测量装置及极片生产系统的制作方法
1.本技术涉及电池领域,具体而言,涉及一种测量装置及极片生产系统。
背景技术:
2.电池在新能源领域应用甚广,例如电动汽车、新能源汽车等,新能源汽车、电动汽车已经成为汽车产业的发展新趋势。电池单体包括电极组件,电极组件是电池单体中发生电化学反应的部件。电极组件主要由正极片和负极片卷绕或层叠放置形成。但是,目前极片生产中的良品率较低。
技术实现要素:
3.本技术实施例的目的在于提供一种测量装置及极片生产系统,其旨在改善相关技术中极片生产中的良品率较低的问题。
4.第一方面,本技术实施例提供了一种测量装置,所述测量装置包括放卷机构、调节机构、测量机构及收卷机构,所述放卷机构用于放卷料带;所述调节机构设置于所述放卷机构的下游,所述调节机构用于调节所述料带的张紧力,以使所述料带形成绷紧区;所述测量机构用于测量所述绷紧区的尺寸;所述收卷机构设置于所述调节机构的下游,所述收卷机构用于收卷所述料带。
5.在上述技术方案中,该测量装置的放卷机构和收卷机构配合,能够实现料带的输送。该测量装置的调节机构能够调节料带的张紧力,使得料带处于预设张紧力下,这样料带的变形量一定,使得测量机构测量料带的尺寸更为准确。该测量装置的测量结果能够准确反馈料带的尺寸,有利于据此把控生产料带的质量,从而提高料带的良品率。
6.作为本技术实施例的一种可选技术方案,所述调节机构包括第一主动辊和第二主动辊,所述料带绕设于所述第一主动辊和所述第二主动辊,所述料带位于所述第一主动辊和所述第二主动辊之间的部分形成所述绷紧区。
7.在上述技术方案中,第一主动辊和第二主动辊均能够带动料带移动,调节第一主动辊和第二主动辊输送料带的速度就能够调整料带的张紧力。例如,第一主动辊和第二主动辊的辊径相同,第一主动辊能够将放卷机构放卷的料带向后输送,而第二主动辊能够将第一主动辊输送的料带进一步向收卷机构输送。若第二主动辊的转速比第一主动辊的转速快,则第二主动辊能够更快地将料带向收卷机构输送,造成第一主动辊供给第二主动辊的料带的量小于第二主动辊能够输送的量,料带位于第一主动辊和第二主动辊之间的部分会绷紧而形成绷紧区。第二主动辊与第一主动辊的转速差越大,料带则会绷得越紧,使得料带承受的张紧力增大。据此,第一主动辊和第二主动辊能够调节料带所受的张紧力,使得料带处于预设张紧力下,使得测量机构测量料带的尺寸更为准确。
8.作为本技术实施例的一种可选技术方案,所述测量装置还包括检测单元,所述检测单元用于检测所述绷紧区的张紧力,所述第一主动辊和所述第二主动辊响应于所述检测单元的检测结果。
9.在上述技术方案中,通过设置检测单元来检测绷紧区的张紧力,第一主动辊和第二主动辊可以根据检测单元的检测结果来进一步修调绷紧区的张紧力,使得绷紧区的张紧力能够处于预设张紧力下。这样,检测单元和第一主动辊、第二主动辊形成反馈调节,有利于提升测量机构对料带检测的准确性。
10.作为本技术实施例的一种可选技术方案,所述测量装置包括第一张紧辊,所述料带依次绕设于所述第一主动辊、所述第一张紧辊和所述第二主动辊;所述检测单元包括压力传感器和计算单元,所述压力传感器用于测量所述料带施加给所述第一张紧辊的压力,所述压力传感器与所述计算单元通信连接,所述计算单元用于根据所述压力传感器的检测结果计算所述料带的张紧力。
11.在上述技术方案中,通过设置压力传感器,便于测量料带施加给第一张紧辊的压力。料带施加给第一张紧辊的压力可以看作是料带在张紧辊两侧的两个分力(张紧力)的合力。据此,计算单元可以根据料带施加给第一张紧辊的压力和两个分力各自与该压力之间的角度计算出分力(张紧力)的大小。采用该检测单元测量张紧力的大小,测量结果准确,成本较低。
12.作为本技术实施例的一种可选技术方案,所述测量装置包括第二张紧辊,所述料带依次绕设于所述第一主动辊、所述第二张紧辊和所述第二主动辊;所述测量机构与所述第二张紧辊相对设置于所述料带的厚度方向的两侧,以使所述测量机构对所述料带的缠绕于所述第二张紧辊的部分的尺寸进行测量。
13.在上述技术方案中,第二张紧辊能够对料带起到支撑作用,测量机构对缠绕于第二张紧辊的部分进行测量,料带不易发生抖动,使得测量的结果更为准确,有利于据此生产料带的质量,从而提高料带的良品率。
14.作为本技术实施例的一种可选技术方案,所述调节机构还包括第一夹紧辊,所述第一夹紧辊和所述第一主动辊沿所述料带的厚度方向设置于所述料带的两侧,所述第一夹紧辊和所述第一主动辊配合输送所述料带;和/或所述调节机构还包括第二夹紧辊,所述第二夹紧辊和所述第二主动辊沿所述料带的厚度方向设置于所述料带的两侧,所述第二夹紧辊和所述第二主动辊配合输送所述料带。
15.在上述技术方案中,通过设置第一夹紧辊与第一主动辊配合输送料带,将料带夹持于第一夹紧辊和第一主动辊之间,能够防止料带打滑。通过设置第二夹紧辊与第二主动辊配合输送料带,将料带夹持于第二夹紧辊和第二主动辊之间,能够防止料带打滑。
