一种离心检测烟支烟丝紧实度的装置的制作方法
1.本实用新型涉及烟支检测设备技术领域,尤其是涉及一种离心检测烟支烟丝紧实度的装置。
背景技术:
2.在烟支产品的全寿命周期的研究与分析过程中,一方面消费者由于抽吸习惯或者感官需求的目的,在烟支点燃前会将烟支滤嘴端朝下、将点燃端朝上对烟支进行数次敦敲,烟支的点燃端会出现烟丝陷入到烟支卷筒一定距离的现象,此时烟支的烟支含丝部分的密度、硬度,以及烟支整体的吸阻和总通风率也会出现变化。而且在吸食感官上,消费者敦敲后对烟丝陷入到烟支卷筒距离的深浅,使得燃烧过程中逐口烟气浓度变化、烟支动态吸阻、燃烧锥掉落倾向及包灰性都与原品烟支具有差异性,所以在一定程度上会影响对品牌烟支品质的判定。另一方面,通过研究烟支烟丝段在不同加速下的下陷的过程,能够进一步揭示在成型包装、运输转场等环节由于瞬时加速度过大(如敲、敦、甩、摔、碰等情况)可能出现的点燃端下陷、烟支变形或烟支散头等情况的产生机理。
3.所以为了从定量化表征烟支在外力产生的大加速度条件下产品质量稳定性指标,以消费者对产品消费习惯的角度进一步完备烟支产品质量评价维度与检测手段,通过对烟支进行模拟外力作用下烟丝陷入和无损检测的方式,以烟支烟丝紧实度为评价指标。
技术实现要素:
4.本实用新型提供一种离心检测烟支烟丝紧实度的装置,该装置利用向心高速旋转对固定转动半径的确定规格烟支进行离心力模拟手持烟支敦敲滤嘴端时烟丝端所受的冲量,通过对检测过程中烟支由于在不同轴向加速度梯度影响下烟支外观的变化获得图像数据,结合多次检验获得烟丝段端面下落距离的统计数据,进而揭示烟支由于外力作用时烟支紧实度的性能指标。通过研究烟支端部在不同加速下下陷的过程,进一步揭示在成型包装、运输转场等的生产工业环节由于瞬时加速度过大(敲、敦、甩、摔等情况)可能出现的产品质量问题产生机理。进一步提高烟支产品检测与工艺质量管控水平,进一步丰富卷烟制造精细化检测供技术手段,为卷烟制造信息化发展及丰富产品检测维度技术提供基础支撑。
5.本实用新型提供一种离心检测烟支烟丝紧实度的装置,包括底板,所述底板上方安装有固定外罩,所述固定外罩内设置有高速马达,所述高速马达上方通过传动机构与支架连接,所述传动机构的外部套接有支撑内罩,所述支撑内罩的底面固定在所述底板上表面,所述高速马达远离所述支架的一端延伸至所述底板下方,所述支架远离所述传动机构的端头转动连接有转臂,所述固定外罩内部顶面上靠近所述支架的位置上设置有测距传感器和高速相机。
6.进一步地,所述高速马达通过连接块固定在所述底板底面上。
7.进一步地,所述传动机构包括与所述高速马达连接的传动轴,所述传动轴与所述
高速马达的输出轴通过联轴器连接。
8.进一步地,所述传动轴远离所述联轴器的一端通过紧固旋钮与所述支架连接。
9.进一步地,所述支架呈x型,所述支架远离所述紧固旋钮的端头开设有转轴安装槽。
10.进一步地,所述转臂靠近所述转动安装槽的位置上固定有转轴,所述转臂内部开设有放置腔,所述转臂侧壁开设有与所述放置腔连通的观察窗,所述放置腔远离所述转轴的位置设有滤嘴夹持器,所述转臂远离所述转轴的位置上安装有气门。
11.进一步地,所述支架与所述联轴器之间安装有套接在所述传动轴上的轴承法兰,所述支撑内罩固定在所述轴承法兰底面上。
12.进一步地,所述支撑内罩与所述轴承法兰、所述传动轴同轴设置。
13.进一步地,所述固定外罩上开设有放置口,所述放置口上设置有与所述固定外罩铰接连接的活动外罩。
14.进一步地,所述活动外罩上设有把手,所述底板下表面固定有底脚。
15.本实用新型旋转时间和旋转速度均可控制,对应各种规格样品可采用不同检验强度,通过离心旋转方式检测烟丝端面的下落现象,进一步丰富以消费者感官评价与喜好习惯为导向的烟支质量检测手段,扩展了产品质量检测指标维度,为定性判别与定量分析产品保持原有外形及物理指标方面提供科学化检测依据。
附图说明
16.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
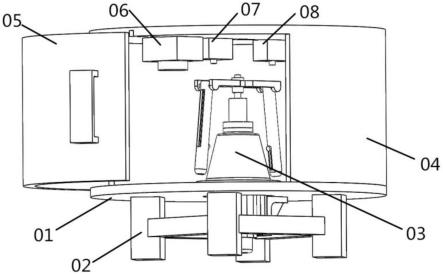
17.图1为本实用新型的结构示意图;
