一种产品内锥孔斜面球高检测装置的制作方法
1.本实用新型涉及锥孔检测技术领域,特别涉及一种产品内锥孔斜面球高检测装置
背景技术:
2.锥孔在机械零件中十分常见,根据不同的加工精度要求,一般是在数控车床或数控磨床上加工完成。在机械产品中,锥孔需要实现自动对心、传导扭矩等功能,因此,机械产品对锥孔的加工质量有着较为严格的要求。为了保证产品质量,在加工后,一般需要对加工出的锥孔进行检测,以判断其是否满足质量和精度的要求。
3.现有的锥孔的检测,大多采用间接法检测。间接法是利用一个与产品锥孔设计尺寸完全一致的标准品钢球实现检测的。如图1所示,现有的间接法检测锥孔,依靠标准品钢球,通过测量端面球高,判断锥孔的精度是否满足要求。具体采用以下的检测方法:首先,把产品放到高度表座上,然后把标准钢球放到产品内锥孔上,手动移动产品,把高度表测针放到产品端面,表上数字清零,然后再移动产品,把高度表测针放到钢球顶面,测针平面与钢球面接触,最后查看读取高度表的数值,此数值就是端面球高数值。测量完成后,将标准钢球取出,重复上述操作可以实现对产品的批量检测。由于产品的总高和内锥孔的尺寸存在误差,因此每个产品的检测,都需要先把测针先放到产品端面清零,然后移动产品,把测针放到钢球上方再读取数值。
4.上述检测方法繁琐,大批量检测时,检测人员容易疲劳,而且检测时间长,效率低。同时,这种检测方式将高度表测针放到钢球顶面时,需要依赖检测人员的操作手法,检测的准确率也较低。
技术实现要素:
5.本实用新型针对现有技术中存在的至少一种技术问题,提供一种产品内锥孔斜面球高检测装置,能够便捷的检测产品的锥孔质量,检测速度快,效率高,准确率也较高,十分适用于产品的批量质检。
6.本实用新型解决上述技术问题的技术方案如下:一种产品内锥孔斜面球高检测装置,所述检测装置包括底板和固定安装在底板上,且竖直布置的立板,所述立板上开有装配孔;所述检测装置还包括筒状的高度表固定套和高度表,所述高度表固定套固定安装在装配孔处,所述高度表的高度表测量杆嵌置在高度表固定套内;所述检测装置还包括标准件钢球和标准件钢球限位套,所述标准件钢球限位套为柱状,一侧开设有与标准件钢球形状相适配的空腔,所述标准件钢球限位套中心开有孔,所述标准件钢球限位套的空腔和孔的尺寸能够满足让标准件钢球的部分球体从标准件钢球限位套另一侧伸出,且伸出部分的尺寸与设计的锥孔尺寸一致;所述标准件钢球通过标准件钢球限位套封装在高度表固定套内,所述标准件钢球与高度表测量杆抵接。
7.在上述技术方案的基础上,本实用新型还可以做如下改进。
8.进一步,所述高度表固定套插接在立板的装配孔内,并与立板固定连接。
9.优选的,所述高度表固定套通过布置在立板两侧的一对螺母与立板锁定固定。
10.进一步,所述高度表采用数显表。
11.进一步,所述高度表固定套的内腔形状与产品的形状相适配。
12.进一步,所述标准件钢球限位套远离标准件钢球一侧的端面,与产品设有锥孔的一端的端面形状相适配。
13.进一步,所述标准件钢球与高度表测量杆之间设置有平测头,所述标准件钢球通过平测头与高度表测量杆抵接。
14.优选的,所述平测头采用钨钢材质。
15.本实用新型的有益效果是:本实用新型设置了高度表固定套,高度表测量杆固定在套内,套内还通过标准件钢球限位套将标准件钢球封装在了高度表固定套内,这样的结构设计,在高度表固定套的限位下,仅需将产品插入高度表固定套内,便可保持产品端面与标准件钢球限位套端面接触贴合,还可保证标准件钢球球面与产品的内锥面接触贴合,这样便可通过高度表检测产品插入后高度表测量杆的位移变化,从而精确检测判断出锥孔是否合格,操作十分便捷,且精度较高;本实用新型的检测速度快,检测效率高,适用于产品的批量质检
附图说明
16.图1是现有技术检测产品内锥孔的检测原理示意图;
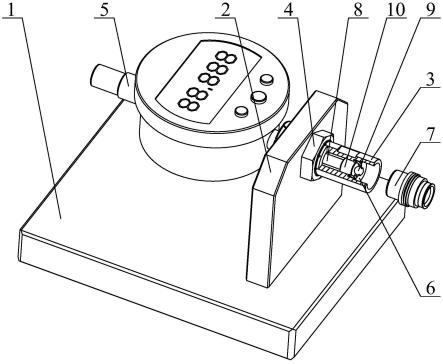
17.图2是本实用新型的结构示意图;
18.图3是本实用新型使用状态的结构示意图;
