一种汽车前横梁检具工装的制作方法
1.本实用新型属于检具工装技术领域,具体涉及一种汽车前横梁检具工装。
背景技术:
2.在汽车的保险杠的下部设有与其平行并用于连接左右车身的前横梁,当车辆在发生正面冲撞事故时,前横梁有一定的改善波形的作用。也正因为如此,现有的前横梁的结构也不仅仅是简单的板体结构。现有前横梁一般会包括平面结构、弯曲曲面结构以及侧面结构。在生产制造这种前横梁的之后,要对前横梁进行检测。
3.目前,在检测前横梁时,由于对前横梁夹持固定的位置与各基准孔的位置没有对应,导致产品的基准孔与检具的基准孔无法对齐,影响检测结果。或者采用大型的三坐标检测仪器来对强横梁进行检测,耗费时间长,成本高。
技术实现要素:
4.针对上述不足,本实用新型的目的是提供一种汽车前横梁检具工装。
5.本实用新型提供了如下的技术方案:
6.一种汽车前横梁检具工装,包括固接于底板上的安装台,安装台上固接有若干个定位块一和基准块;
7.安装台上还安装有与基准块相对应的手动夹钳一;
8.安装台上还固接有若干个下支架,下支架上设有容分体式百分表的检测头穿过的通孔一;
9.底板上端两侧安装有侧支台,侧支台上固接有定位块二以及与定位块二相对应的手动夹钳二;
10.位于安装台一侧的底板上安装有翻转机构一,翻转机构一连接有压杆,压杆上设有容插入式百分表的检测头穿过的通孔二;
11.位于侧支台一侧的底板上安装有翻转机构二,翻转机构二连接有安装块,安装块设有容检测销穿过的通孔三。
12.所述翻转机构一包括底座一,底座一设有的竖向槽内铰接有翻转杆一,压杆与翻转杆一固接;
13.底座一和翻转杆一上均设有用于安装锁紧螺钉一的螺纹孔一。
14.所述翻转机构二包括底座二,底座二设有的横向槽内铰接有翻转杆二,底座二上设有与横向槽贯通连接的螺纹孔二,螺纹孔二内安装有锁紧螺钉二。
15.所述定位块一上端设有定位孔一。
16.所述基准块上端设有基准孔。
17.所述定位块二上端设有定位孔二。
18.所述手动夹钳一安装有“u”形压头一;所述手动夹钳二安装有“u”形压头二。
19.所述底板四角安装有起吊环。
20.本实用新型的有益效果是:
21.本实用新型通过设置用于初定位的定位块二,并对应于定位块二设置有手动夹钳二,同时设置再定位的定位块一,并对应于定位块一设置有手动夹钳一,可以令前横梁被夹持固定的位置与定位块的位置相对应,从而可以令前横梁各定位孔位置与检具定位块位置对应,不会在检测过程中发生偏移,从而提高检测精度。
附图说明
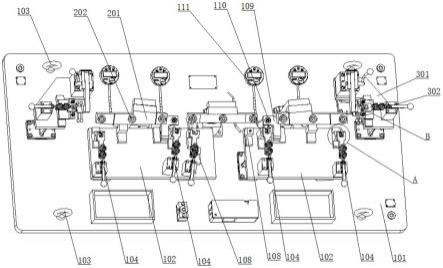
22.图1是本实用新型的结构示意图;
23.图2是图1中a处放大图;
24.图3是定位块二安装示意图;
25.图4是图1中b处放大图;
26.图5是翻转机构二结构示意图;
27.图6是翻转机构一结构示意图。
28.图中标记为:底板101、安装台102、起吊环103、手动夹钳一104、“u”形压头一105、基准块106、基准孔107、定位块一108、下支架109、通孔一110、分体式百分表111、压杆201、通孔二202、翻转杆一203、锁紧螺钉一204、底座一205、侧支台301、手动夹钳二302、定位块二303、“u”形压头二304、定位孔二305、底座二306、翻转杆二307、安装块308、检测销309、锁紧螺钉二310。
具体实施方式
29.实施例一
30.如图1~6所示,一种汽车前横梁检具工装,包括固定连接于底板101上的安装台102,安装台102有一对,两个安装台102相间隔通过螺栓固定安装在底板101上。安装台102上固接有若干个定位块一108和基准块106。具体地,两个安装台102上各安装有一个定位块一108,定位块一108上端设有定位孔一。两个安装台102分别安装有两个基准块106和三个基准块106,基准块106上端设有基准孔107。基准块106的排布与产品的玻璃锁付孔对应。