16.作为本技术实施例的一种可选技术方案,所述第二主动辊和所述测量机构通信连接,所述测量机构响应于所述第二主动辊而测量所述绷紧区的尺寸。
17.在上述技术方案中,当第二主动辊开始动作时,测量机构也响应于第二主动辊的动作而开始测量绷紧区的尺寸,这样无需单独打开测量机构,提高了测量装置的自动化程度。
18.作为本技术实施例的一种可选技术方案,所述测量装置还包括检测单元,所述检测单元用于检测所述绷紧区的张紧力,所述调节机构响应于所述检测单元的检测结果。
19.在上述技术方案中,通过设置检测单元来检测绷紧区的张紧力,调节机构可以根据检测单元的检测结果来进一步修调绷紧区的张紧力,使得绷紧区的张紧力能够处于预设张紧力下。这样,检测单元和调节机构形成反馈调节,有利于提升测量机构对料带检测的准
确性。
20.作为本技术实施例的一种可选技术方案,所述放卷机构包括料辊和驱动机构,所述料辊卷绕有所述料带;所述驱动机构连接于所述料辊,所述驱动机构用于驱动所述料辊转动以放卷所述料带。
21.在上述技术方案中,通过设置驱动机构驱动料辊转动,以实现料带的主动放卷。
22.作为本技术实施例的一种可选技术方案,所述调节机构包括第一主动辊,所述料带绕设于所述第一主动辊,所述料带位于所述第一主动辊和所述料辊之间的部分形成所述绷紧区。
23.在上述技术方案中,驱动机构能够带动料辊放卷,第一主动辊能够带动料带移动,调节料辊的放卷速度和第一主动辊输送料带的速度就能够调整料带的张紧力。例如,料辊和第一主动辊的辊径相同,料辊能够将料带放卷,而第一主动辊能够将放卷的料带进一步向收卷机构输送。若第一主动辊的转速比料辊的转速快,则第一主动辊能够更快地将料带向收卷机构输送,造成料辊放卷的料带小于第一主动辊能够输送的量,料带位于料辊和第一主动辊之间的部分会绷紧而形成绷紧区。第一主动辊与料辊的转速差越大,料带则会绷得越紧,使得料带承受的张紧力增大。据此,第一主动辊能够调节料带所受的张紧力,使得料带处于预设张紧力下,使得测量机构测量料带的尺寸更为准确。
24.作为本技术实施例的一种可选技术方案,所述测量装置还包括检测单元,所述检测单元用于检测所述绷紧区的张紧力,所述第一主动辊和所述驱动机构响应于所述检测单元的检测结果。
25.在上述技术方案中,通过设置检测单元来检测绷紧区的张紧力,第一主动辊和驱动机构可以根据检测单元的检测结果来进一步修调绷紧区的张紧力,使得绷紧区的张紧力能够处于预设张紧力下。这样,检测单元和第一主动辊、驱动机构形成反馈调节,有利于提升测量机构对料带检测的准确性。
26.作为本技术实施例的一种可选技术方案,所述测量装置包括第一张紧辊,所述料带依次绕设于所述第一张紧辊和所述第一主动辊;所述检测单元包括压力传感器和计算单元,所述压力传感器用于测量所述料带施加给所述第一张紧辊的压力,所述压力传感器与所述计算单元通信连接,所述计算单元用于根据所述压力传感器的检测结果计算所述料带的张紧力。
27.在上述技术方案中,通过设置压力传感器,便于测量料带施加给第一张紧辊的压力。料带施加给第一张紧辊的压力可以看作是料带在张紧辊两侧的两个分力(张紧力)的合力。据此,计算单元可以根据料带施加给第一张紧辊的压力和两个分力各自与该压力之间的角度计算出分力(张紧力)的大小。采用该检测单元测量张紧力的大小,测量结果准确,成本较低。
28.作为本技术实施例的一种可选技术方案,所述测量装置包括第二张紧辊,所述料带依次绕设于所述第二张紧辊和所述第一主动辊;所述测量机构与所述第二张紧辊相对设置于所述料带的厚度方向的两侧,以使所述测量机构对所述料带的缠绕于所述第二张紧辊的部分的尺寸进行测量。
29.在上述技术方案中,第二张紧辊能够对料带起到支撑作用,测量机构对缠绕于第二张紧辊的部分进行测量,料带不易发生抖动,使得测量的结果更为准确,有利于据此生产
料带的质量,从而提高料带的良品率。
30.作为本技术实施例的一种可选技术方案,所述测量机构为工业相机。
31.在上述技术方案中,选用工业相机作为测量机构,测量准确可靠,并且在测量时无需接触料带,不会对料带造成损伤。
32.第二方面,本技术实施例还提供了一种极片生产系统,所述极片生产系统包括提供装置及上述的测量装置,所述提供装置用于提供极片;所述测量装置用于测量所述绷紧区的尺寸。
附图说明
33.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
34.图1为本技术一些实施例提供的测量装置的示意框图;
35.图2为本技术一些实施例提供的测量装置的结构示意图;
36.图3为本技术一些实施例提供的测量装置(包括检测单元)的示意框图;
37.图4为本技术一些实施例提供的测量装置(包括检测单元)的结构示意图;
38.图5为本技术一些实施例提供的检测单元的示意框图;
39.图6为本技术一些实施例提供的第一张紧辊的受力分析图;
40.图7为本技术一些实施例提供的测量装置(包括第二张紧辊)的结构示意图;
41.图8为本技术一些实施例提供的测量装置(包括第一夹紧辊和第二夹紧辊)的结构示意图;
