镜片检测装置的制作方法
1.本实用新型涉及自动化技术领域,涉及一种镜片检测装置。
背景技术:
2.在镜片的生产过程中会不可避免的会出现一些缺陷,例如镜片表面的划痕、开口气泡以及麻点等等,为保证出厂镜片的质量,在镜片生产后需要进行对镜片缺陷的检测,目前市场上同类的检测设备均为手动检测方式,挨个取放于检测设备上,效率十分低下且人工成本较高,同时镜片的检测需要通过多个工序进行检测,各检测工序之间需要频繁进行搬运,效率得不到提升,还会进一步导致镜片的损坏,影响镜片生产质量。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种准确率高,实现了镜片检测的自动化,有效的提高镜片品质检测的效率的镜片检测装置。
4.为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
5.一种镜片检测装置,包括机架,所述机架上设置有检测机构、送料机构以及同步搬运机构,所述同步搬运机构与检测机构分别设置在送料机构两侧,所述检测机构包括检测架以及多个检测相机,所述检测架上设置有检测暗箱,多个检测相机间隔设置在检测暗箱内,所述送料机构包括驱动部件以及送料板,所述送料板上设置有多个检测工位,所述检测工位上设置有用于放置产品的检测载具,所述检测工位与检测相机一一对应设置,驱动部件带动送料板上的产品移动至检测相机下方进行单项检测完成后,同步搬运机构对送料板上的多个产品进行同步搬运使得产品完成每个检测相机的视觉检测;
6.所述检测工位两侧设置有遮光板,相邻检测工位之间设置有侧挡板,所述侧挡板与遮光板与检测暗箱相对设置,通过侧挡板与遮光板对检测暗箱底部进行遮光操作。
7.进一步的,所述检测暗箱上设置有间隔板,所述间隔板将检测暗箱分隔成多个检测空间,多个检测相机依次设置在对应检测空间内,所述侧挡板上设置有与间隔板相匹配的导向槽,所述间隔板滑设在导向槽内。
8.进一步的,所述同步搬运机构包括搬运架以及搬运板,所述搬运架上设置有搬运直线模组,所述搬运板与搬运直线模组驱动连接,所述搬运架上设置有导向架,所述搬运板滑设在导向架上,所述搬运板上设置有多个搬运抓手,所述搬运抓手与检测工位一一对应设置,通过搬运直线模组同步对多个搬运抓手抓取的产品沿着所述导向架进行往复移动。
9.进一步的,所述搬运抓手包括升降电缸,所述升降电缸与升降架驱动连接,所述升降架上设置有电夹爪,所述电夹爪上设置有两夹块,所述夹块上设置有与产品相匹配的夹槽。
10.进一步的,所述导向架上设置有导向轨道,所述搬运板上设置有导向滑块,所述导向滑块滑设在导向轨道上,所述导向架两端设置有限位板,所述限位板与搬运板相对设置。
11.进一步的,所述搬运架两侧设置有测试架,所述测试架上设置有检测传感器,两检
测传感器相对设置用以检测搬运抓手的位置情况。
12.进一步的,所述驱动部件包括驱动直线模组,所述驱动直线模组设置在机架上,所述驱动直线模组与送料板驱动连接,所述机架上设置有驱动导轨,所述送料板滑设在驱动导轨上,通过所述驱动直线模组带动送料板沿着所述驱动导轨作往复直线运动。
13.进一步的,所述检测载具通过调节部件与送料板连接,所述调节部件包括调节座以及固定架,所述检测载具设置在固定架上,所述调节座上设置有旋转台,所述旋转台与旋转电机驱动连接,所述旋转台的转动面上设置有安装架,所述安装架上设置有第一滑块,所述固定架上设置有第二滑块,所述第一滑块滑设在第二滑块上,所述第一滑块与第二滑块通过螺栓连接。
14.进一步的,所述送料机构还包括上料载具和下料载具,所述上料载具设置送料板上,所述机架上设置有移动直线模组,所述移动直线模组上设置有移动板,所述下料载具设置在移动板上。
15.进一步的,还包括亮场检测组件,所述亮场检测组件设置在机架上,所述亮场检测组件与下料载具相对设置,所述亮场检测组件包括支持架,所述支持架上设置有遮光罩,所述遮光罩内设置有测试相机,通过测试相机对下料载具上的产品进行视觉检测。
16.本实用新型的有益效果:
17.本实用新型的驱动部件带动送料板上的产品移动至检测相机下方进行单项检测完成后,同步搬运机构对送料板上的多个产品进行同步搬运使得每个产品完成不同检测相机的视觉检测,利用同步搬运机构进行产品的同步移动使得检测相机逐个对产品进行视觉检测,准确率高,提高了镜片检测的效率,且实现了镜片检测的自动化,替代人工搬运镜片的工作,减轻了人工劳动强度,节省人工成本;通过侧挡板与遮光板对检测暗箱底部进行遮光操作,使得检测相机可进行自动快速检测、定位和分类,可有效的提高镜片品质检测的效率。