31.安装台102上还安装有与基准块106相对应的手动夹钳一104,手动夹钳一104安装有“u”形压头一105。当手动夹钳一104压下夹持产品时,“u”形压头一105的“u”形槽与基准孔107对应,从而可以在夹持固定前横梁的同时,可以将通止规穿过玻璃锁付孔,从而对玻璃锁付孔进行检测。
32.安装台102上还固定连接有若干个下支架109,下支架109上设有容分体式百分表111的检测头穿过的通孔一110。当前横梁放置在下支架109上之后,检测头与前横梁的下型面接触,从而可以使用分体式百分表111进行检测。
33.底板101上端两侧安装有侧支台301,侧支台301上固定连接有定位块二303以及与定位块二303相对应的手动夹钳二302。定位块二303上端设有定位孔二305,两侧定位孔二305的位置与前横梁两侧的定位孔位置对应。手动夹钳二302安装有“u”形压头二304。当手动夹钳二302压下夹持产品时,“u”形压头二302的“u”形槽与定位孔二305对应。
34.位于安装台102一侧的底板101上安装有翻转机构一,翻转机构一连接有压杆201,压杆201上设有容插入式百分表的检测头穿过的通孔二202。安装前横梁前,可以将压杆201
翻转,从而避免压杆201阻碍前横梁的安装。前横梁被固定后,可以通过翻转压杆201,令压杆201压住前横梁的上型面,从而便于令插入式百分表的检测头插进通孔二202内,从而对前横梁上型面进行检测。翻转机构一包括底座一205,底座一205设有的竖向槽内铰接有翻转杆一203,压杆201与翻转杆一203固定连接。在底座一205和翻转杆一203上均设有用于安装锁紧螺钉一204的螺纹孔一。从而在压杆201压住前横梁之后,可以拧紧锁紧螺钉一204,令翻转杆一203固定。
35.位于侧支台301一侧的底板101上安装有翻转机构二,翻转机构二连接有安装块308,安装块308设有容检测销309穿过的通孔三。安装前横梁之前,令安装块308翻转,从而避免安装块308阻碍前横梁的安装。在前横梁被夹持固定之后,再翻转安装块308,可以将检测销309插进通孔三,若检测销309可以插进前横梁的端部孔内,则证明前横梁的端部孔位置符合要求,再通过比对检测销309和端部孔孔壁之间的距离来判断端部孔的孔径是否符合要求。
36.翻转机构二包括底座二306,底座二306设有的横向槽内铰接有翻转杆二307,底座二306上设有与横向槽贯通连接的螺纹孔二,螺纹孔二内安装有锁紧螺钉二310。将安装块308翻转之后,可以通过拧紧锁紧螺钉二310使得翻转杆二307固定。
37.安装前横梁前,翻转各压杆201和安装块308,抬开各手动夹钳一104和手动夹钳二302,将前横梁放在下支架109上,首先令前横梁的两侧定位孔与定位块二的定位孔二305对应,轻微调整前横梁后,令前横梁梁身上的各定位孔与定位块一上的定位孔一对应,对应上则压下手动夹钳一104和手动夹钳二302,始终无法对应则证明产品不符合要求。当手动夹钳一104和手动夹钳二302固定住前横梁之后,插进各检测销309进行检测,并使用通止规对前横梁上的各孔进行检测,然后使用分体式百分表111和插入式百分表进行检测。
38.实施例二
39.本实施例与实施例一不同点在于,底板101四角安装有起吊环103,从而方便吊运此检具。
40.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1