42.图9为本技术一些实施例提供的测量装置(主动放卷)的结构示意图;
43.图10为本技术一些实施例提供的放卷机构的示意框图;
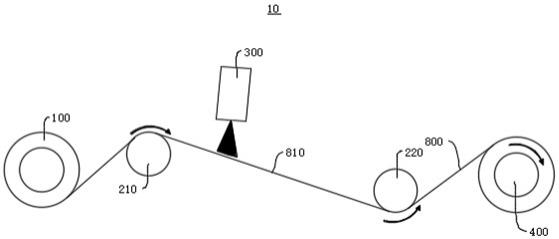
44.图11为本技术另一些实施例提供的测量装置的结构示意图;
45.图12为本技术另一些实施例提供的测量装置(包括检测单元)的结构示意图;
46.图13为本技术另一些实施例提供的测量装置(包括第二张紧辊)的结构示意图;
47.图14为本技术一些实施例提供的极片生产系统的示意框图。
48.图标:10-测量装置;100-放卷机构;110-料辊;120-驱动机构;200-调节机构;210-第一主动辊;220-第二主动辊;230-第一夹紧辊;240-第二夹紧辊;300-测量机构;400-收卷机构;500-检测单元;510-压力传感器;520-计算单元;600-第一张紧辊;700-第二张紧辊;800-料带;810-绷紧区;20-极片生产系统;21-提供装置。
具体实施方式
49.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
50.除非另有定义,本技术所使用的所有的技术和科学术语与属于本技术的技术领域
的技术人员通常理解的含义相同;本技术中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序或主次关系。
51.在本技术中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。
52.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“附接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
53.本技术中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本技术中字符“/”,一般表示前后关联对象是一种“或”的关系。
54.在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。应理解,附图示出的本技术实施例中的各种部件的厚度、长宽等尺寸,以及集成装置的整体厚度、长宽等尺寸仅为示例性说明,而不应对本技术构成任何限定。
55.本技术中出现的“多个”指的是两个以上(包括两个)。
56.本技术中,电池单体可以包括锂离子二次电池单体、锂离子一次电池单体、锂硫电池单体、钠锂离子电池单体、钠离子电池单体或镁离子电池单体等,本技术实施例对此并不限定。电池单体可呈圆柱体、扁平体、长方体或其它形状等,本技术实施例对此也不限定。电池单体一般按封装的方式分成三种:柱形电池单体、方形电池单体和软包电池单体,本技术实施例对此也不限定。
57.本技术的实施例所提到的电池是指包括一个或多个电池单体以提供更高的电压和容量的单一的物理模块。例如,本技术中所提到的电池可以包括电池模块或电池包等。电池一般包括用于封装一个或多个电池单体的箱体。箱体可以避免液体或其他异物影响电池单体的充电或放电。
58.电池单体包括电极组件和电解液,电极组件由正极片、负极片和隔离膜组成。电池单体主要依靠金属离子在正极片和负极片之间移动来工作。正极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,未涂敷正极活性物质层的正极集流体凸出于已涂覆正极活性物质层的正极集流体,未涂敷正极活性物质层的正极集流体作为正子极耳。以锂离子电池为例,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等。负极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,未涂敷负极活性物质层的负极集流体凸出于已涂覆负极活性物质层的负极集流体,未涂敷负极活性物质层的负极集流体作为负子极耳。负极集流体的材料可以为铜,负极活性物质可以为碳或硅等。为了保证通过大电流而不发生熔断,正子极耳的数量为多个且层叠在一起,负子极耳的数量为多个且层叠在一起。隔离膜的材质可
以为pp(polypropylene,聚丙烯)或pe(polyethylene,聚乙烯)等。此外,电极组件可以是卷绕式结构,也可以是叠片式结构,本技术实施例并不限于此。
59.目前,从市场形势的发展来看,电池的应用越加广泛。电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
60.电池单体包括电极组件,电极组件是电池单体中发生电化学反应的部件。电极组件主要由正极片和负极片卷绕或层叠放置形成。但是,目前极片生产中的良品率较低。
