电连接器检测用多工位移料装置的制作方法
1.本实用新型涉及检测加工领域,尤其涉及电连接器检测用多工位移料装置。
背景技术:
2.连接器是一种用于连接两组电子设备的电子元器件,连接器在平面及一侧平面方向上设置有引脚,在连接器的生产过程中,需要其进行多次不同的检测,以保证其合格率,在检测过程中需要将产品送入其中之一的检测机构,待检测机构检测完毕后将其取出,之后送入下一个检测机构,现有技术中的检测机构往往是通过料带式作业,在检测过程中只能对上方的引脚进行检测而无法对侧边引脚进行检测,需将连接器取出转向后重新进行检测,及其消耗时间,同时在检测出现问题后无法第一时间将不良品取下,使后续设备对不良品继续进行检测工作,做无用功,白白损耗机械寿命,因此,急需一种电连接器检测用多工位移料装置解决上述问题。
技术实现要素:
3.针对现有技术的不足,本实用新型提出一种电连接器检测用多工位移料装置,包括支撑板以及设置在所述支撑板上的若干检测机构,还包括
4.顶升组件;
5.多工位运输组件,所述多工位运输组件包括设置在顶升组件上的丝杆模组,所述丝杆模组传动端连接有连接板,所述连接板上设置有若干夹持组件,所述夹持组件移动后指向所述检测机构;
6.定位组件,所述定位组件设置在所述支撑板上且在所述夹持组件下方,用于推动零件进入所述检测机构。
7.优选的,还包括回收组件,所述回收组件包括竖直方向设置在所述支撑板上的若干下料管,所述下料管下端连通有收料盒。
8.优选的,所述顶升组件包括设置在所述支撑板上方的顶升板,所述顶升板通过导杆导套竖直方向滑动连接在所述支撑板上,所述顶升板下方设置有若干顶升气缸,所述顶升气缸传动端连接在所述顶升板上。
9.优选的,还包括导向组件,所述导向组件包括设置在所述顶升板下方的导向块,以及设置在所述连接板上的导向滑轨,所述导向块上设置有导向滑槽,所述导向滑槽与导向滑轨滑动连接。
10.优选的,所述夹持组件包括设置在所述连接板上夹持气缸,所述夹持气缸传动端指向所述定位组件,所述夹持气缸两传动端对称设置有夹持块,所述夹持块上设置有仿形槽。
11.优选的,所述定位组件包括设置在所述支撑板上的定位气缸,所述定位气缸传动端连接有定位板,所述定位板滑动连接在限位组件上,所述定位板上设置有挡块,所述定位板上设置有定位块,所述定位块上设置有定位槽。
12.优选的,所述限位组件包括设置在所述支撑板上的限位板,所述定位板滑动连接在所述限位板上,所述限位板上设置有两组限位块,两组所述限位块分别设置在所述挡块移动方向的两侧。
13.相较于现有技术,本实用新型具有以下有益效果:
14.本电连接器检测用多工位移料装置通过对其内部机构的设计,解决了传统加工中需要进行多次加工才可以对电电连接件进行检测的问题,节省了检测工作中的送料时间,大幅增加了电电连接件的生产效率。
15.本电连接器检测用多工位移料装置通过对其内部机构的设计,增加了收料机构,在检测出现问题时,可直接通过所述夹持机构将零件置入所述收料盒中,减少了后续检测机构的工作量,延长了检测机构的工作寿命。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
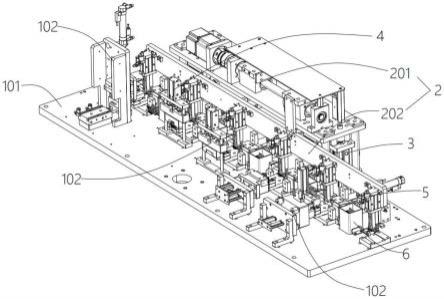
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型的正视示意图;
19.图3为本实用新型的部分示意图;
20.图4为本实用新型的部分俯视示意图;
21.其中,101、支撑板;102、检测机构;2、多工位运输组件;201、丝杆模组; 202、连接板;3、顶升组件;301、顶升板;302、导杆导套;303、顶升气缸;4、夹持组件;401、夹持气缸;402、夹持块;403、仿形槽;5、定位组件;501、定位气缸;502、定位板;503、限位组件;504、挡块;505、定位块;506、定位槽;507、限位板;508、限位块;6、下料管;7、导向组件;701、导向块;702、导向滑轨;703、导向滑槽。
具体实施方式
