控制臂综合检具机构的制作方法
1.本技术涉及汽车零配件检测领域,具体而言,涉及控制臂综合检具机构。
背景技术:
2.汽车行业是我国重要的支柱产业之一,其发展水平和实力反映了一个国家的综合国力和竞争力。随着我国经济的发展,汽车的需求量越来越大,而与其配套的各种零部件也在不断增大,也导致各零部件厂家需要不断地技术革新,来满足日益增加的产能。对机加行业的检具,需要增加检测效率并减少辅助测量时间。因此在大批量高精度产品的加工中综合检具得到了广泛应用。
3.控制臂在生产后需要对其进行检测,目前的控制臂检具在检测时,由于控制臂的弧形结构导致不能对控制臂进行快速有效的定位,从而导致测量时间较长,不方便生产线人员的操作。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供控制臂综合检具机构,其能够解决上述控制臂检具在检测时由于控制臂的结构导致对控制臂不能快速的进行定位,从而导致测量时间较长,不方便生产线人员的操作的问题。
5.本技术实施例解决其技术问题所采用的技术方案是:控制臂综合检具机构,包括支撑组件、定位检测组件和夹紧组件。
6.所述支撑组件包括底座、支撑腿和安装座,四个所述支撑腿安装于所述底座下表面四角处,两个所述安装座安装于所述底座两端上表面;所述定位检测组件包括锥形定位销、防旋转定位销、定位柱和检测销,所述锥形定位销设置于所述底座一端上表面,所述防旋转定位销设置于所述底座另一端上表面,且所述锥形定位销和所述防旋转定位销位于两个所述安装座之间,所述定位柱安装于所述底座上表面且位于所述锥形定位销和所述防旋转定位销之间,所述检测销设置于所述底座上表面,且所述检测销位于所述锥形定位销远离所述安装座一侧;两个所述夹紧组件分别安装于两个所述安装座表面。
7.在一种具体的实施方案中,所述夹紧组件包括竖板、横板、电动推杆、螺杆、固定块和压块,所述竖板底端与所述安装座上表面固定,所述横板与所述竖板顶端固定连接,所述电动推杆安装于所述横板上,所述电动推杆输出杆端活动贯穿所述横板并与所述固定块上表面固定连接,所述固定块另一端固定套设于所述螺杆外侧,所述压块设置于所述螺杆底端。
8.在一种具体的实施方案中,所述固定块远离所述螺杆一端与所述竖板滑动连接。
9.在一种具体的实施方案中,所述竖板靠近所述固定块一侧开设有与所述固定块相配合的滑槽。
10.在一种具体的实施方案中,所述夹紧组件还包括弹性连接件,所述弹性连接件设置于所述螺杆和所述压块之间。
11.在一种具体的实施方案中,所述弹性连接件包括第一连接板、第二连接板和弹性缓冲部,所述第一连接板与所述螺杆底端固定,所述第二连接板与所述压块顶端固定连接,两个所述弹性缓冲部底端对称活动贯穿所述第一连接板并与所述第二连接板连接。
12.在一种具体的实施方案中,所述弹性缓冲部包括限位板、导杆和弹簧,所述限位板与所述导杆顶端固定连接,所述导杆底端活动贯穿所述第一连接板并与所述第二连接板上表面固定连接,所述弹簧套设于所述导杆外侧,且所述弹簧位于所述第一连接板和所述第二连接板之间。
13.在一种具体的实施方案中,所述底座上开设有卡槽,所述定位柱底端卡接于所述卡槽内部。
14.本技术实施例的优点是:
15.1、通过锥形定位销、防旋转定位销和定位柱能够快速的将控制臂进行定位,实现对控制臂的快速装夹,精准定位,节省测量时间,方便生产线人员的操作。
16.2、本装置操作方便,制作成本简单,提高了检测效率。
17.3、通过夹紧组件对控制臂进行再一次的夹紧定位,辅助对控制臂进行定位。
附图说明
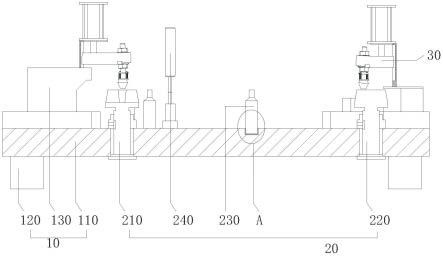
18.图1为本技术实施方式提供的控制臂综合检具机构结构示意图;
19.图2为本技术实施方式提供的防堵塞机构结构示意图;
20.图3为本技术实施方式提供的保护罩壳结构示意图;
21.图4为本技术实施方式提供的弹性连接组件结构示意图;
22.图5为本技术实施方式提供的控制臂结构示意图。
23.图中:10-支撑组件;110-底座;111-卡槽;120-支撑腿;130-安装座;20-定位检测组件;210-锥形定位销;220-防旋转定位销;230-定位柱;240-检测销;30-夹紧组件;310-竖板;311-滑槽;320-横板;330-电动推杆;340-螺杆;350-固定块;360-压块;370-弹性连接件;371-第一连接板;372-第二连接板;373-弹性缓冲部;3731-限位板;3732-导杆;3733-弹簧。
具体实施方式
24.本技术实施例中的技术方案为解决上述控制臂检具在检测时,由于控制臂的弧形结构导致对控制臂不能快速的定位,从而导致测量时间较长,不方便生产线人员的操作的问题,总体思路如下:
25.本技术实施例解决其技术问题所采用的技术方案是:
26.请参阅图1-图5,控制臂综合检具机构,包括支撑组件10、定位检测组件20和夹紧组件30。
27.其中,支撑组件10用于支撑控制臂,定位检测组件20对控制臂进行快速定位并检测,夹紧组件30对控制臂进行辅助定位。
28.请参阅图1和图4,支撑组件10包括底座110、支撑腿120和安装座130,四个支撑腿120安装于底座110下表面四角处,具体的,四个支撑腿120焊接故事与底座110下表面四角处。两个安装座130安装于底座110两端上表面,具体的,两个安装座130焊接固定于底座110
两端上表面;其中,底座110用于定位检测组件20和夹紧组件30的安装以及支撑。
29.底座110上开设有卡槽111,定位柱230底端卡接于卡槽111内部。其中,卡槽111内部设置有弹性垫。