61.发明人进一步研究发现,在极片的生产过程中需要定期测量极片外形尺寸,根据测量结果调控生产设备,以把控极片的质量。而现有的测量仍采用人工测量方式,具体操作方式为:将极片横铺在不锈钢测量平台上,拉直极片,使用胶带固定极片两端,再使用精度1mm的钢卷尺测量极片总长、精度0.5mm的塑胶软尺测量极片宽度、膜区宽度、极耳高度、极耳宽度、极耳间距等外形尺寸。然而,人工拉紧极片,极片的张紧力无法量化,不同张紧力状态下的极片总长测量值不同,此偏差值将影响最终测量结果,导致极片的尺寸未被准确测量。根据该方式测量的结果来把控生产极片的质量,导致极片生产的良品率较低,严重地将产生批量报废产品。
62.鉴于此,本技术实施例提供一种测量装置,通过设置调节机构调节料带的张紧力,使得料带处于预设张紧力下,这样料带的变形量一定,使得测量机构测量料带的尺寸更为准确。该测量装置的测量结果能够准确反馈料带的尺寸,有利于据此把控生产料带的质量,从而提高料带的良品率。
63.本技术实施例描述的技术方案适用于带状结构的尺寸测量,例如极片、皮带、丝带等。
64.请参照图1和图2,图1为本技术一些实施例提供的测量装置10的示意框图。图2为本技术一些实施例提供的测量装置10的结构示意图。在一些实施例中,本技术实施例提供了一种测量装置10,测量装置10包括放卷机构100、调节机构200、测量机构300及收卷机构400。放卷机构100用于放卷料带800。调节机构200设置于放卷机构100的下游,调节机构200用于调节料带800的张紧力,以使料带800形成绷紧区810。测量机构300用于测量绷紧区810的尺寸。收卷机构400设置于调节机构200的下游,收卷机构400用于收卷料带800。
65.放卷机构100是用于将卷绕在一起的料带800释放的机构。放卷机构100可以是主动放卷,也可以是被动放卷。被动放卷时,可以借助调节机构200实现放卷。
66.与放卷机构100相对应地,收卷机构400是用于将料带800卷绕在一起的机构。收卷机构400包括收卷辊和驱动单元,驱动单元与收卷辊连接,驱动单元用于驱动收卷辊转动,以将料带800卷绕于收卷辊。
67.调节机构200是用于调节料带800的张紧力的机构。测量机构300测量时,通过调节机构200将料带800的张紧力调节至预设张紧力,使得料带800的变形一定,以提升测量机构300测量的准确性。
68.绷紧区810是料带800上被调节机构200调节张紧力的部分,绷紧区810的张紧力处于预设张紧力。由于料带800上被调节机构200调节张紧力的部分与其他部分的张紧力可能不同,因此以绷紧区810来特指被调节机构200调节张紧力的部分。
69.测量机构300是具有测量功能的机构。测量机构300能够实现对绷紧区810的尺寸的测量。以料带800为极片为例,测量机构300可以测量极片总长、极片宽度、膜区宽度、极耳高度、极耳宽度、极耳间距等外形尺寸。
[0070]“调节机构200设置于放卷机构100的下游,收卷机构400设置于调节机构200的下游”是指料带800从放卷机构100放卷,经过调节机构200后,在收卷机构400收卷。其对应了调节机构200和收卷机构400的设置位置。
[0071]
该测量装置10的放卷机构100和收卷机构400配合,能够实现料带800的输送。该测量装置10的调节机构200能够调节料带800的张紧力,使得料带800处于预设张紧力下,这样料带800的变形量一定,使得测量机构300测量料带800的尺寸更为准确。该测量装置10的测量结果能够准确反馈料带800的尺寸,有利于据此把控生产料带800的质量,从而提高料带800的良品率。
[0072]
请参照图1和图2,在一些实施例中,调节机构200包括第一主动辊210和第二主动辊220。料带800绕设于第一主动辊210和第二主动辊220,料带800位于第一主动辊210和第二主动辊220之间的部分形成绷紧区810。
[0073]
第一主动辊210和第二主动辊220是能够主动转动的驱动辊,第一主动辊210和第二主动辊220在转动时能够带动料带800移动(图中箭头标识出了能够主动转动的结构的转动方向)。请参照图2,第一主动辊210位于放卷机构100的下游,第二主动辊220位于第一主动辊210的下游。从放卷机构100放卷的料带800依次绕过第一主动辊210和第二主动辊220,并在收卷机构400收卷。
[0074]
以第一主动辊210为例,第一主动辊210包括辊体和驱动件,辊体连接于驱动件,驱动件用于驱动辊体转动,料带800绕设于辊体。当驱动件动作时,辊体转动,以带动料带800移动。驱动件可以为电机、内燃机等。第二主动辊220的结构与第一主动辊210的结构相同,再次就不再赘述。
[0075]
