一种稳定杆对称度检测装置的制作方法
1.本实用新型涉及检测装置领域,特别是涉及一种稳定杆对称度检测装置。
背景技术:
2.稳定杆又称防倾杆、平衡杆,是汽车悬架中的一种辅助弹性元件,其作用是防止车身在转弯时发生过大的横向侧倾,尽量使车身保持平衡。实心稳定杆成型时需要经过加热炉加热至900-1050℃,然后放入热成型机模具中,进行杆件折弯,稳定杆杆件折弯成型后再对稳定杆端部进行冲孔成型,在稳定杆的制造过程中涉及到在稳定杆上装配衬套,衬套在稳定杆上的位置有着很高的要求,即要求衬套的位置与稳定杆中心的位置之间的对称度有着要求,因此需要检查稳定杆的对称度,然而现有的检测方法采用常规的人工检查的方式,但是这种检查方式由于人员的检测方法不同而容易发生误判,往往会造成不合格的稳定杆流入下道工序,同时也会出现合格的稳定杆被误判成报废,因此现有的检测方法不稳定,需要的测量的工具也多,很不方便,而且检测效率也很低。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种,能够快速稳定的检测稳定杆的对称度,提高检测效率。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种稳定杆对称度检测装置,其特征在于,包括:底板,底板上设置有夹紧组件,用于固定稳定杆的位置;
5.底板上设置有端部滑动组件,端部滑动组件设置在稳定杆的两端处;
6.端部滑动组件朝向稳定杆设置有端部抵接组件,端部抵接组件抵接在稳定杆的两端;
7.端部滑动组件之间设置有中间滑动组件,中间滑动组件与端部滑动组件之间转动连接有连接板;
8.中间滑动组件上固定连接有检测块,底板上设置有检测件,检测件用于检测检测块的位置。
9.优选的,端部滑动组件包括端部滑轨、端部滑块、端部固定块和端部支撑板,端部滑轨固定连接在底板上,端部滑块与端部滑轨滑移配合,端部固定块固定连接在端部滑块上,端部支撑板固定连接在端部固定块上。
10.优选的,端部抵接组件包括端部抵块和端部定位销,端部抵块设置在端部支撑板上,端部定位销设置在端部抵块上。
11.优选的,中间滑动组件包括中间滑轨、中间滑块和中间固定块,中间滑轨固定在底板上,中间滑块与中间滑轨滑移配合,中间固定块固定连接在中间滑块上,检测块固定连接在中间固定块上。
12.优选的,夹紧组件包括支架定位块和夹紧件,支架定位块固定连接在底板上,夹紧件固定在支架定位块上。
13.优选的,检测块上滑移配合有基准柱,底板上固定连接有与基准柱相配合的基准孔。
14.优选的,基准柱远离基准孔的一端设置有突出部,基准柱上套设有弹簧,弹簧的两端分别抵接在突出部和检测块上。
15.优选的,检测件为百分表。
16.本实用新型的有益效果是:
17.1.在中间滑移组件上转动的设置把手,把手再通过连接板将稳定杆两侧的端部滑移组件进行连接,从而再把手的作用下端部抵接组件能够相对于稳定杆的两端靠近抵接,从而确定稳定杆两端的位置,进而确定检测块的位置,从而检测件测量检测块的位置,进而得到稳定杆的对称度是否符合要求;
18.2.在检测块上设置基准柱以及在底板上设置基准孔,从而能够快速的完成对检测件的校正的作用,进而提高持续检测的结果的精准度。
附图说明
19.图1是本实用新型稳定杆的结构示意图;
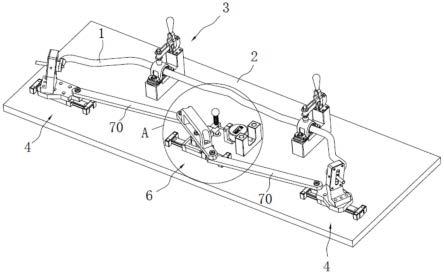
20.图2是本实用新型整体的结构示意图;
21.图3是本实用新型夹紧组件的结构示意图;
22.图4是本实用新型端部滑动组件的结构示意图;
23.图5是图2中a部放大示意图。
24.附图中各部件的标记如下:
25.1、稳定杆;11、固定孔;12、衬套;2、底板;3、夹紧组件;31、支架定位块;32、夹紧件;321、支撑部;322、固定部;4、端部滑动组件;41、端部滑轨;42、端部滑块;43、端部固定块;44、端部支撑板;5、端部抵接组件;51、端部抵块;52、端部定位销;6、中间滑动组件;61、中间滑轨;62、中间滑块;63、中间固定块;70、连接板;71、检测块;72、检测件;73、基准柱;74、基准孔;75、定位柱;76、突出部;77、弹簧;78、把手。
具体实施方式
26.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
27.实施例:
28.参考图1,稳定杆1上具有衬套12,稳定杆1的两端开设有固定孔11。
29.参考图2和图3,一种稳定杆对称度检测装置,包括底板2,底板2上固定连接有夹紧组件3,夹紧组件3用于固定稳定杆1相对于底板2的位置;
