一种测量五轴回转精度的工装治具的制作方法
1.本实用新型涉及机床技术领域,具体为一种测量五轴回转精度的工装治具。
背景技术:
2.由于精密仪器,航空航天等行业对加工件的要求不断提高,传统的三轴机床已经无法满足复杂曲面的加工,对五轴机床装配精度的验证及检测显得尤为重要。
3.五轴机床,全称五轴联动数控机床,是一种科技含量高、精密度高、专门用于加工复杂曲面的机床,工件一次装夹就可完成五面体的加工。若配以五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工,更能够适应像汽车零部件、飞机结构件等现代模具的加工。五轴机床的回转轴,设置在床身上的工作台可以环绕x轴回转,定义为a轴,a轴一般工作范围+30度至-120度;工作台的中间还设有一个回转平台,能够环绕z轴回转,定义为c轴,c轴都是360度回转,即a轴和c轴为回转轴,x轴、y轴和z轴。为直线轴,这样通过a轴与c轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由主轴进行加工。目前对于双工作台(工作台和回转平台)结构的回转运动,市场上基本都是测量单轴的几何精度,无法验证回转轴与直线轴的联动精度,进而导致rtcp(rotation tool center point,即刀尖点跟随功能,主要是改变了插补运算的流程)参数不准确,造成回转轴与直线轴联动加工时工件存在一定的加工精度误差。基于以上描述,亟需一种工装可以直观反映回转轴与直线轴的联动精度。
技术实现要素:
4.本实用新型的目的在于提供一种测量五轴回转精度的工装治具,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种测量五轴回转精度的工装治具,包括磁力座,所述磁力座的上方连接有工装骨架,所述工装骨架上连接有第一千分表和第二千分表,所述工装骨架呈l形结构,所述工装骨架的下方端部设有用于第一千分表连接的竖直贯穿的第二安装孔,所述第二安装孔连接有第一锁紧槽,所述第一锁紧槽竖直贯穿工装骨架的下方端部,所述第一锁紧槽的侧壁上设有水平贯穿工装骨架的第一锁紧孔;所述工装骨架的上方端部设有用于第二千分表连接的水平贯穿的第三安装孔,所述第三安装孔的中轴线与第二安装孔的中轴线垂直相交,所述第三安装孔连接有第二锁紧槽,所述第二锁紧槽竖直贯穿工装骨架的上方端部,所述第二锁紧槽的侧壁上设有水平贯穿工装骨架的第二锁紧孔,所述第二锁紧孔与第一锁紧孔的中轴线相平行。
6.进一步优选,所述第二安装孔和第三安装孔的孔壁上均设有纹路,保证第一千分表和第二千分表的固定稳固;所述第二安装孔的孔壁上沿其轴线方向和第三安装孔的孔壁上沿其轴线方向均开设有至少一个贯穿工装骨架的割槽,方便第二安装孔和第三安装孔的孔径发生变化,便于第一千分表和第二千分表的固定。
7.进一步优选,所述第一锁紧孔和第二锁紧孔均连接有锁紧螺钉和螺帽,实现对第
一锁紧孔和第二锁紧孔的锁紧功能。
8.进一步优选,所述工装骨架的上方端部到其折弯部的横向尺寸和纵向尺寸均逐渐增加,所述工装骨架的下方端部到其折弯部的横向尺寸和纵向尺寸均逐渐增加,增强工装骨架的结构强度。
9.进一步优选,所述工装骨架的沿着第一锁紧孔的中轴线方向的两侧边中的至少一个侧边设有凹槽,保证工作骨架的结构强度的同时,减轻工资骨架的重量。
10.进一步优选,所述凹槽内设有至少一根加强筋,进一步增强工装骨架的结构强度。
11.进一步优选,所述工装骨架与磁力座之间连接有双头螺栓,所述双头螺栓与磁力座和工装骨架之间均设有螺母,保证工装骨架与双头螺栓、磁力座与双头螺栓间的锁死,不会随意转动。
12.进一步优选,所述磁力座为杠杆磁力座,其上方设有配合双头螺栓的第一安装孔,便于双头螺栓的连接;所述磁力座的侧边设有旋钮,方便手动对磁力座内部磁极的分断和接通。
13.有益效果:本实用新型的测量五轴回转精度的工装治具,通过磁力座实现工装骨架的安装固定,通过工装骨架实现第一千分表和第二千分表的安装,实现第一千分表和第二千分表在五轴机床回转平台上的固定,能够与回转平台同步联动,保证测量的刚性和测量数据的准确性,避免了传统表架刚性的影响,且解决了只能单独验证一个轴的几何精度问题;且通过观察第一千分表和第二千分表上的指针变化,观察出五轴机床的回转平台和直线轴的联动精度,从而判断出五轴机床的联动性能和rtcp参数设定的准确性,方便调试人员对五轴机床的机械性能及rtcp的参数进行调整,确保回转轴和直线轴的联动精度保持较高的精度,能够更好的提高机床的加工精度。
附图说明
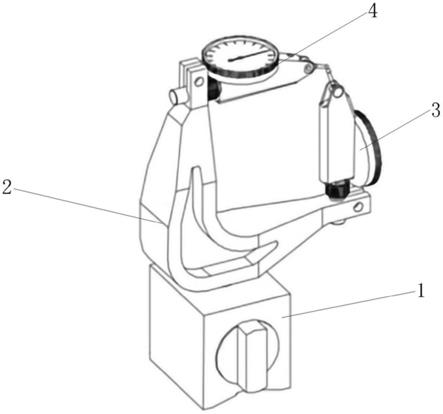
14.图1为本实用新型实施例所公开的测量五轴回转精度的工装治具的结构示意图;
15.图2为本实用新型实施例所公开的磁力座和工装骨架的装配结构示意图;