22.针对现有技术的不足,本实用新型提出一种电连接器检测用多工位移料装置,参考图1,包括支撑架、设置在所述支撑架上的支撑板101,所述支撑板101 上设置有回收组件、定位组件5以及顶升组件3,所述顶升组件3上设置有多工位运输组件2,需要说明的是,所述支撑板101上等距设置有若干检测机构102,所述检测机构102用于对零件进行合格性检测,多组不同的检测机构102分别用于不同的检测,各种检测机构102为现有技术不再详细描述。
23.参考图1,所述回收组件设置在所述检测机构102一侧,用于回收不合格零件,所述回收组件包括竖直方向设置在所述支撑板101上的若干下料管6,所述下料管6下端连通有收料盒,当有检测不合格的零件时,通过所述多工位运输组件2将不合格零件送入所述下料管6内,不合格零件最终落入收料盒内。
24.参考图2,所述多工位运输组件2包括设置在所述顶升组件3上的丝杆模组 201,所述顶升组件3包括设置在所述支撑板101上方的顶升板301,所述顶升板301通过导杆导套302竖直方向滑动连接在所述支撑板101上,所述顶升板 301下方设置有若干顶升气缸303,所述顶升气缸303传动端连接在所述顶升板 301上,所述丝杆模组201及设置在所述顶升板
301上,通过所述顶升气缸303 工作,经过导杆导套302进行导向,其传动端带动所述顶升板301升高或者降低。
25.参考图3,所述丝杆模组201传动端连接有连接板202,所述连接板202上设置有若干夹持组件4,所述夹持组件4移动后指向所述检测机构102,所述夹持组件4包括设置在所述连接板202上夹持气缸401所述夹持气缸401传动端指向所述定位组件5,所述夹持气缸401两传动端对称设置有夹持块402,所述夹持块402设置有仿形槽403,所述顶升板301进行升高或者降低,进而带动所述夹持及气缸进行升高和降低,将电电连接件放入或取出定位组件5,夹取电电连接件时,所述顶升板301下移,带动两组所述夹持块402位于电电连接件两端,进而,所述夹取气缸开始工作,从两侧推动电电连接件,最终通过所述仿形槽 403将电电连接件夹持在气缸上,此时电电连接件针脚分别指向上方及检测机构 102方向一侧,之后由所述顶升板301带动所述夹持气缸401抬起,之后所述丝杆模组201开始工作,通过导向组件7带动所述连接板202进行运动,参考图,所述导向组件7设置在所述连接板202及顶升组件3之间。
26.参考图2,所述导向组件7包括设置在所述顶升板301下方的导向块701,以及设置在所述连接板202上的导向滑轨702,所述导向块701上设置有导向滑槽703,所述导向滑槽703与导向滑轨702滑动连接,所述丝杆模组201带动所述连接板202,进而带动所述导向滑轨702在固定的导向滑槽703内运动,确保了运动的精密度以及准确性,所述连接板202进而带动连接在其上的夹持气缸 401,将电电连接件放入到定位组件5中。
27.参考图3以及图4,所述定位组件5设置在所述夹持组件4下方,用于推动零件进入所述检测机构102,所述定位组件5包括设置在所述支撑板101上的定位气缸501,所述定位气缸501传动端连接有定位板502,所述定位板502滑动连接在限位组件503上,所述限位组件503包括设置在所述支撑板101上的限位板507,所述定位板502滑动连接在所述限位板507上,所述限位板507上设置有两组限位块508,两组所述限位块508分别设置在所述挡块504移动方向的前方及后方。
28.所述定位板502上设置有挡块504,所述定位板502上设置有定位块505,所述定位块505上设置有定位槽506,所述夹持气缸401将电电连接件送入所述定位槽506后所述夹持气将所述夹持块402松开,电电连接件落入所述定位槽 506中,之后所述定位气缸501开始工作,推动所述定位板502向着所述检测机构102开始运动,所述定位板502上的挡块504运动至接触所述限位块508,此时将所述仿形槽403运动至所述检测机构102下方,带检测机构102进行检测后由所述定位气缸501带动进行复位,此时,所述多工位运输组件2将检测完成的产品取出,将合格的连接器取出放入下一组所述定位机构中,将不合格件送入所述下料管6中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1