一种线性导轨系统的间隙检测机构的制作方法
1.本实用新型涉及线性导轨技术领域,尤其涉及一种线性导轨系统的间隙检测机构。
背景技术:
2.在工业自动化领域中,经常需要使用线性导轨系统来对产品对象和机构进行支撑和引导,以按给定的方向做往复直线运动。而在线性导轨系统的零件加工、装配完成后需要进行间隙预压和顺畅度等方面的性能测试检测,现有通用的检测方式大多采用人工检测,需要的时间久,检测结果不稳定,因此需要开发一种操作简单、检测结果稳定可靠的检测设备。
技术实现要素:
3.本实用新型的目的是提供一种线性导轨系统的间隙检测机构,该机构设计合理、结构紧凑,设有比较数显表和平移推动组件,通过两者的相互配合,可实现对线性导轨系统的自动化检测,自动化程度高,相较于常规的人工检测的方式,该机构可节约人工成本、提高检测效率,且可保证检测精度,实用性强。
4.为实现上述目的,采用以下技术方案:
5.一种线性导轨系统的间隙检测机构,包括检测安装板、安装于检测安装板上的承载座、靠近承载座一侧布置的夹紧固定组件,以及靠近承载座另一侧布置的比较数显表;所述承载座用于承载装有导轨的滑块,夹紧固定组件用于将滑块夹紧固定;所述比较数显表设有测试端,且测试端用于与导轨的一侧接触;所述比较数显表一侧与夹紧固定组件的一侧还均设有一用于推动导轨的平移推动组件。
6.进一步地,所述承载座顶部开设有其一侧具有开口的第一安装槽,夹紧固定组件靠近第一安装槽的开口布置。
7.进一步地,所述夹紧固定组件包括布置于检测安装板上的夹紧平移气缸,以及与夹紧平移气缸连接的夹紧推块;所述检测安装板上还开设有第一通气孔,且第一通气孔靠近夹紧平移气缸的一侧布置。
8.进一步地,所述检测安装板上还布置有一固定座,且固定座的一侧还开设有第一安装孔;所述比较数显表的测试端从第一安装孔穿出布置。
9.进一步地,所述固定座的一端中部沿水平方向还开设有一与第一安装孔连通的第一狭缝,且固定座的顶部还开设有与第一狭缝连通并延伸至固定座下部内的锁紧孔;所述锁紧孔用于安装锁紧螺丝,以将比较数显表锁紧固定。
10.进一步地,所述平移推动组件包括布置于检测安装板上的固定板、安装于固定板上的推动气缸,以及与推动气缸连接的推动块;所述检测安装板上还开设有两第二通气孔,且每一第二通气孔对应布置于一推动气缸的下方。
11.进一步地,所述检测安装板上还安装有plc显示屏。
12.采用上述方案,本实用新型的有益效果是:
13.该机构设计合理、结构紧凑,设有比较数显表和平移推动组件,通过两者的相互配合,可实现对线性导轨系统的自动化检测,自动化程度高,相较于常规的人工检测的方式,该机构可节约人工成本、提高检测效率,且可保证检测精度,实用性强。
附图说明
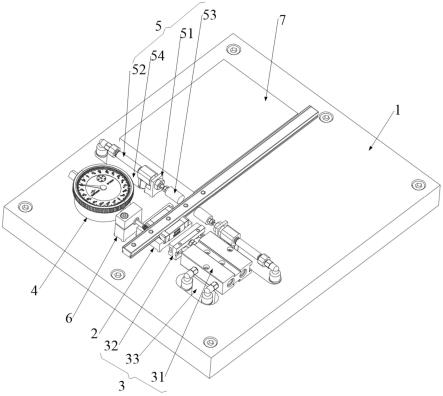
14.图1为本实用新型的立体图;
15.图2为本实用新型的固定座、比较数显表的立体图;
16.其中,附图标识说明:
17.1—检测安装板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—承载座;
18.3—夹紧固定组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—比较数显表;
19.5—平移推动组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—固定座;
20.7—plc显示屏;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31—夹紧平移气缸;