30.夹紧组件3包括支架定位块31和夹紧件32,支架定位块31用于支撑稳定杆1上的衬套12的位置,夹紧件32固定连接在支架定位块31上并对稳定杆1上的衬套12进行压紧,从而固定稳定杆1的位置,夹紧件32优选为卡钳;
31.支架定位块31呈“l”形,支架定位块31包括支撑部321和固定部322,稳定杆1的衬套12放置在支撑部321上,夹紧件32螺栓固定在固定部322上,从而方便对稳定杆1进行夹
紧,支撑部321上固定设置有与衬套12上的孔相配合的定位柱75,从而使得衬套12准确的固定在支撑部321上,因为稳定杆1上具有两个衬套12,相应的也设置有两组夹紧组件3。
32.参考图2和图4,底板2上设置有端部滑动组件4,端部滑动组件4设置在稳定杆1的两端处;
33.端部滑动组件4包括端部滑轨41、端部滑块42、端部固定块43和端部支撑板44,端部滑轨41螺栓连接在底板2上,端部滑块42与端部滑轨41滑移配合,端部固定块43螺栓连接在端部滑块42上,端部支撑板44螺栓连接在端部固定块43上,端部支撑板44上固定连接有端部抵接组件5;
34.端部抵接组件5包括端部抵块51和端部定位销52,端部抵块51螺栓连接在端部支撑板44上,端部抵块51朝向稳定杆1设置,端部定位销52固定在端部抵块51上,端部定位销52用于穿过稳定杆1两端上的固定孔11,从而起到稳固端部抵块51与稳定杆1之间的位置,端部抵块51的端面与稳定杆1端部的端面平行,从而使得端部抵块51更稳定与稳定杆1的端面相抵。
35.参考图2、图4和图5,在两个端部滑动组件4之间设置有中间滑动组件6;
36.中间滑动组件6包括中间滑轨61、中间滑块62和中间固定块63,中间滑轨61固定在底板2上,中间滑块62与中间滑轨61滑移配合,中间固定块63螺栓连接在中间滑块62上,中间固定块63上转动连接有把手78,把手78的两端均转动连接有连接板70,连接板70的另一端与相应的端部固定块43转动连接,两个端部滑轨41和一个中间滑轨61在一条直线上,从而当转动把手78时,把手78通过连接板70使得两侧的端部滑块42朝向把手78或者远离把手78移动;
37.当端部滑块42朝向把手78移动时,端部滑轨41带动端部支撑板44朝向稳定杆1的端部移动,从而使得端部抵块51和端部定位销52朝向稳定杆1的两端移动,进而端部定位销52插入稳定杆1的固定孔11中,从而端部抵块51与稳定杆1的端面相抵;
38.当端部滑块42远离把手78移动时,端部滑轨41带动端部支撑板44远离稳定杆1的端部移动,从而使得端部抵块51和端部定位销52远离稳定杆1的两端移动,进而端部抵块51与稳定杆1的端面不再相抵,从而端部定位销52从稳定杆1的固定孔11中离开。
39.参考图5,中间固定块63上螺栓连接有检测块71,检测块71随着中间固定块63的移动而移动,检测块71远离中间固定块63的一端开设通孔,通孔上滑移配合有基准柱73,基准柱73的上端设置有突出部76,基准柱73上套设有弹簧77,弹簧77的两端分别抵在检测块71和突出部76上,从而给予基准柱73一定向上的弹力;
40.底板2上固定连接有检测件72,检测件72优选为百分表,检测件72的测量头与检测块71的侧面水平的接触,从而测得检测块71偏差的距离,进而得知稳定杆1的对称度是否在规定的范围内;
41.底板2上设置有基准孔74,基准孔74的尺寸与基准柱73的尺寸相对应,从而当基准柱73插入基准孔74时来基准柱73的外壁与基准孔74的内壁完全贴合,基准孔74设置的位置为稳定杆1的对称度标准时基准柱73插入基准孔74时的位置,此时当基准柱73插入基准孔74时,百分表的测量头与检测件72接触时百分表的读数为“0”。
42.检测过程:顺时针方向转动把手78,使得端部抵块51带动着端部定位销52向两侧外移,为放置稳定杆1预留空间;
43.将需要检测的稳定杆1的衬套12部分放置到支架定位块31上,通过夹紧件32压紧衬套12的上侧,使得稳定杆1固定在在支架定位块31上;
44.逆时针方向转动把手78,使得端部定位销52插入稳定杆1两端上的固定孔11中,随后端部抵块51抵在稳定杆1的两端上,从而确定稳定杆1两端的位置,此时把手78不能再拧动,同时中间滑块62的位置也固定了,从而检测块71的位置也确定,此时百分表的测量头是与检测块71相接触的,从而百分表显示出稳定杆1对称度误差的数值,数值在规定范围内即本次检测的稳定杆1合格,反之则不合格;
45.检测完毕后再顺时针方向转动把手78,打开夹紧件32,将稳定杆1取出,检测完毕。
46.当需要校正百分表时,将基准柱73插入基准孔74中,此时百分表的测量头与检测块71相抵,此时将百分表的数值归零,校正完毕。
47.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1