一种通用托盘AOI检测设备的制作方法
一种通用托盘aoi检测设备
技术领域
1.本实用新型涉及承载治具领域,特别涉及一种通用托盘aoi检测设备。
背景技术:
2.aoi(automated optical inspection缩写)的中文全称是自动光学检测,是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的设备。aoi是新兴起的一种新型测试技术,但发展迅速,很多厂家都推出了aoi测试设备。
3.现有的电子元器件连线生产中,通过自动化托盘对电子元器件包装后,需要进行aoi检测。现有检测方式需要频繁的对托盘进行自动化换线,且检测设备无法在线检测,全检效率低,人工成本高。
技术实现要素:
4.本实用新型的目的是提供一种自动化程度高、可实现无人化全检的通用托盘aoi检测设备,至少能够解决上述问题之一。
5.根据本实用新型的一个方面,提供了一种通用托盘aoi检测设备,至少包括:
6.机台;
7.自动换盘装置,安装于机台且配置为对输送承载有待检测工件的第一料盘以及空的第一料盘;
8.传送装置,安装于机台,配置为运输第二料盘;
9.吸取运输装置,安装于机台且与自动换盘装置、传送装置相配合,配置为吸取第一料盘内的待检测工件并上料至第二料盘以及吸取所述第二料盘内的工件并下料至第一料盘;
10.检测装置,安装于所述机台且位于所述传送装置的一端,配置为对所述第一料盘内的待检测工件进行aoi检测;
11.补料抛料装置,安装于机台且位于所述传送装置的另一端,配置为对经检测装置检测不合格的工件进行抛料以及将替补工件补入第二料盘中的缺料位置。
12.由此,本实用新型提供了一种全新结构的检测设备,该检测设备的工作原理为:
13.电子元器件等工件在连线生产中完成自动化料盘包装后,被运输至自动换盘装置,在自动换盘装置的作用下运输至上料工位,吸取运输装置自动吸取待检测工件并输送至传送装置,在传送装置的作用下被传送至检测装置进行aoi检测,然后传送至补料抛料装置,补料抛料装置根据检测结果自动进行抛料、补料等工作,最后得到均为ok工件,这些ok工件在传送装置和吸取运输装置的作用下再被运输回到自动换盘装置。
14.本实用新型提供了一种能够完成全自动aoi检测和筛选功能的通用托盘aoi检测设备,可实现无人化全检,该设备可代替电子厂人工全检流水线作业,生产效率高,人工成本低,每天每台机可节约8-10人,效率提升50%。
15.在一些实施方式中,传送装置包括至少两个相衔接的皮带传送机构以及安装于皮
带传送机构且与第二料盘限位配合的限位机构。由此,每个皮带传送机构都能够独立驱动,便于实现第二料盘的快速传送。
16.在一些实施方式中,吸取运输装置包括多轴驱动机构和吸料机构,多轴驱动机构安装于机台,吸料机构安装于多轴驱动机构且与待检测工件相配合。由此,可实现快速吸料、运输。
17.在一些实施方式中,检测装置包括第一检测机构,第一检测机构安装于机台且与第二料盘内的待检测工件相配合,配置为从上至下对待检测工件进行检测;
18.第一检测机构包括第一多轴驱动模组、第一检测模组和第二检测模组,第一多轴驱动模组安装于机台,第一检测模组、第二检测模组安装于多轴驱动模组。
19.在一些实施方式中,检测装置还包括第二检测机构,第二检测机构安装于机台且位于自动换盘装置和传送装置之间,第二检测机构与吸取运输装置相配合,配置为从下至上对吸取运输装置吸取的待检测工件进行检测。
20.在一些实施方式中,补料抛料装置包括补料抛料机构、压紧机构、补料料盘、抛料盒,压紧机构安装于传送装置的末端且与第二料盘限位配合,用于从上至下压紧第二料盘,补料抛料机构与所述第二料盘内的检测完成后的工件、补料料盘内的替补工件以及抛料盒相配合,用于将检测不合格的工件运输至抛料盒以及将替补工件补入第二料盘中的缺料位置。
21.在一些实施方式中,压紧机构包括驱动气缸和压紧件,驱动气缸安装于传送装置,压紧件安装于驱动气缸的驱动端且与第二料盘相配合。
22.在一些实施方式中,补料抛料机构包括第二多轴驱动模组、吸料模组,第二多轴驱动模组安装于机台,吸料模组安装于第二多轴驱动模组且与第二料盘的工件相配合。
23.在一些实施方式中,补料抛料装置还包括顶升机构,顶升机构安装于机台且与最末端的传送装置相配合,用于将最末端的传送装置以及其上的第二料盘顶升,顶升机构包括顶升气缸和顶升件,顶升气缸安装于机台,顶升件安装于最末端的传送装置的底部。