19.图中:1、底板,2、立板,3、高度表固定套,4、螺母,5、高度表,6、标准件钢球限位套,7、产品,8、高度表测量杆,9、标准件钢球,10、平测头。
具体实施方式
20.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
21.如图2、图3所示,本实用新型设计的一种产品内锥孔斜面球高检测装置,所述检测装置包括底板1和固定安装在底板1上,且竖直布置的立板2,所述立板2上开有装配孔。
22.所述检测装置还包括筒状的高度表固定套3和高度表5。所述高度表固定套3固定安装在装配孔处,所述高度表5的高度表测量杆8嵌置在高度表固定套3内。所述高度表固定套3水平布置,可以插接在装配孔内,而后采用焊接、粘接等方式固定。本技术优选在高度表固定套3外表面开设外螺纹,而后配置一对螺母4,布置在立板2的两侧,通过螺母4将高度表固定套3固定在立板2上。
23.所述检测装置还包括标准件钢球9和标准件钢球限位套6。所述标准件钢球限位套6为柱状,一侧开设有与标准件钢球9形状相适配的空腔,所述标准件钢球限位套6中心开有孔,所述标准件钢球限位套6的空腔和孔的尺寸能够满足让标准件钢球9的部分球体从标准件钢球限位套6另一侧伸出,且伸出部分的尺寸与设计的锥孔尺寸一致。所述标准件钢球9通过标准件钢球限位套6封装在高度表固定套6内,所述标准件钢球9与高度表测量杆8抵接。
24.这样的结构设计,可以在产品伸入高度表固定套3与标准件钢球限位套6的端面贴合时,标准件钢球9伸出的部分球体也与锥孔接触,如果锥孔加工质量高,则正好可以实现贴合;而若锥孔加工质量不高,那么必然存在一处不能贴合,此时用力顶入产品,使两处均能贴合后,标准件钢球9必然会顶住高度表测量杆8产生一段位移。本实用新型正好利用了上述设计,来判断锥孔的质量是否合格。
25.在上述实施方式中,本实用新型还能进行以下的进一步改进。在改进方案中,所述高度表5采用数显表。
26.可以选择市面上可以购得的数显表,例如三丰数显表。采用数显表可以直观的获取读数,使用方便,还能大幅提高效率。
27.在上述实施方式中,本实用新型还能进行以下的进一步改进。在改进方案中,所述高度表固定套3的内腔形状与产品的形状相适配。
28.这样的结构设计,可以保证产品伸入后,不会偏移,能够起到导向和定位的效果。
29.在上述实施方式中,本实用新型还能进行以下的进一步改进。在改进方案中,所述标准件钢球限位套6远离标准件钢球9一侧的端面,与产品设有锥孔的一端的端面形状相适配。
30.采用这样的设计,可以确保产品的端面与标准件钢球限位套6更易贴合。
31.本实用新型还有另一种实施方式,本实施方式与第一种实施方式的结构类似,区别在于增设了平测头10。
32.本实施方式中,所述标准件钢球9与高度表测量杆8之间设置有平测头10。所述标准件钢球9通过平测头10与高度表测量杆8抵接。
33.设置平测头10后,标准件钢球9的球面与平测头10的平面能够更好的接触,而平测头10与表测量杆连接8。高度表测量杆8的位移变化随产品内锥斜面大小的变化反应在数显表上。本实施方式能够进一步提高检测精度。
34.在上述实施方式中,本实用新型还能进行以下的进一步改进。在改进方案中,所述平测头10采用钨钢材质。
35.采用钨钢材质,强度高,耐磨性极佳。可以有效提高本实用新型装置的使用寿命。
36.本实用新型的操作过程如下:
37.如图2所示,不检测产品时,本实用新型装置在高度表固定套3的一侧存在一个开口,供产品放入。
38.如图3所示,本实用新型装置使用时,仅需将待测产品经高度表固定套3的开口处伸入,使得产品的端面与标准件钢球限位套6的端面贴合,锥孔与标准件钢球9贴合。此时高度表测量杆8的位移变化随产品内锥斜面大小的变化反应在数显表的数显器上。读取数显表的数显器的读数,通过数显器上数值大小确定产品是否合格。
39.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1