第一主动辊210和第二主动辊220均能够带动料带800移动,调节第一主动辊210和第二主动辊220输送料带800的速度就能够调整料带800的张紧力。例如,第一主动辊210和第二主动辊220的辊径相同,第一主动辊210能够将放卷机构100放卷的料带800向后输送,而第二主动辊220能够将第一主动辊210输送的料带800进一步向收卷机构400输送。若第二主动辊220的转速比第一主动辊210的转速快,则第二主动辊220能够更快地将料带800向收卷机构400输送,造成第一主动辊210供给第二主动辊220的料带800的量小于第二主动辊220能够输送的量,料带800位于第一主动辊210和第二主动辊220之间的部分会绷紧而形成绷紧区810。第二主动辊220与第一主动辊210的转速差越大,料带800则会绷得越紧,使得料带800承受的张紧力增大。据此,第一主动辊210和第二主动辊220能够调节料带800所受的张紧力,使得料带800处于预设张紧力下,使得测量机构300测量料带800的尺寸更为准确。
[0076]
请参照图3,图3为本技术一些实施例提供的测量装置10(包括检测单元500)的示意框图。在一些实施例中,测量装置10还包括检测单元500,检测单元500用于检测绷紧区810的张紧力。第一主动辊210和第二主动辊220响应于检测单元500的检测结果。
[0077]
检测单元500是用于检测绷紧区810张紧力的部件。检测单元500可以与第一主动辊210和第二主动辊220通信连接,包括检测单元500通过导线、网线等有线连接方式与第一主动辊210和第二主动辊220连接,还包括检测单元500通过蓝牙、无线网等无线连接方式与
第一主动辊210和第二主动辊220连接。通信连接可以是检测单元500直接与第一主动辊210和第二主动辊220连接,也可以是检测单元500通过某中间部件间接与第一主动辊210和第二主动辊220连接。例如,中间部件可以为控制器,检测单元500与控制器电连接,控制器与第一主动辊210和第二主动辊220电连接,控制器接收检测单元500的检测结果,并根据检测结果控制第一主动辊210和第二主动辊220调节绷紧区810的张紧力。
[0078]“第一主动辊210和第二主动辊220响应于检测单元500的检测结果”是指第一主动辊210和第二主动辊220会根据检测单元500的检测结果来调节绷紧区810的张紧力。第一主动辊210和第二主动辊220可以是如上述的受控制器的控制而调控张紧力,也可以是直接受检测单元500控制而调控张紧力。
[0079]
通过设置检测单元500来检测绷紧区810的张紧力,第一主动辊210和第二主动辊220可以根据检测单元500的检测结果来进一步修调绷紧区810的张紧力,使得绷紧区810的张紧力能够处于预设张紧力下。这样,检测单元500和第一主动辊210、第二主动辊220形成反馈调节,有利于提升测量机构300对料带800检测的准确性。
[0080]
请参照图4、图5和图6,图4为本技术一些实施例提供的测量装置10(包括检测单元500)的结构示意图。图5为本技术一些实施例提供的检测单元500的示意框图。图6为本技术一些实施例提供的第一张紧辊600的受力分析图。在一些实施例中,测量装置10包括第一张紧辊600,料带800依次绕设于第一主动辊210、第一张紧辊600和第二主动辊220。检测单元500包括压力传感器510和计算单元520。压力传感器510用于测量料带800施加给第一张紧辊600的压力。压力传感器510与计算单元520通信连接,计算单元520用于根据压力传感器510的检测结果计算料带800的张紧力。
[0081]
第一张紧辊600是用于张紧料带800的辊子结构。沿着料带800的输送方向,第一张紧辊600位于第一主动辊210和第二主动辊220之间,使得料带800能够依次绕设于第一主动辊210、第一张紧辊600和第二主动辊220。
[0082]
压力传感器510是能感受压力信号,并能按照一定的规律将压力信号转换成可用的电信号的器件或装置。压力传感器510能够测得受压的压力。例如,如图6所示,将压力传感器510设置于第一张紧辊600的底座上,第一张紧辊600的底座能够支撑第一张紧辊600,承受第一张紧辊600的重力(如图6中所示的g)。料带800绕设于第一张紧辊600,并向第一张紧辊600施加向上的压力(如图6中所示的f2),以抵消一部分重力。压力传感器510可以检测底座所受的力(假设为n),并根据第一张紧辊600的重力而计算出料带800向第一张紧辊600施加的压力(f2=g-n)。基于料带800向第一张紧辊600施加的压力即可计算得到绷紧区810的张紧力(绷紧区810的张紧力为如图6中所示的f1,f1=f2/2cosα)。又如,可以将压力传感器510设置于第一张紧辊600的辊面上,这样,压力传感器510可以直接测量得到料带800施加给第一张紧辊600的压力。
[0083]
计算单元520是具有信息处理、程序运算的部件。例如,计算单元520可以为:cpu(central processing unit,中央处理器)、plc(programmable logic controller,可编程逻辑控制器)及ecu(electronic control unit,电子控制单元)等。计算单元520可以与第一主动辊210和第二主动辊220通信连接。计算单元520也可以与控制器通信连接,再通过控制器与第一主动辊210和第二主动辊220通信连接。