附图说明
18.图1是本实用新型的一种镜片检测装置示意图。
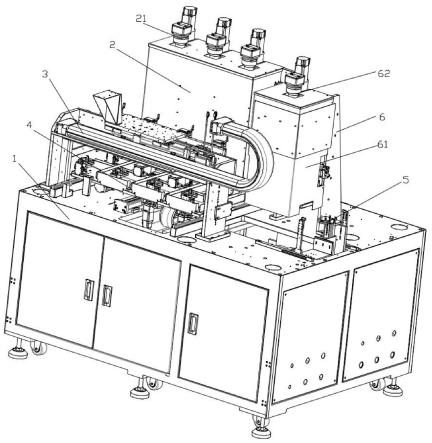
19.图2是本实用新型的立体示意图。
20.图3是本实用新型的同步搬运机构示意图。
21.图4是本实用新型的送料机构示意图。
22.图5是本实用新型的检测机构示意图。
23.图6是本实用新型的间隔板示意图。
24.图7是本实用新型的调节部件示意图。
25.图中标号说明:1、机架;2、检测机构;21、检测相机;22、检测架;23、开口;24、间隔板;3、同步搬运机构;31、搬运架;32、搬运直线模组;33、搬运板;34、导向架;35、导向轨道;36、升降电缸;37、升降架;38、电夹爪;39、夹块;391、测试架;392、检测传感器;4、送料机构;41、送料板;42、遮光板;43、侧挡板;44、导向槽;45、驱动直线模组;46、驱动导轨;5、下料载具;51、移动直线模组;6、支持架;61、遮光罩;62、测试相机;7、检测载具;8、调节部件;81、调节座;82、旋转电机;83、旋转台;84、安装架;85、第一滑块;86、固定架;87、第二滑块;88、螺栓;9、上料载具。
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
27.参照图1-7所示,一种镜片检测装置,包括机架1,所述机架1上设置有检测机构2、送料机构4以及同步搬运机构3,所述同步搬运机构3与检测机构2分别设置在送料机构4两侧,所述检测机构2包括检测架22以及多个检测相机21,所述检测架22上设置有检测暗箱,多个检测相机21间隔设置在检测暗箱内,所述送料机构4包括驱动部件以及送料板41,所述送料板41上设置有多个检测工位,所述检测工位上设置有用于放置产品的检测载具7,所述检测工位与检测相机21一一对应设置,驱动部件带动送料板41上的产品移动至检测相机21下方进行单项检测完成后,同步搬运机构3对送料板41上的多个产品进行同步搬运使得产品完成每个检测相机的视觉检测;
28.所述检测工位两侧设置有遮光板42,相邻检测工位之间设置有侧挡板43,所述侧挡板43与遮光板42与检测暗箱相对设置,通过侧挡板43与遮光板42对检测暗箱底部进行遮光操作。
29.本实用新型的驱动部件带动送料板41上的产品移动至检测相机21下方进行单项检测完成后,同步搬运机构3对送料板41上的多个产品进行同步搬运使得每个产品完成不同检测相机21的视觉检测,利用同步搬运机构3进行产品的同步移动使得检测相机21逐个对产品进行视觉检测,准确率高,提高了镜片检测的效率,且实现了镜片检测的自动化,替代人工搬运镜片的工作,减轻了人工劳动强度,节省人工成本;通过侧挡板43与遮光板42对检测暗箱底部进行遮光操作,使得检测相机21可进行自动快速检测、定位和分类,可有效的提高镜片品质检测的效率。
30.所述检测暗箱上设置有与所述检测载具7相匹配的开口23,所述遮光板42与所述开口23相匹配,将所述开口23进行遮蔽,保证检测相机21的检测精度。
31.参照图6所示,所述检测暗箱上设置有间隔板24,所述间隔板24将检测暗箱分隔成多个检测空间,多个检测相机21依次设置在对应检测空间内,所述侧挡板43上设置有与间隔板24相匹配的导向槽44,所述间隔板滑设在导向槽44内。
32.具体的,间隔板滑设在导向槽44内,可以保证相邻的检测相机21互不发生干涉,提高检测精度,同时对送料板41方向进行导向保证检测载具7的位置,更适用于流水线作业,大大提高了检测的效率,还提高了镜片检测精度。
33.为了提高生产效率,本实用新型可设置多行检测载具,每行检测载具均对应一个上料载具,极大的提高检测效率。
34.所述同步搬运机构3包括搬运架31以及搬运板33,所述搬运架31上设置有搬运直线模组32,所述搬运板33与搬运直线模组32驱动连接,所述搬运架31上设置有导向架34,所述搬运板33滑设在导向架34上,所述搬运板33上设置有多个搬运抓手,所述搬运抓手与检测工位一一对应设置,通过搬运直线模组32同步对多个搬运抓手抓取的产品沿着所述导向架34进行往复移动。
