁工装;231、安装座;232、仿形锁扣;233、伺服电缸;234、轨座;235、转盘;24、模拟拉手旋转解锁工装;241、转杆;242、推柄;243、推力传感器;3、激光打标工位;4、成品检测工位;5、动力组件;6、推拉力传感器;7、驱动组件;71、解锁推进气缸;8、推动件;81、第一挡杆;82、第二挡杆;100、锁体;110、底座;120、盖板;130、定位槽;140、解锁手柄;200、空心铆钉;300、第一锁舌;400、第一止动钩;500、第二锁舌;600、第三锁舌;700、第二止动钩;800、一档锁位;900、二档锁位。
具体实施方式
39.以下结合附图3-9,对本技术作进一步详细说明。
40.本技术实施例公开一种汽车座椅后靠背二位锁性能检测设备。
41.参照图3,一种汽车座椅后靠背二位锁性能检测设备,用于对汽车座椅后靠背二位锁的闭锁力、锁紧力以及解锁力等相关性能进行检测,从而提升流入市场的后靠背二位锁的质量。包括机架1、以及水平设置于机架1上的滑道11,滑道11的长度方向平行于机架1的长度方向,滑道11上沿自身长度方向依次设置有性能检测工位2、激光打标工位3以及成品检测工位4。
42.使用时,性能检测工位2对相应锁体100的闭锁力、锁紧力以及解锁力相关性能进行检测,并把检测所得数值记录在计算机内;锁体100性能检测完毕后,ng产品由机械手转移至废料箱内进行暂存,合格产品经滑道11流至激光打标工位3,进行打标;之后,再自动流至成品检测工位4进行成品检测。
43.参照图4和图9,其中,性能检测工位2包括滑移设置于滑道11上的用于装夹锁体100的支撑工装21,支撑工装21包括工作台211,工作台211上侧竖直设置有定位销212,且定位销212与锁体100上的空心铆钉200呈对应设置;同时,机架1上位于工作台211的上方升降设置有用于模拟螺栓对锁体100压紧力的模拟压紧力工装22;机架1上位于锁体100的开口侧水平滑移设置有用于模拟上锁状态的模拟上锁工装23,且机架1上还设置有用于驱动模拟上锁工装23滑移的动力组件5;模拟上锁工装23上设置有用于测试锁体100各档锁位所受闭锁力、锁紧力的推拉力传感器6;机架1上位于支撑工装21靠近解锁手柄140的位置设置有模拟拉手旋转解锁工装24,且模拟拉手旋转解锁工装24上设置有用于测试锁体100解锁力的推力传感器243;机架1上还设置有用于驱动模拟拉手旋转解锁工装24水平滑移的驱动组件7。
44.对锁体100性能进行检测时,工作人员首先将锁体100置于工作台211上,并使空心铆钉200滑移套设于对应定位销212上,以此将锁体100准确装夹于于支撑工装21上;然后,模拟压紧力工装22下降至锁体100表面,并将锁体100压紧至预设值、模拟m10螺栓对锁体100所产生的压紧力;随后,动力组件5再驱动模拟上锁工装23水平滑移至锁体100的开口处,并进入一档锁位800,此时推拉力传感器6检测上锁过程中的最大推力,即为一档锁位800的闭锁力,若闭锁力小于等于70n;动力组件5再驱动模拟上锁工装23反向滑移,拉动相应锁舌产生一定位移(此距离可设定);此时,推拉力传感器6检测一档锁位800的锁紧力,若该解锁力大于250n,判定对应锁体100一档锁位800的闭锁力、锁紧力功能合格;之后,动力组件5再驱动模拟上锁工装23复位至一档锁位800的正常位置,释放反拉力;而后,驱动组件7驱动模拟拉手旋转解锁工装24向锁体100的解锁手柄140侧滑移,直至模拟拉手旋转解锁工装24的解锁端伸入解锁手柄140内;之后,模拟拉手旋转解锁工装24转动,驱动解锁手柄140同步转动,直至锁体100解锁,若此时解锁手柄140转动角度为25
°±3°
,且推力传感器243检测到推力小于49n;并且设定一个反向拉力,若此拉力消失后,解锁手柄140回退10mm,则判定一档锁位800功能合格。
45.而后,检测二档锁位900的相应性能;具体的,模拟拉手旋转解锁工装24控制一档解锁角度30
°
,动力组件5同时驱动模拟上锁工装23在一档锁位800外(10mm)推向二档锁位900;推动一定距离(此距离可设定)后,驱动组件7驱动模拟拉手旋转解锁工装24向退出解锁手柄140,模拟上锁工装23继续向二档锁位900侧推进,直至进入二档锁位900;此时,推拉力传感器6检测上锁过程中的最大推力,即为二档锁位900的闭锁力,若闭锁力小于等于70n;动力组件5再驱动模拟上锁工装23反向滑移,拉动相应锁舌产生一定位移(此距离可设