21.32—夹紧推块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33—第一通气孔;
22.51—固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52—推动气缸;
23.53—推动块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54—第二通气孔;
24.61—第一狭缝。
具体实施方式
25.以下结合附图和具体实施例,对本实用新型进行详细说明。
26.参照图1至2所示,本实用新型提供一种线性导轨系统的间隙检测机构,包括检测安装板1、安装于检测安装板1上的承载座2、靠近承载座2一侧布置的夹紧固定组件3,以及靠近承载座2另一侧布置的比较数显表4;所述承载座2用于承载装有导轨的滑块,夹紧固定组件3用于将滑块夹紧固定;所述比较数显表4设有测试端,且测试端用于与导轨的一侧接触;所述比较数显表4一侧与夹紧固定组件3的一侧还均设有一用于推动导轨的平移推动组件5。
27.继续参照图1至2所示,该机构为自动化行业设备线性导轨系统在加工装配后,对其进行间隙的检测,如线性导轨系统在精度等级和预压条件下,线性导轨系统的间隙是否达标的检测设备;该实施例中,该机构还包括空气压缩机、储气罐、电磁阀、空气压力表、调压阀等气动执行元件,工作时,首先使额定气压进入气动执行元件控制夹紧固定组件3将滑块夹紧固定(此时,比较数显表4的测试端与装配好的导轨一侧接触,并归零);随后,其中一平移推动组件5推动导轨,并记录此时比较数显表4(高精度指示表)的数值,再收回;然后,另一平移推动组件5推动导轨,并记录此时比较数显表4的数值,两者之和的平均值,即为该导轨系统检测的间隙值;通过比较数显表4、平移推动组件5的相互配合,可实现对线性导轨系统的自动化检测,自动化程度高,相较于常规的人工检测的方式,该机构可节约人工成本、提高检测效率,且可保证检测精度,实用性强。
28.优选地,所述承载座2顶部开设有其一侧具有开口的第一安装槽,夹紧固定组件3靠近第一安装槽的开口布置。线性导轨系统的滑块布置于第一安装槽内,夹紧固定组件3可将其推至第一安装槽没有开设开口的侧边上,进而将其夹紧固定。
29.优选地,所述夹紧固定组件3包括布置于检测安装板1上的夹紧平移气缸31,以及与夹紧平移气缸31连接的夹紧推块32;所述检测安装板1上还开设有第一通气孔33,且第一通气孔33靠近夹紧平移气缸31的一侧布置。可通过第一通气孔33安装与夹紧平移气缸31连接的气动连接管,以控制夹紧平移气缸31动作。
30.优选地,所述检测安装板1上还布置有一固定座6,且固定座6的一侧还开设有第一安装孔;所述比较数显表4的测试端从第一安装孔穿出布置;所述固定座6的一端中部沿水平方向还开设有一与第一安装孔连通的第一狭缝61,且固定座6的顶部还开设有与第一狭缝61连通并延伸至固定座6下部内的锁紧孔;所述锁紧孔用于安装锁紧螺丝,以将比较数显表4锁紧固定。比较数显表4的测试端可从第一安装孔穿出布置,然后经锁紧螺丝将其锁紧固定,保证其安装的稳定性。
31.优选地,所述平移推动组件5包括布置于检测安装板1上的固定板51、安装于固定板51上的推动气缸52,以及与推动气缸52连接的推动块53;所述检测安装板1上还开设有两第二通气孔54,且每一第二通气孔54对应布置于一推动气缸52的下方。可通过第二通气孔54安装与推动气缸52连接的气动连接管,以控制推动气缸52动作。
32.优选地,所述检测安装板1上还安装有plc显示屏7。可通过plc显示屏7查看相关参数信息,简单方便。
33.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1