35.具体的,通过搬运直线模组32同步对多个搬运抓手抓取的产品沿着所述导向架34进行往复移动,实现多个工件的同时搬运,减少通讯时间,提高效率,减少占地体积,使大量原本用人工体力劳动的搬运工作变成了机械操作,减轻了工人劳动强度,提高了工作效率。
36.所述搬运抓手包括升降电缸36,所述升降电缸36与升降架37驱动连接,所述升降架37上设置有电夹爪38,所述电夹爪38上设置有两夹块39,所述夹块39上设置有与产品相匹配的夹槽。
37.具体的,电夹爪38通过调节两夹块39的距离来实现对产品的取料,夹块39上设置有与产品相匹配的夹槽,使两夹块39对镜片的抓取更加的牢固,在升降电缸36以及电夹爪38的带动下实现对镜片产品的快速抓取,可有效防止外界对镜片造成的损害,提高检测精度。
38.所述导向架34上设置有导向轨道35,所述搬运板33上设置有导向滑块,所述导向滑块滑设在导向轨道35上,所述导向架34两端设置有限位板,所述限位板与搬运板33相对设置。
39.具体的,通过限位板对搬运板33位置进行限定,保证搬运时的稳定性,提高检测效率。
40.所述搬运架31两侧设置有测试架391,所述测试架391上设置有检测传感器392,两检测传感器392相对设置用以检测搬运抓手的位置情况。
41.所述驱动部件包括驱动直线模组45,所述驱动直线模组45设置在机架1上,所述驱动直线模组45与送料板41驱动连接,所述机架1上设置有驱动导轨46,所述送料板41滑设在驱动导轨46上,通过所述驱动直线模组45带动送料板41沿着所述驱动导轨46作往复直线运动。
42.参照图7所示所述检测载具7通过调节部件8与送料板41连接,所述调节部件8包括调节座81以及固定架86,所述检测载具7设置在固定架86上,所述调节座81上设置有旋转台83,所述旋转台83与旋转电机82驱动连接,所述旋转台83的转动面上设置有安装架84,所述安装架84上设置有第一滑块85,所述固定架86上设置有第二滑块87,所述第一滑块85滑设在第二滑块87上,所述第一滑块85与第二滑块87通过螺栓88连接。
43.具体的,旋转台83与旋转电机82驱动连接,通过旋转电机82驱动旋转台83上的转动面上的镜片进行旋转,使得检测相机21更加全面的进行视觉检测,还可适用于多种异性镜片的视觉检测,适用范围广,
44.所述送料机构4还包括上料载具9和下料载具5,所述上料载具9和下料载具5与检测载具7结构相同,其上均设置有用于放置镜片的载物槽,所述上料载具9设置送料板41上,所述机架1上设置有移动直线模组51,所述移动直线模组51上设置有移动板,所述下料载具5设置在移动板上。
45.还包括亮场检测组件,所述亮场检测组件设置在机架1上,所述亮场检测组件与下料载具5相对设置,所述亮场检测组件包括支持架6,所述支持架6上设置有遮光罩61,所述遮光罩61内设置有测试相机62,通过测试相机62对下料载具5上的产品进行视觉检测。
46.通过测试相机62与检测相机21组合使用亮暗场检测,集成亮暗场检测应对更多的尺寸缺陷和检测精度要求,适用性更强。
47.使用过程
48.上料载具设置在送料板的一侧,下料载具在移动直线模组的带动下靠近送料板的另一侧,使得所述上料载具、下料载具与多个检测载具之间等间距设置,上料载具、多个检测载具与下料载具之间的相邻距离与相邻搬运抓手之间的距离相同;
49.通过搬运直线模组32带动搬运抓手移动,将上料载具9上的产品搬运至下个检测载具7上,驱动直线模组45带动送料板41沿着驱动导轨46向检测暗箱方向移动,直到检测载具7上的产品移动到检测相机21下方,同时送料板41上的侧挡板43与遮光板42对检测暗箱底部进行遮光操后,每个检测相机21对检测载具7上的产品进行不同的单项检测后,驱动直线模组45带动送料板41回复至同步搬运机构3处;
50.搬运抓手同步对检测载具7上的产品以及上料载具上的产品取料后,搬运直线模组32同步对多个搬运抓手抓取的产品沿着导向架34向下料载具方向进行移动,将原上料载具上的产品搬运至检测载具上,对经过单项检测的产品放置在下一工序的检测载具7上的同时将完成所有检测项目的产品搬运至下料载具5上,此时,上料载具上没有产品,检测载具上设置有待检测产品,下料载具上设置有完成多个检测相机检测的产品,依次循环,下料载具5上的产品在移动直线模组51的带动下,测试相机62再对下料载具5上的产品进行视觉检测,以此完成产品的所用视觉测试。
51.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1