[0084]
通过设置压力传感器510,便于测量料带800施加给第一张紧辊600的压力。料带
800施加给第一张紧辊600的压力可以看作是料带800在张紧辊两侧的两个分力(张紧力)的合力。据此,计算单元520可以根据料带800施加给第一张紧辊600的压力和两个分力各自与该压力之间的角度计算出分力(张紧力)的大小。采用该检测单元500测量张紧力的大小,测量结果准确,成本较低。
[0085]
请参照图7,图7为本技术一些实施例提供的测量装置10(包括第二张紧辊700)的结构示意图。在一些实施例中,测量装置10包括第二张紧辊700,料带800依次绕设于第一主动辊210、第二张紧辊700和第二主动辊220。测量机构300与第二张紧辊700相对设置于料带800的厚度方向的两侧,以使测量机构300对料带800的缠绕于第二张紧辊700的部分的尺寸进行测量。
[0086]
第二张紧辊700是用于张紧料带800的辊子结构。沿着料带800的输送方向,第二张紧辊700位于第一主动辊210和第二主动辊220之间,使得料带800能够依次绕设于第一主动辊210、第二张紧辊700和第二主动辊220。
[0087]
沿料带800的输送方向,第一张紧辊600和第二张紧辊700均位于第一主动辊210和第二主动辊220之间。第一张紧辊600和第二张紧辊700的先后顺序不作限定。第一张紧辊600既可以位于第一主动辊210和第二张紧辊700之间,也可以位于第二主动辊220和第二张紧辊700之间。如图7所示,第一张紧辊600位于第一主动辊210的下游且位于第二张紧辊700的上游。料带800依次绕过第一主动辊210、第一张紧辊600、第二张紧辊700和第二主动辊220。
[0088]
第二张紧辊700能够对料带800起到支撑作用,测量机构300对缠绕于第二张紧辊700的部分进行测量,料带800不易发生抖动,使得测量的结果更为准确,有利于据此生产料带800的质量,从而提高料带800的良品率。
[0089]
请参照图8,图8为本技术一些实施例提供的测量装置10(包括第一夹紧辊230和第二夹紧辊240)的结构示意图。在一些实施例中,调节机构200还包括第一夹紧辊230,第一夹紧辊230和第一主动辊210沿料带800的厚度方向设置于料带800的两侧。第一夹紧辊230和第一主动辊210配合输送料带800。和/或调节机构200还包括第二夹紧辊240,第二夹紧辊240和第二主动辊220沿料带800的厚度方向设置于料带800的两侧。第二夹紧辊240和第二主动辊220配合输送料带800。
[0090]
第一夹紧辊230是与第一主动辊210配合夹紧料带800的辊子结构。第一夹紧辊230可以与第一主动辊210共同输送料带800。
[0091]
第二夹紧辊240是与第二主动辊220配合夹紧料带800的辊子结构。第二夹紧辊240可以与第二主动辊220共同输送料带800。
[0092]
通过设置第一夹紧辊230与第一主动辊210配合输送料带800,将料带800夹持于第一夹紧辊230和第一主动辊210之间,能够防止料带800打滑。通过设置第二夹紧辊240与第二主动辊220配合输送料带800,将料带800夹持于第二夹紧辊240和第二主动辊220之间,能够防止料带800打滑。
[0093]
在一些实施例中,第二主动辊220和测量机构300通信连接,测量机构300响应于第二主动辊220而测量绷紧区810的尺寸。
[0094]“测量机构300响应于第二主动辊220而测量绷紧区810的尺寸”是指测量机构300在第二主动辊220动作时开始测量绷紧区810的尺寸。例如,第二主动辊220的驱动件内置有
编码器,编码器与测量机构300通信连接。当编码器开始动作时,测量机构300也开始测量绷紧区810的尺寸。
[0095]
当第二主动辊220开始动作时,测量机构300也响应于第二主动辊220的动作而开始测量绷紧区810的尺寸,这样无需单独打开测量机构300,提高了测量装置10的自动化程度。
[0096]
在一些实施例中,测量装置10还包括检测单元500,检测单元500用于检测绷紧区810的张紧力,调节机构200响应于检测单元500的检测结果。
[0097]“调节机构200响应于检测单元500的检测结果”是指调节机构200会根据检测单元500的检测结果来调节绷紧区810的张紧力。调节机构200响应于检测单元500的检测结果可以是受控制器的控制而调控张紧力,也可以是直接受检测单元500控制而调控张紧力。
[0098]
通过设置检测单元500来检测绷紧区810的张紧力,调节机构200可以根据检测单元500的检测结果来进一步修调绷紧区810的张紧力,使得绷紧区810的张紧力能够处于预设张紧力下。这样,检测单元500和调节机构200形成反馈调节,有利于提升测量机构300对料带800检测的准确性。
[0099]
