一种炭素捣打料激光导热系数试样制备仪的制作方法
1.本实用新型涉及一种炭素捣打料激光导热系数试样制备仪,属于炭素捣打料试验样品制备技术领域。
背景技术:
2.炭素捣打料激光导热系数是指在一个圆周绝热的炭素捣打料薄圆片试样的正面,辐射一个垂直于试样正面的均匀激光脉冲,测出在一维热流条件下试样背面的温度变化曲线,进而求出其热扩散系数、比热值,然后利用公式计算出导热系数。它是反映炭素捣打料热传导能力的重要物性参数,是在高炉炉底和炉缸等高温热工设备设计中不可缺少的重要数据,也是选用炭素捣打料很重要的一个考虑因素。
3.炭素捣打料属于典型的含碳不定形耐火材料,对于此类耐火材料导热系数的测试方法有多种,激光法操作相对简单、快捷,准确度也较高,难点在于测试试样的制备,尺寸直径为12.5mm或者20.0mm的圆形试样,厚度为1.0mm-6.0mm,其厚度测量误差应控制在0.2%以内,试样要平整,平行误差应在厚度的0.5%以下。
技术实现要素:
4.根据以上现有技术中的不足,本实用新型要解决的技术问题是:提供一种操作简单便捷,省时省力,试样密实、均匀、平整的炭素捣打料激光导热系数试样制备仪。
5.本实用新型所述的炭素捣打料激光导热系数试样制备仪,包括成型压制装置和模具,所述的成型压制装置包括可上下调节的压座,压座内设有竖向的方形压柱,方形压柱可在驱动装置作用下进行竖直方向的运动,方形压柱下端设有圆柱形压头;模具设置在圆柱形压头正下方,模具中间设有圆柱形料腔,圆柱形料腔的内径与圆柱形压头的直径相适配。
6.圆柱形压头与模具料腔尺寸配套,可在料腔内上下滑动,将试样压制成型。
7.其中,所述的驱动装置为压动手柄,压动手柄一端连接驱动轴,驱动轴与方形压柱通过齿轮齿条机构配合,压动手柄向下压时,方形压柱向下移动。
8.进一步地,所述的方形压柱顶部设有连接板,连接板两端拧有限位螺柱,限位螺柱位于连接板与压座之间。限位螺柱下端与压座之间的距离,即为试样压制成型后的厚度。
9.进一步地,所述的压座上设有支撑杆,支撑杆顶端与连接板之间设有复位弹簧;方形压柱位于压座下方的位置设有限位块。复位弹簧可将方形压柱向上提拉进行复位,限位块用于向上提拉距离的限位。
10.进一步地,所述的方形压柱位于压座上方的位置带有试样厚度调节刻度。当方形压柱位于初始位置(复位状态)时,压座上边沿位于零刻度处,可以通过刻度直观读取试样的压制厚度。
11.本实用新型所述的压座通过卡箍设置在光轴上,压座可沿光轴进行上下调节,光轴底部固定在底座上。
12.进一步地,所述的底座上带有成型压力传感器和成型压力电子显示器,模具位于
成型压力传感器上,可以直观读取下压时的成型压力。
13.本实用新型与现有技术相比所具有的有益效果是:
14.本实用新型所述的炭素捣打料激光导热系数试样制备仪,是一种用于制备炭素捣打料激光导热系数测试试样的特制仪器,可按照一定的操作步骤,进行炭素捣打料的试样制备。一定量的炭素捣打料加入到模具料腔中,调整好压制厚度,可在定压下制得炭素捣打料激光导热系数测试试样,操作简单,制样效率高,所得试样密实、均匀、平整,有效避免了试样因素对测试结果的影响。
附图说明
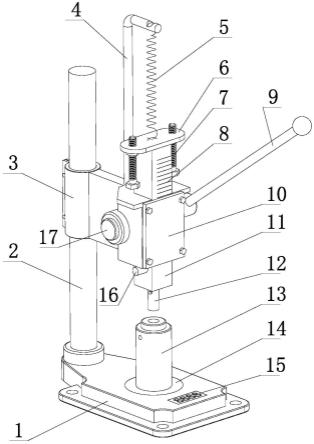
15.图1是本实用新型的立体结构示意图之一;
16.图2是本实用新型的立体结构示意图之二;
17.图3是模具的结构示意图。
18.图中:底座1;光轴2;卡箍3;支撑杆4;复位弹簧5;连接板6;限位螺柱7;试样厚度调节刻度8;压动手柄9;压座10;方形压柱11;圆柱形压头12;模具13;操作孔13.1;成型压力传感器14;成型压力电子显示器15;限位块16;驱动轴17。
具体实施方式
19.下面结合具体的实施例对本实用新型进一步说明。但在本实用新型的描述中,需要说明的是,术语“前端”、“后端”、“左右”“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“连通”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