18.图2为本实用新型的离心装置结构示意图;
19.图3为本实用新型的转臂结构示意图;
20.附图标记说明:
21.图中:01-底板、02-底脚、03-支撑内罩、04-固定外罩、05-活动外罩、06-高速相机、07-第一激光距离传感器、08-第二激光距离传感器、11-高速马达、12-连接块、13-联轴器、14-传动轴、15-轴承法兰、16-紧固旋钮、17-支架、18-转臂、21-气门、22-滤嘴夹持器、23-烟支、24-转轴;
具体实施方式
22.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.在本实用新型的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"竖直"、"水平"、"顶"、"底"、"内"、"外"、"
顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
24.此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括一个或者更多个所述特征。在本实用新型的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
25.实施例1
26.如图1、图2和图3所示:
27.一种离心检测烟支23烟丝紧实度的装置,包括底板01,底板01上方安装有固定外罩04,固定外罩04上开设有放置口,放置口上设置有与固定外罩04铰接连接的活动外罩05,活动外罩05上设有门把手用以开启和关闭仪器进行内部操作,固定外罩04与活动外罩05共同组成一个呈圆柱体的整机结构外罩,底板01下表面固定有为整机提供结构支撑底脚02。
28.如图1和图2所示,固定外罩04内设置有离心装置,离心装置包括高速马达11,高速马达11的上方位于固定外罩04内部,高速马达11的下方穿过底板01的中心孔延伸至其下方,位于底板01下方的高速马达11通过连接块12与底板01下表面固定连接。
29.固定外罩04的内部顶面内安装有高速相机06、第一激光距离传感器07和第二激光距离传感器08,高速相机06位于固定外罩04内部顶面的远心处,要求高速相机06镜头在转臂18由于高速旋转呈水平状态时能够正对完整拍摄到转臂18的矩形观察窗内烟支23,清晰拍摄采集到的烟支23情况;第一激光距离传感器07和第二激光距离传感器08在固定外罩04内部顶面位于近心处且呈左右对称安装,要求在检测过程中当转臂18处于竖直状态时,能够准确对中被测试烟支23的烟支23烟丝端面。
30.如图2所示,高速马达11上方通过传动机构与支架17连接,传动机构包括与高速马达11连接的传动轴14,传动轴14为阶梯轴结构,传动轴14的长轴端与高速马达11的输出轴通过联轴器13连接。
31.传动轴14的短轴端通过紧固旋钮16与支架17连接,支架17与传动轴14转动连接。
32.支架17与联轴器13之间安装有套接在传动轴14上的轴承法兰15,轴承法兰15的内圈与传动轴14外壁固定连接。
33.如图1所示,轴承法兰15的下表面安装有包覆在联轴器13和高速马达11外部的支撑内罩03,支撑内罩03为圆台结构,支撑内罩03的小口与轴承法兰15的底面连接,支撑内罩03的大口固定在底板01的上表面上,并且支撑内罩03与传动轴14、联轴器13和轴承法兰15同轴设置。
34.如图1和图2所示,支架17外形呈x型,在支架17两端开有转轴24安装槽,并且以双侧对称形式转动连接有转臂18。
35.转臂18可在支架17两端开有转轴24安装槽检测前后取下,并保证在转臂18高速旋转时能够安全定位以及自由摆动;转臂18在支架17的转轴24安装槽为转动中心可实现-5
°
至95
°
的范围内转动(以转臂18自然垂直为0
°
,向靠近传动轴14的方向转动为负角度转动,向远离传动轴14的方向转动为正角度转动)。
36.转臂18在静止时呈竖直状态,与支架17呈直角,转臂18在高速旋转时与支架17呈一定角度。