定);此时,推拉力传感器6检测二档锁位900的锁紧力,若该锁紧力大于250n,判定对应锁体100二档锁位900的闭锁力、锁紧力功能合格;随后,动力组件5再驱动模拟上锁工装23复位至二档锁位900的正常位置,释放反拉力;之后,驱动组件7驱动模拟拉手旋转解锁工装24的解锁端伸入解锁手柄140内,模拟拉手旋转解锁工装24转动,驱动解锁手柄140同步转动,直至锁体100解锁;若此时,解锁手柄140转动角度为33.2
°±3°
,且推力传感器243检测到此时推力小于49n;再设定一个反向拉力,若此拉力消失后,解锁手柄140回退10mm,则判定二档锁位900的功能合格,以此完成对二档锁位900相应闭锁力、锁紧力及解锁力的检测。
46.具体而言,参照图4和图5,机架1的上侧安装有支撑架12,模拟压紧力工装22包括安装于支撑架12上的增压缸221,增压缸221的缸体与支撑架12固定连接,增压缸221的活塞杆竖直向下设置;增压缸221活塞杆的端部水平固定有压板222,压板222的下侧面竖直固定有模拟螺钉压头223,模拟螺钉压头223与定位销212一一对应,且模拟螺钉压头223的径向尺寸均略小于定位槽130的径向尺寸;工作时,模拟螺钉压头223与定位槽130呈抵紧设置,以此模拟螺栓对锁体100的压紧力。
47.参照图6和图7,模拟上锁工装23设置于工作台211水平方向一侧的机架1上,模拟上锁工装23包括安装座231以及设置于安装座231靠近工作台211一端的仿形锁扣232;动力组件5包括设置于安装座231上的伺服电缸233;伺服电缸233活塞杆的端部与仿形锁扣232固定连接,推拉力传感器6安装于伺服电缸233活塞杆与仿形锁扣232之间。使用时,仿形锁扣232位于锁体100的开口处,且伺服电缸233活塞杆的伸缩方向平行于锁体100开口的深度方向;伺服电缸233的活塞杆伸长,驱动仿形锁扣232推动相应锁舌,并进入对应锁位;与此同时,推拉力传感器6检测伺服电缸233活塞杆对仿形锁扣232的最大推力,即为相应档位的闭锁力;同理,当仿形锁扣232与锁体100锁紧后,伺服电缸233活塞杆收缩,推拉力传感器6检测伺服电缸233活塞杆对仿形锁扣232的最大拉力,即为相应档位的锁紧力。
48.由于后靠背锁包括对称的左锁及右锁,为提升该汽车座椅后靠背二位锁性能检测设备的适用性,使其同时满足左锁与右锁的检测要求,机架1上对应安装座231水平设置有滑轨13,滑轨13与滑道11呈平行间隔设置;安装座231下侧适配滑轨13设置有轨座234,轨座234呈水平设置,且轨座234上安装有转盘235,转盘235的转动轴线呈竖直设置,转盘235与安装座231固定连接;同时,机架1上位于滑轨13的一端设置有左右锁切换气缸14,左右锁切换气缸14活塞杆的伸缩方向平行于滑轨13的长度方向,且左右锁切换气缸14活塞杆的端部与轨座234固定连接。
49.另外,为保证仿形锁扣232正常模拟上锁过程,机架1上位于滑轨13长度的两端均设置有用于推动转盘235转动的推动件8,且两组推动件8关于支撑工装21呈对称设置;本技术的此实施例中,推动件8包括平行间隔设置的第一挡杆81及第二挡杆82,第一挡杆81及第二挡杆82均呈竖直设置,且两组推动件8的第一挡杆81与第二挡杆82之间的连线方向分别平行左锁开口的深度方向以及右锁开口的深度方向。
50.初始状态时,安装座231位于滑轨13长度方向一端的侧壁同时抵接对应侧的一组第一挡杆81与第二挡杆82,以此保证伺服电缸233活塞杆的伸缩方向平行于对应锁体100开口的深度方向;当需要检测锁体100的类型改变时,左右锁切换气缸14启动,其活塞杆伸缩,并带动安装座231水平滑移至另一组推动件8处,并使安装座231靠近另一组推动件8的侧壁,同对应的第一挡杆81与第二挡杆82抵接,从而使伺服电缸233活塞杆的伸缩方向转动至
与对应锁体100开口的深度方向平行,以此完成模拟上锁工装23角度的切换。
51.并且,参照图4,模拟拉手旋转解锁工装24对应左锁检测状态及右锁检测状态各设置有一个。