21.如图1~3所示,本实施例所述的炭素捣打料激光导热系数试样制备仪,包括成型压制装置和模具13,所述的成型压制装置包括可上下调节的压座10,压座10内设有竖向的方形压柱11,方形压柱11可在驱动装置作用下进行竖直方向的运动,方形压柱11下端设有圆柱形压头12(圆柱形压头12为可拆卸的,通过一固定螺钉可方便拆卸更换圆柱形压头12);模具13为独立活动单元,模具13设置在圆柱形压头12正下方,模具13中间设有直径为12.5mm圆柱形料腔,圆柱形料腔的内径与圆柱形压头12的直径相适配。圆柱形料腔下端装有可上下滑动的圆柱形顶块,试样压制成型后,可利用工具从模具13底部的操作孔13.1,推动顶块,顶块将试样完整顶出。模具料腔的内径较圆柱形压头12和圆柱形顶块的横截面直径大0.1mm~0.2mm。在此间隙配合下圆柱形压头12和圆柱形顶块可在料腔内自由滑动,且圆柱形顶块不易自行脱出,同时制成的试样边缘整齐。
22.其中,驱动装置为压动手柄9,压动手柄9一端连接驱动轴17,驱动轴17与方形压柱11通过齿轮齿条机构配合,压动手柄9向下压时,方形压柱11向下移动。
23.方形压柱11顶部设有连接板6,连接板6两端拧有限位螺柱7,限位螺柱7位于连接板6与压座10之间。限位螺柱7下端与压座10之间的距离,即为试样压制成型后的厚度。方形压柱11位于压座10上方的位置带有试样厚度调节刻度8(1.5~4.0mm),通过螺柱调整圆柱形压头12下压高度,设置6个试样厚度档位,分别为1.5mm,2.0mm,2.5mm,3.0mm,3.5mm和4.0mm。
24.压座10上设有支撑杆4,支撑杆4顶端与连接板6之间设有复位弹簧5,每次完成一次试样压制后,复位弹簧5会使圆柱形压头12回到初始位置。方形压柱11位于压座10下方的位置设有限位块16。复位弹簧5可将方形压柱11向上提拉进行复位,限位块16用于向上提拉距离的限位。
25.底座1上带有成型压力传感器14和成型压力电子显示器15,量程0~10.0mpa,模具13位于成型压力传感器14上,方便实时显示试样压制成型时的压力。
26.压座10通过卡箍3设置在光轴2上,光轴2底部固定在底座1上。底座1四个角上有4个螺孔,方便用螺钉将仪器固定到操作平台上。底座1中央可以设置圆柱凹陷模具定位区域,尺寸与模具外径部分配套,避免试样压制时模具13跑偏,此时压力传感器14位于定位区域底部。
27.优选的,模具13和圆柱形压头12均选用抗冲击冷作模具钢材质(5crw2si),表面皆经过镜面抛光处理。
28.下面结合应用例对本实施例作进一步描述:
29.炭素捣打料,按照标准yb/t 4301-2012《高炉用炭素捣打料》5.1条款(以下简称标准5.1)中的方法制备满足测试要求的耐压强度试样;经过耐压强度测试后,把破坏的试样在研钵中研磨成颗粒最大尺寸小于1.5mm的试样。
30.具体使用本仪器制备试样的步骤为:
31.准备好所述的炭素捣打料激光导热系数测试试样制备仪,模具料腔清洁,成型压力电子显示装置工作正常;
32.应用例一:
33.将料腔内径为12.5mm的模具竖直放置在水平工作台上,把上述研磨后的试样加入模具料腔中,初次布料加入约80%试样;
34.成型压制部分更换为与料腔内径为12.5mm的模具相配套的圆柱形压头;
35.将料腔内装有试样的模具放置到方形底座中央的凹陷型模具定位区域,将厚度档位调整到2.0mm,压动手柄将圆柱形压头压入料腔中,压制成型过程中一定要保持上下表面平行。
36.松开压动手柄,取下模具,将剩余试样加入料腔,完成二次布料,将模具放回定位区域,压动手柄将圆柱形压头压入料腔中,使最终试样成型压力达到8mpa。
37.成型好的试样需要脱模,取下模具,把模具内压制成型的试样通过内部的圆柱形顶块自下而上顶出模具。
38.脱模后,把试样放入鼓风干燥箱中,温度调到110℃
±
5℃,进行烘干;
39.烘干24h后,测量试样尺寸,直径须在
±
0.1mm范围内,厚度测量误差应控制在0.2%以内,试样表面要平整无缺陷,平行误差应在厚度的0.5%以下,在误差要求外,则重新制备试样。
40.应用例二:
41.应用例二不同地方是厚度档位调整到3.0mm,其它实施步骤同应用例一。
42.应用例三:
43.应用例三不同地方是模具部分料腔内径为20.0mm,成型压制杂质更换为与料腔内径20.0mm的模具相配套的圆柱形压头,其它实施步骤同应用例一。
44.当然,上述内容仅为本实用新型的较佳实施例,不能被认为用于限定对本实用新型的实施例范围。本实用新型也并不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的均等变化与改进等,均应归属于本实用新型的专利涵盖范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1