24.本实用新型的有益效果:
25.本实用新型提供了一种全新结构的检测设备,该检测设备的工作原理为:
26.电子元器件等工件在连线生产中完成自动化料盘包装后,被运输至自动换盘装置,在自动换盘装置的作用下运输至上料工位,吸取运输装置自动吸取待检测工件并输送至传送装置,在传送装置的作用下被传送至检测装置进行aoi检测,然后传送至补料抛料装置,补料抛料装置根据检测结果自动进行抛料、补料等工作,最后得到均为ok工件,这些ok工件在传送装置和吸取运输装置的作用下再被运输回到自动换盘装置。
27.本实用新型提供了一种能够完成全自动aoi检测和筛选功能的通用托盘aoi检测设备,可实现无人化全检,该设备可代替电子厂人工全检流水线作业,生产效率高,人工成本低,每天每台机可节约8-10人,效率提升50%。
附图说明
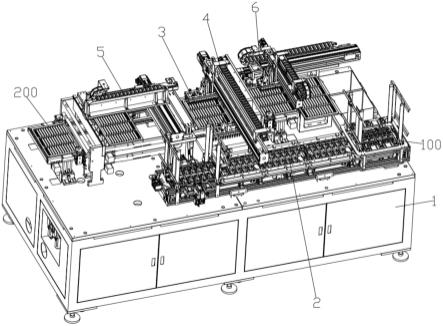
28.图1为本实用新型一实施方式的通用托盘aoi检测设备的立体结构示意图;
29.图2为图1所示的通用托盘aoi检测设备的俯视结构示意图;
30.图3为图1所示的通用托盘aoi检测设备的自动换盘装置的立体结构示意图;
31.图4为本实用新型一实施方式的通用托盘aoi检测设备的第一料盘的立体结构示意图;
32.图5为图1所示的通用托盘aoi检测设备的吸取运输装置的立体结构示意图;
33.图6为本实用新型一实施方式的通用托盘aoi检测设备的第二料盘的立体结构示意图;
34.图7为图1所示的通用托盘aoi检测设备的省略部分结构后的立体结构示意图之一;
35.图8为图7所示的通用托盘aoi检测设备的第一检测机构的立体结构示意图;
36.图9为图7所示的通用托盘aoi检测设备的传送装置的立体结构示意图;
37.图10为图7所示的通用托盘aoi检测设备的第二检测机构的立体结构示意图;
38.图11为图1所示的通用托盘aoi检测设备的省略部分结构后的立体结构示意图之二;
39.图12为图11所示的通用托盘aoi检测设备的省略部分结构后的立体结构示意图;
40.图13为图11所示的通用托盘aoi检测设备的补料抛料机构的立体结构示意图。
41.图1~13中的附图标记:1-机台;2-自动换盘装置;3-传送装置;4-吸取运输装置;5-检测装置;6-补料抛料装置;31-皮带传送机构;32-限位机构;41-多轴驱动机构;42-吸料机构;51-第一检测机构;52-第二检测机构;61-补料抛料机构;62-压紧机构;63-补料料盘;64-抛料盒;65-顶升机构;100-第一料盘;200-第二料盘;300-工件;511-第一多轴驱动模组;512-第一检测模组;513-第二检测模组;611-第二多轴驱动模组;612-吸料模组;621-驱动气缸;622-压紧件;651-顶升气缸;652-顶升件。
具体实施方式
42.下面结合附图对本实用新型作进一步详细的说明。
43.图1~13示意性地显示了根据本实用新型的一种实施方式的通用托盘aoi检测设备。
44.如图1~13所示,该通用托盘aoi检测设备至少包括:
45.机台1;
46.自动换盘装置2,安装于机台1且配置为对输送承载有待检测工件300的第一料盘100以及空的第一料盘100;
47.传送装置3,安装于机台1,配置为运输第二料盘200;
48.吸取运输装置4,安装于机台1且与自动换盘装置2、传送装置3相配合,配置为吸取第一料盘100内的待检测工件300并上料至第二料盘200以及吸取所述第二料盘200内的工件300并下料至第一料盘100;
49.检测装置5,安装于所述机台1且位于所述传送装置3的一端,配置为对所述第一料盘100内的待检测工件300进行aoi检测;
50.补料抛料装置6,安装于机台1且位于所述传送装置3的另一端,配置为对经检测装置5检测不合格的工件300进行抛料以及将替补工件300补入第二料盘200中的缺料位置。
51.如图3所示,本实施方式的自动换盘装置2为现有装置,具体结构可以参考“公告号为cn213832326u、专利名称为自动换盘装置2”的中国实用新型专利。
52.如图9所示,传送装置3包括至少两个相衔接的皮带传送机构31以及安装于皮带传送机构31且与第二料盘200限位配合的限位机构32。本实施方式的皮带传送机构31可以为一步进电机、多个同步轮与多条传动皮带等的组合结构,限位机构32可以为位于传动皮带上端的导向板或者压紧板。由此,每个皮带传送机构31都能够独立驱动,便于实现第二料盘200的快速传送。