16.图3为本实用新型实施例所公开的工装骨架的结构示意图;
17.图4为本实用新型实施例所公开的工装骨架的另一结构示意图。
18.附图标记:1-磁力座,11-旋钮,2-第一安装孔,2-工装骨架,21-第二安装孔,22-第一锁紧槽,23-第一锁紧孔,24-第三安装孔,25-第二锁紧槽,26-第二锁紧孔,27-凹槽,28-割槽,29-加强筋,3-第一千分表,4-第二千分表,5-双头螺栓,6-螺母。
具体实施方式
19.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
20.如图1-4所示,一种测量五轴回转精度的工装治具,包括磁力座1,磁力座1的上方连接有工装骨架2,工装骨架2上连接有第一千分表3和第二千分表4。其中,磁力座1为杠杆磁力座,用于工装骨架2的安装固定,通过分断和接通内部的磁极实现与五轴机床回转平台的吸附或分离,通过旋转磁力座1的侧边设有旋钮11,实现分断和接通磁力座1内部的磁极;磁力座1的上方设有第一安装孔12,用于和工装骨架2连接,通过双头螺栓5即可实现,第一
千分表3和第二千分表4通过工装骨架2和磁力座1实现在五轴机床回转平台上的固定,能够与回转平台同步联动,保证测量的刚性和测量数据的准确性,避免了传统表架刚性的影响,且解决了只能单独验证一个轴的几何精度问题。通过观察第一千分表3和第二千分表4上的指针变化,观察出五轴机床的回转平台和直线轴的联动精度,从而判断出五轴机床的联动性能和rtcp参数设定的准确性,方便调试人员对五轴机床的机械性能及rtcp的参数进行调整,能够更好的提高机床的加工精度。
21.本技术中,工装骨架2呈l形结构,工装骨架2的下方端部设有竖直贯穿的第二安装孔21,第二安装孔21连接有第一锁紧槽22,第一锁紧槽22竖直贯穿工装骨架2的下方端部,第一锁紧槽22的侧壁上设有水平贯穿工装骨架2的第一锁紧孔23。其中,第二安装孔21用于第一千分表3的安装,第一千分表3竖直安装于工装骨架2上,通过锁紧螺钉穿过第一锁紧孔23和螺帽螺接,实现对第一锁紧槽22进行挤压,使得第一锁紧槽22的槽宽变小,进而改变第二安装孔21的孔径,使第二安装孔21的孔径变小,实现对第一千分表3的锁紧固定,实现对第一千分表3的竖直安装。工装骨架2的上方端部设有水平贯穿的第三安装孔24,第三安装孔24连接有第二锁紧槽25,第二锁紧槽25竖直贯穿工装骨架2的上方端部,第二锁紧槽25的侧壁上设有水平贯穿工装骨架2的第二锁紧孔26。其中,通过锁紧螺钉穿过第二锁紧孔26和螺帽螺接,实现对第二锁紧槽25进行挤压,使得第二锁紧槽25的槽宽变小,进而改变第三安装孔24的孔径,使第三安装孔24的孔径变小,实现对第二千分表4的锁紧固定,实现对第二千分表4的水平安装。且第三安装孔24的中轴线与第二安装孔21的中轴线垂直相交,第二锁紧孔26与第一锁紧孔23的中轴线相平行,使得第一千分表3和第二千分表4垂直,便于第一千分表3和第二千分表4对五轴机床的回转轴和直线轴的联动精度进行测量,修正rtcp的参数,确保回转轴和直线轴的联动精度保持较高的精度。
22.本技术中,第二安装孔21和第三安装孔24的孔壁上均设有纹路,增加第二安装孔21和第一千分表3、第三安装孔24和第二千分表4第二安装孔21之间的摩擦,保证第一千分表3和第二千分表4的安装牢固,使得第一千分表3和第二千分表4在与五轴机床的回转平台联动时不会出现转动、歪斜甚至滑落现象,提高第一千分表3和第二千分表4的测量精度;第二安装孔21孔壁上沿其轴线方向和第三安装孔24的孔壁上沿其轴线方向均开设有至少一个贯穿工装骨架2的割槽28,通过割槽28能够降低第二安装孔21和第三安装孔24的孔径变化难度。
23.本技术中,工装骨架2的上方端部到其折弯部的横向尺寸和纵向尺寸均逐渐增加,工装骨架2的下方端部到其折弯部的横向尺寸和纵向尺寸均逐渐增加,提高工装骨架2的结构强度。同时,工装骨架2的沿着第一锁紧孔23的中轴线方向的两侧边中的至少一个侧边设有凹槽27,凹槽27能够有效减轻工装骨架2的重量,进一步增强工装骨架2的结构强度,本技术中的凹槽27为两个且对称分设于工装骨架2的两侧,凹槽27内设有至少一根加强筋29,再次加强工装骨架2的结构强度。
24.本技术中,工装骨架2与磁力座1之间连接有双头螺栓5,双头螺栓5与磁力座1和工装骨架2之间均设有螺母6,通过双头螺栓5两端的螺纹实现工装骨架2和磁力座1的连接,简单方便;且通过螺母6实现工装骨架2与双头螺栓5、磁力座1和双头螺栓5之间的连接锁死,不会随意发生转动;磁力座1的上方设有第一安装孔12,用于和双头螺栓5的螺接,方便工装骨架2的安装固定。
25.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1