请参照图9和图10,图9为本技术一些实施例提供的测量装置10(主动放卷)的结构示意图。图10为本技术一些实施例提供的放卷机构100的示意框图。在一些实施例中,放卷机构100包括料辊110和驱动机构120,料辊110卷绕有料带800。驱动机构120连接于料辊110,驱动机构120用于驱动料辊110转动以放卷料带800。
[0100]
料辊110是卷绕有料带800的辊子结构。驱动机构120是用于驱动料辊110转动的动力机构。驱动机构120可以为电机、内燃机等,例如,驱动机构120为电机,电机的输出端与料辊110连接,以驱动料辊110转动。驱动机构120也可以包括直线驱动件及传动机构,直线驱动件输出直线运动,由传动机构将直线运动转化为转动运动进而带动料辊110转动。直线驱动件包括但不限于气缸、电缸及油缸等。传动机构可以为曲柄滑块机构、凸轮机构等。
[0101]
通过设置驱动机构120驱动料辊110转动,以实现料带800的主动放卷。
[0102]
请参照图11,图11为本技术另一些实施例提供的测量装置10的结构示意图。在另一些实施例中,调节机构200包括第一主动辊210,料带800绕设于第一主动辊210。料带800位于第一主动辊210和料辊110之间的部分形成绷紧区810。
[0103]
驱动机构120能够带动料辊110放卷,第一主动辊210能够带动料带800移动,调节料辊110的放卷速度和第一主动辊210输送料带800的速度就能够调整料带800的张紧力。例如,料辊110和第一主动辊210的辊径相同,料辊110能够将料带800放卷,而第一主动辊210能够将放卷的料带800进一步向收卷机构400输送。若第一主动辊210的转速比料辊110的转速快,则第一主动辊210能够更快地将料带800向收卷机构400输送,造成料辊110放卷的料带800小于第一主动辊210能够输送的量,料带800位于料辊110和第一主动辊210之间的部分会绷紧而形成绷紧区810。第一主动辊210与料辊110的转速差越大,料带800则会绷得越紧,使得料带800承受的张紧力增大。据此,第一主动辊210能够调节料带800所受的张紧力,使得料带800处于预设张紧力下,使得测量机构300测量料带800的尺寸更为准确。
[0104]
在一些实施例中,测量装置10还包括检测单元500,检测单元500用于检测绷紧区810的张紧力。第一主动辊210和驱动机构120响应于检测单元500的检测结果。
[0105]
检测单元500是用于检测绷紧区810张紧力的部件。检测单元500可以与第一主动
辊210和驱动机构120通信连接,包括检测单元500通过导线、网线等有线连接方式与第一主动辊210和驱动机构120连接,还包括检测单元500通过蓝牙、无线网等无线连接方式与第一主动辊210和驱动机构120连接。通信连接可以是检测单元500直接与第一主动辊210和驱动机构120连接,也可以是检测单元500通过某中间部件间接与第一主动辊210和驱动机构120连接。例如,中间部件可以为控制器,检测单元500与控制器电连接,控制器与第一主动辊210和驱动机构120电连接,控制器接收检测单元500的检测结果,并根据检测结果控制第一主动辊210和驱动机构120调节绷紧区810的张紧力。
[0106]
通过设置检测单元500来检测绷紧区810的张紧力,第一主动辊210和驱动机构120可以根据检测单元500的检测结果来进一步修调绷紧区810的张紧力,使得绷紧区810的张紧力能够处于预设张紧力下。这样,检测单元500和第一主动辊210、驱动机构120形成反馈调节,有利于提升测量机构300对料带800检测的准确性。
[0107]
请参照图12,图12为本技术另一些实施例提供的测量装置10(包括检测单元500)的结构示意图。在另一些实施例中,测量装置10包括第一张紧辊600,料带800依次绕设于第一张紧辊600和第一主动辊210。检测单元500包括压力传感器510和计算单元520,压力传感器510用于测量料带800施加给第一张紧辊600的压力。压力传感器510与计算单元520通信连接,计算单元520用于根据压力传感器510的检测结果计算料带800的张紧力。
[0108]
第一张紧辊600是用于张紧料带800的辊子结构。沿着料带800的输送方向,第一张紧辊600位于料辊110和第一主动辊210之间,使得料带800能够依次绕设于第一张紧辊600和第一主动辊210。
[0109]
通过设置压力传感器510,便于测量料带800施加给第一张紧辊600的压力。料带800施加给第一张紧辊600的压力可以看作是料带800在张紧辊两侧的两个分力(张紧力)的合力。据此,计算单元520可以根据料带800施加给第一张紧辊600的压力和两个分力各自与该压力之间的角度计算出分力(张紧力)的大小。采用该检测单元500测量张紧力的大小,测量结果准确,成本较低。
[0110]
请参照图13,图13为本技术另一些实施例提供的测量装置10(包括第二张紧辊700)的结构示意图。在另一些实施例中,测量装置10包括第二张紧辊700,料带800依次绕设于第二张紧辊700和第一主动辊210。测量机构300与第二张紧辊700相对设置于料带800的厚度方向的两侧,以使测量机构300对料带800的缠绕于第二张紧辊700的部分的尺寸进行测量。