53.如图5所示,吸取运输装置4包括多轴驱动机构41和吸料机构42,多轴驱动机构41安装于机台1,吸料机构42安装于多轴驱动机构41且与待检测工件300相配合。由此,可实现快速吸料、运输。本实施方式的多轴驱动机构41可以为驱动运行方向与自动换盘装置2的运输方向相垂直的直线驱动模组,吸料机构42可以为与待检测工件300相配合的仿形吸嘴。
54.如图7~8所示,检测装置5包括第一检测机构51,第一检测机构51安装于机台1且与第二料盘200内的待检测工件300相配合,配置为从上至下对待检测工件300进行检测;
55.第一检测机构51包括第一多轴驱动模组511、第一检测模组512和第二检测模组513,第一多轴驱动模组511安装于机台1,第一检测模组512、第二检测模组513安装于多轴驱动模组。
56.如图7~10所示,检测装置5还包括第二检测机构52,第二检测机构52安装于机台1且位于自动换盘装置2和传送装置3之间,第二检测机构52与吸取运输装置4相配合,配置为从下至上对吸取运输装置4吸取的待检测工件300进行检测。
57.本实施方式的第一检测模组512和第二检测机构52均为ccd视觉检测模组。本实施方式的第一检测模组512和第二检测机构52可以由ccd相机和光源组成,第一检测模组512的ccd相机和光源均安装于第一多轴驱动模组511且光源设置于ccd相机的下方。第二检测机构52的ccd相机设置于机台1下方,光源设置于机台1的上端面且位于吸料机构42的吸嘴的下方。
58.本实施方式的第二检测模组513可以为激光检测仪器。具体可以为购自深视智能(sszn)公司的3d线扫相机。该仪器可实现尺寸、厚度、平整度、段差等多种参数的检测。
59.本实施方式的检测装置5可对工件300的外观、尺寸、厚度、平整度等进行检测,完全可以满足aoi检测的需求。
60.如图11~13所示,补料抛料装置6包括补料抛料机构61、压紧机构62、补料料盘63、抛料盒64,压紧机构62安装于传送装置3的末端且与第二料盘200限位配合,用于从上至下压紧第二料盘200,补料抛料机构61与所述第二料盘200内的检测完成后的工件300、补料料盘63内的替补工件300以及抛料盒64相配合,用于将检测不合格的工件300运输至抛料盒64以及将替补工件300补入第二料盘200中的缺料位置。
61.压紧机构62包括驱动气缸621和压紧件622,驱动气缸621安装于传送装置3,压紧件622安装于驱动气缸621的驱动端且与第二料盘200相配合。
62.补料抛料机构61包括第二多轴驱动模组611、吸料模组612,第二多轴驱动模组611安装于机台1,吸料模组612安装于第二多轴驱动模组611且与第二料盘200的工件300相配合。
63.补料抛料装置6还包括顶升机构65,顶升机构65安装于机台1且与最末端的传送装置3相配合,用于将最末端的传送装置3以及其上的第二料盘200顶升,顶升机构65包括顶升气缸651和顶升件652,顶升气缸651安装于机台1,顶升件652安装于最末端的传送装置3的
底部。
64.本实施方式的第一多轴驱动模组511和第二多轴驱动模组611均可以为三轴机械手,具体可以由多个直线驱动模组和升降驱动气缸621等驱动件组合而成,该驱动结构为常用驱动组合结构,具体结构不在过多说明。
65.本实用新型提供了一种全新结构的检测设备,该检测设备的工作原理为:
66.电子元器件等工件在连线生产中完成自动化料盘包装后,被运输至自动换盘装置2,在自动换盘装置2的作用下运输至上料工位,吸取运输装置4自动吸取待检测工件300并输送至传送装置3,在传送装置3的作用下被传送至检测装置5进行aoi检测,然后传送至补料抛料装置6,补料抛料装置6根据检测结果自动进行抛料、补料等工作,最后得到均为ok工件300,这些ok工件300在传送装置3和吸取运输装置4的作用下再被运输回到自动换盘装置2。
67.本实用新型提供了一种能够完成全自动aoi检测和筛选功能的通用托盘aoi检测设备,可实现无人化全检,该设备可代替电子厂人工全检流水线作业,生产效率高,人工成本低,每天每台机可节约8-10人,效率提升50%。
68.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1