37.转臂18靠近转动安装槽的一端为转动端,另一端为自由端,转臂18转动端的外壁上固定有转轴24,转臂18内的自由端安装有滤嘴夹持器22,滤嘴夹持器22通过在气门21充气或放气实现对烟支23滤嘴的柔性定位夹持;滤嘴夹持器22通过转臂18上的定位螺钉确定烟支23在承受离心力过程中的旋转半径;转臂18的外壁上开有矩形观察窗可用于观察烟支23在检测过程中的宏观形变以及作为高速相机06拍摄的视窗,烟支23的烟丝点燃端朝向整机离心旋转运动的近心点。
38.本实用新型装置对烟支23的烟丝紧实度检测的具体步骤如下:
39.s1、被测烟支23样品的制备;
40.取成品烟支23样品在温度22
±
2℃,相对湿度60
±
5%条件下平衡均匀不少于48小时,通过烟支23综合测试台挑筛烟支23质量在每百支被检测样单支均重
±
20mg,取20根。在每支被测烟支23的设定启动转动角度,要求是当两侧转臂18处于待启动竖直状态时,激光距离传感器的光源点能够准确对中被测试烟支23的烟支23烟丝端面;待检测结束后,高速马达11的相位计数及其控制功能使得测试后烟支23的烟支23烟丝端面依旧能与之前的激光距离传感器的光源点对应,标记出转动检测位点与高速马达11标记初始相位夹角。
41.s2、待检烟支23的定位夹持;
42.将待测烟支23的滤嘴端完全插入滤嘴夹持器22,利用专用定流量气泵及其气针对气门21充气实现滤嘴的柔性夹紧;然后通过调节滤嘴夹持器22距离转轴24的距离,并用转臂18上的定位螺钉紧固滤嘴夹持器22以此确定烟支23重心到回转原心的回转半径。
43.s3、待检烟支23样品的检测前准备工作;
44.转臂18处于自然竖直状态,使得转臂18轴底部圆心对准底板01标定的高速马达11的相位计数零点位,关闭活动外罩05,根据第一激光距离传感器07和第二激光距离传感器08的实时检测烟支23烟丝端面高度校对光源点是否对准烟支23检测端,并二次核对高速马达11的相位示数为起始零为点。
45.s4、进行检测;
46.启动高速马达11、转臂18及支架17首先慢速间歇两次旋转180
°
,使得每个待检烟支23被两个激光距离传感器各检测两次,然后每个烟支23的烟丝端面高度值的两次检测平均值记录为测试前数值。
47.然后高速马达11以额定转速开始加速旋转,高速相机06通过转臂18矩形观察窗,根据设定的拍照时间间隔连续拍摄记录下测试过程中烟支23宏观形变,测试时间线及高速马达11转速与拍摄照片一一对应,此时第一激光距离传感器07和第二激光距离传感器08处于暂停工作阶段。
48.s5、待检烟支23样品的检测后工作;
49.设定的转动时间结束后,高速马达11逐渐减速,直至转臂18处于自然竖直状态后停止。此刻高速相机06关闭,第一激光距离传感器07和第二激光距离传感器08处于进入工作开启高速马达11,高速马达11根据相位计数器及控制指令将转臂18及支架17转会起始相
位零点,然后再次慢速间歇两次旋转180
°
,使得每个烟支23被两个激光距离传感器各检测两次,以每个烟支23的烟丝端面高度值的两次检测平均值记录为测试后数值。
50.s6、记录测试前后烟支23检测结果;
51.每个烟支23根据测试前后烟支23的烟丝端面高度值计算烟支23紧实度值,以及在测试中的对应图像数据。该批次检测结束后,打开活动外罩05,取下转臂18,使用专用定流量气泵及其气针对气门21放气实现滤嘴的柔性释放,取出烟支23,清理转臂18及整机舱内。重复以上步骤,检测所有被测烟支23。
52.本实用新型利用向心高速旋转对固定转动半径的确定规格烟支进行离心力模拟手持烟支敦敲滤嘴端时烟丝端所受的冲量,通过对检测过程中烟支由于在不同轴向加速度梯度影响下烟支外观的变化获得图像数据,结合多次检验获得烟丝段端面下落距离的统计数据,进而揭示烟支由于外力作用时烟支紧实度的性能指标。通过研究烟支端部在不同加速下下陷的过程,进一步揭示在成型包装、运输转场等的生产工业环节由于瞬时加速度过大(敲、敦、甩、摔等情况)可能出现的产品质量问题产生机理。进一步提高烟支产品检测与工艺质量管控水平,进一步丰富卷烟制造精细化检测供技术手段,为烟支加工信息化发展及大数据技术提供基础支撑。
53.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1