52.参照图5,为保证相应左锁及右锁检测结果的准确性,支撑架12上对应左锁解锁手柄140、右锁解锁手柄140正上方的位置均设置有解锁检测传感器121,解锁检测传感器121用于监控解锁手柄140所处位置,以此保证锁体100的正常上锁及解锁。
53.参照图8和9,模拟拉手旋转解锁工装24包括竖直设置于支撑架12上的转杆241,转杆241的转动轴线平行于自身的轴线方向,转杆241的下端位于工作台211水平方向的一侧,模拟拉手旋转解锁工装24包括水平滑移设置于转杆241下端的推柄242,且转杆241的下端设置有用于驱动推柄242滑移的驱动组件7;驱动组件7包括解锁推进气缸71,解锁推进气缸71的缸体与转杆241固定连接,解锁推进气缸71的活塞杆呈水平设置,且解锁推进气缸71活塞杆的端部与推柄242固定连接。
54.使用时,推柄242的端部伸入解锁手柄140内,并与解锁推柄242卡接;并且,为便于对推柄242扳动解锁手柄140时的解锁力进行监测,推力传感器243安装于推柄242解锁端靠近解锁手柄140的一侧。同时,支撑架12上还设置有用于驱动转杆241转动的转动件122,转动件122包括步进电机1221,步进电机1221的输出轴呈竖直设置,步进电机1221的输出轴与转杆241通过皮带轮传动连接。
55.本技术实施例一种汽车座椅后靠背二位锁性能检测设备的实施原理为:对锁体100相关性能进行检测时,工作人员首先将锁体100置于工作台211上预设位置;然后,增压缸221活塞杆伸长,驱动压板222竖直下降,压板222带动模拟螺钉压头223抵紧于定位槽130内,直至压紧力达到预设值。随后,伺服电缸233活塞杆伸长,推动仿形锁扣232沿锁体100开口深度方向移动,直至仿形锁扣232进入一档锁位800;此时推拉力传感器6检测上锁过程中的最大推力,即为一档锁位800的闭锁力,若闭锁力小于等于70n;随后,伺服电缸233活塞杆收缩,同时带动仿形锁扣232反向拉动相应锁舌,与此同时,推拉力传感器6检测一档锁位800的锁紧力;若此锁紧力大于250n,判定一档锁位800的此功能合格;而后,解锁推进气缸71活塞杆伸长,带动推柄242向解锁手柄140一侧滑移,直至推柄242端部与解锁手柄140卡接;之后,步进电机1221驱动转杆241及推柄242转动,使得推柄242扳动解锁手柄140解锁;若此时解锁手柄140转动角度为25
°±3°
,且推力传感器243检测到推力小于49n;并且设定一个反向拉力,若此拉力消失后,解锁手柄140回退10mm,则判定一档锁位800功能合格。
56.之后,推柄242推动解锁手柄140保持一档锁位800解锁角度为30
°
,伺服电缸233活塞杆伸长,推动仿形锁扣232在一档锁位800外(10mm)推向二档锁位900,;推动一定距离(此距离可设定)后,解锁推进气缸71驱动推柄242退出解锁手柄140,伺服电缸233活塞杆继续伸长,直至推动仿形锁扣232进入二档锁位900;此时,推拉力传感器6检测上锁过程中的最大推力,即为二档锁位900的闭锁力;若闭锁力小于等于70n,伺服电缸233活塞杆收缩,拉动相应锁舌产生一定位移(此距离可设定);此时,推拉力传感器6检测此过程的最大拉力,即为二档锁位900的锁紧力;若该锁紧力大于250n,判定对应锁体100二档锁位900的闭锁力、锁紧力功能合格;随后,伺服电缸233再驱动仿形锁扣232复位至二档锁位900的正常位置,释放反拉力;之后,解锁推进气缸71驱动推柄242伸入解锁手柄140内,步进电机1221驱动推柄242转动,推柄242扳动解锁手柄140解锁;若此时,解锁手柄140转动角度为33.2
°±3°
,且
推力传感器243检测到此时最大推力,即二档锁位900处的解锁力,小于49n,再设定一个反向拉力;若此拉力消失后,解锁手柄140回退10mm,则判定二档锁位900的相应功能合格,以此完成对二档锁位900相应闭锁力、锁紧力及解锁力的检测。
57.采用此种方式,对汽车座椅后靠背二位锁相应档位的闭锁力、锁紧力及解锁力进行检测,检测设备自动化程度高,检测过程省时省力,有效提升检测作业效率;并且,锁体100经性能检测设备检测合格后流入市场,有效提升市场中汽车座椅后靠背二位锁的质量,从而有效提升汽车座椅安装于车身上的稳定性。
58.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1