30.请参阅图1和图4,定位检测组件20包括锥形定位销210、防旋转定位销220、定位柱230和检测销240,锥形定位销210设置于底座110一端上表面,防旋转定位销220设置于底座110另一端上表面,且锥形定位销210和防旋转定位销220位于两个安装座130之间,定位柱230安装于底座110上表面且位于锥形定位销210和防旋转定位销220之间,检测销240设置于底座110上表面,且检测销240位于锥形定位销210远离安装座130一侧;其中,组装说明:首先将锥形定位销210和防旋转定位销220以及定位柱230固定在底座110上,再安装检测销240,完成组装,使用时,本装置采用一面两销定位形式,将孔1作为基准孔设置于锥形定位销210上,孔2设置于防旋转定位销220防止旋转,通过定位柱230对孔3、4和5三点定位面确定一个平面限制控制臂z向移动,以此把工件固定下来,用检测销240检测孔6相对位置。通过锥形定位销210、防旋转定位销220、定位柱230能够快速的将控制臂进行定位,实现对控制臂的快速装夹,精准定位,节省测量时间,方便生产线人员的操作。且本装置操作方便,制作成本简单,提高了检测效率。
31.在本实施例中:孔1、孔2、孔3、孔4、孔5和孔6请参阅说明书附图5。
32.请参阅图1、图2和图3,两个夹紧组件30分别安装于两个安装座130表面。其中,夹紧组件30用于将控制臂夹紧,提高定效果。
33.夹紧组件30包括竖板310、横板320、电动推杆330、螺杆340、固定块350和压块360,竖板310底端与安装座130上表面固定,具体的,竖板310底端与安装座130上表面焊接固定。横板320与竖板310顶端固定连接,具体的,横板320与竖板310可采用一体成型设置。电动推杆330安装于横板320上,具体的,电动推杆330通过螺栓安装于横板320上。电动推杆330输出杆端活动贯穿横板320并与固定块350上表面固定连接,具体的,电动推杆330输出端杆端与固定块350上表面焊接固定。固定块350另一端固定套设于螺杆340外侧,具体的,固定块350另一端与螺杆340通过螺母固定。压块360设置于螺杆340底端。当需要对控制臂进行辅助定位时,启动电动推杆330,使得电动推杆330输出杆端变长,进一步实现固定块350和螺杆340向下移动,进一步实现压块360向下移动,直至压块360与控制臂上表面接触,即可实现对控制臂的辅助定位。
34.固定块350远离螺杆340一端与竖板310滑动连接。竖板310靠近固定块350一侧开设有与固定块350相配合的滑槽311。其中,当固定块350上下移动时,固定块350在滑槽311内部上下滑动,使得固定块350在上下移动时更加的稳定。
35.夹紧组件30还包括弹性连接件370,弹性连接件370设置于螺杆340和压块360之间。其中,通过弹性连接件370的设置,使得压块360在与控制臂接触时,具有一定弹性缓冲作用,使得压块360在压住控制臂上表面时更加的稳定,同时也能够防止压块360对控制臂造成伤害。
36.弹性连接件370包括第一连接板371、第二连接板372和弹性缓冲部373,第一连接板371与螺杆340底端固定,具体的,第一连接板371与螺杆340底端焊接固定。第二连接板372与压块360顶端固定连接,具体的,第二连接板372与压块360顶端焊接固定。两个弹性缓冲部373底端对称活动贯穿第一连接板371并与第二连接板372连接。弹性缓冲部373包括限
位板3731、导杆3732和弹簧3733,限位板3731与导杆3732顶端固定连接,具体的,限位板3731与导杆3732顶端焊接固定,也可以采用一体成型设置。导杆3732底端活动贯穿第一连接板371并与第二连接板372上表面固定连接,具体的,导杆3732底端与第二连接板372焊接固定。弹簧3733套设于导杆3732外侧,且弹簧3733位于第一连接板371和第二连接板372之间。其中,当压块360与控制臂上表面接触时,利用弹簧3733的作用力,可以使得导杆3732上下移动,进一步实现第二连接板372上下移动,使得得压块360在压住控制臂上表面时更加的稳定,同时也能够防止压块360对控制臂造成伤害。
37.本技术使用时:组装说明:首先将锥形定位销210和防旋转定位销220以及定位柱230固定在底座110上,再安装检测销240,完成组装,使用时,本装置采用一面两销定位形式,将孔1作为基准孔设置于锥形定位销210上,孔2设置于防旋转定位销220防止旋转,通过定位柱230对孔3、4和5三点定位面确定一个平面限制控制臂z向移动,以此把工件固定下来,用检测销240检测孔6相对位置。通过锥形定位销210、防旋转定位销220、定位柱230能够快速的将控制臂进行定位,实现对控制臂的快速装夹,精准定位,节省测量时间,方便生产线人员的操作。本装置操作方便,制作成本简单,提高了检测效率。
38.综上,本技术利用锥形定位销210、防旋转定位销220、定位柱230能够快速的将控制臂进行定位,实现对控制臂的快速装夹,精准定位,节省测量时间,方便生产线人员的操作。本装置操作方便,制作成本简单,提高了检测效率。
39.需要说明的是,电动推杆330具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
40.电动推杆330的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
41.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1