[0111]
第二张紧辊700是用于张紧料带800的辊子结构。沿着料带800的输送方向,第二张紧辊700位于料辊110和第一主动辊210之间,使得料带800能够依次绕设于第二张紧辊700和第一主动辊210。
[0112]
沿料带800的输送方向,第一张紧辊600和第二张紧辊700均位于料辊110和第一主动辊210之间。第一张紧辊600和第二张紧辊700的先后顺序不作限定。第一张紧辊600既可以位于料辊110和第二张紧辊700之间,也可以位于第一主动辊210和第二张紧辊700之间。如图13所示,第二张紧辊700位于第一张紧辊600的下游且位于第一主动辊210的上游。料带800依次绕过第一张紧辊600、第二张紧辊700和第一主动辊210。
[0113]
第二张紧辊700能够对料带800起到支撑作用,测量机构300对缠绕于第二张紧辊700的部分进行检测,料带800不易发生抖动,使得测量的结果更为准确,有利于据此生产料
带800的质量,从而提高料带800的良品率。
[0114]
在一些实施例中,测量机构300为工业相机。
[0115]
工业相机能够获取绷紧区810的图像,通过处理图像得到料带800的尺寸。
[0116]
选用工业相机作为测量机构300,测量准确可靠,并且在测量时无需接触料带800,不会对料带800造成损伤。
[0117]
在另一些实施例中,测量机构300还可以为扫描仪。
[0118]
请参照图14,图14为本技术一些实施例提供的极片生产系统20的示意框图。本技术实施例还提供了一种极片生产系统20,极片生产系统20包括提供装置21及上述的测量装置10,提供装置21用于提供极片,测量装置10用于测量绷紧区810的尺寸。
[0119]
根据本技术的一些实施例,请参照图1~图8。
[0120]
本技术实施例提供了一种测量装置10,测量装置10包括放卷机构100、调节机构200、测量机构300及收卷机构400。放卷机构100用于放卷料带800。调节机构200设置于放卷机构100的下游。调节机构200包括第一主动辊210和第二主动辊220,料带800绕设于第一主动辊210和第二主动辊220,第一主动辊210和第二主动辊220用于配合调节料带800的张紧力,以使料带800位于第一主动辊210和第二主动辊220之间的部分形成绷紧区810。测量机构300用于测量绷紧区810的尺寸。收卷机构400设置于调节机构200的下游,收卷机构400用于收卷料带800。
[0121]
测量装置10还包括检测单元500,检测单元500用于检测绷紧区810的张紧力,第一主动辊210和第二主动辊220响应于检测单元500的检测结果。
[0122]
该测量装置10的放卷机构100和收卷机构400配合,能够实现料带800的输送。该测量装置10的调节机构200能够调节料带800的张紧力,使得料带800处于预设张紧力下,这样料带800的变形量一定,使得测量机构300测量料带800的尺寸更为准确。该测量装置10的测量结果能够准确反馈料带800的尺寸,有利于据此把控生产料带800的质量,从而提高料带800的良品率。第一主动辊210和第二主动辊220均能够带动料带800移动,调节第一主动辊210和第二主动辊220输送料带800的速度就能够调整料带800的张紧力。例如,第一主动辊210和第二主动辊220的辊径相同,第一主动辊210能够将放卷机构100放卷的料带800向后输送,而第二主动辊220能够将第一主动辊210输送的料带800进一步向收卷机构400输送。若第二主动辊220的转速比第一主动辊210的转速快,则第二主动辊220能够更快地将料带800向收卷机构400输送,造成第一主动辊210供给第二主动辊220的料带800的量小于第二主动辊220能够输送的量,料带800位于第一主动辊210和第二主动辊220之间的部分会绷紧而形成绷紧区810。第二主动辊220与第一主动辊210的转速差越大,料带800则会绷得越紧,使得料带800承受的张紧力增大。据此,第一主动辊210和第二主动辊220能够调节料带800所受的张紧力,使得料带800处于预设张紧力下,使得测量机构300测量料带800的尺寸更为准确。
[0123]
通过设置检测单元500来检测绷紧区810的张紧力,第一主动辊210和第二主动辊220可以根据检测单元500的检测结果来进一步修调绷紧区810的张紧力,使得绷紧区810的张紧力能够处于预设张紧力下。这样,检测单元500和第一主动辊210、第二主动辊220形成反馈调节,有利于提升测量机构300对料带800检测的准确性。
[0124]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技
术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1