一种铆接密封塑料管件检测机构的制作方法
1.本实用新型涉及检测领域,特别涉及一种铆接密封塑料管件检测机构。
背景技术:
2.塑料管件的端部密封通常采用热铆接技术,例如在pfa(可溶性聚四氟乙烯)管件的一端用pfa垫片进行密封时,一般采用热铆接技术。铆接完成后,需要对铆接处的焊接强度进行检测是否合格,业内通常的检测方法是:自塑料管件的开口一侧向其内部冲入气体,并在特定压力下保持一段时间,若该段时间内气压稳定,说明气密性良好,即,热铆接的部位密封性良好,热铆接合格,若该段时间内气压下降,说明气密性查,即,热铆接的部位密封性差,热铆接不合格。
3.但对于现有的产品,根据客户的反馈,厂内检测合格后出厂至客户端,依然会出现一定比例的热铆接不合格产品,通过认真分析,发现主要是运输过程中,受路况、存放条件等因素影响,热铆接部位开裂导致成为不合格品,热铆接部位开裂的原因是热铆接强度不够导致,但仅靠气密性测试并不能将其检测出来,因此,如何在检测环节将焊接强度不够的产品也一并检查出来作为不合格产品进行返修或报废,成为本领域需要解决的技术问题。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种铆接密封塑料管件检测机构,能检出热铆接部位焊接强度不够的潜在不良品,提高客户端验收的产品良率。
5.为解决上述技术问题,本实用新型提供的一种铆接密封塑料管件检测机构,包括:
6.基座,其设置有管件固定件以固定塑料管件;
7.气密性测试部件,置于所述基座的位于所述塑料管件的敞口一侧以用于测试所述塑料管件在一定气压下的密封性;
8.推力部件,置于所述基座的位于所述塑料管件的密封底面一侧以用于对所述密封底面产生推力。
9.较佳地,所述管件固定件包括夹持部以用于夹持所述塑料管件,所述夹持部通过连杆安装于所述基座。
10.较佳地,所述气密性测试部件包括气体产生装置、气枪和密封塞;
11.所述气枪通过气体管路与所述气体产生装置连通;
12.所述气枪套设有密封塞;
13.所述密封塞用于密封所述塑料管件的敞口处以保持特定气压。
14.较佳地,所述气体产生装置为气泵。
15.较佳地,所述密封塞与所述气枪之间密封连接。
16.较佳地,所述气密性测试部件还包括气压表,所述气压表安装于所述气体管路。
17.较佳地,所述推力部件为推力计。
18.较佳地,基座包括置物架以用于放置所述气密性测试部件和所述推力部件。
19.较佳地,所述置物架有两个。
20.本实用新型通过提供一种铆接密封塑料管件检测机构,通过推力作业,使潜在的热铆接不合格的产品的焊接部位裂开,在气密性测试作业中将其判定为不合格产品,依次检测出潜在的不合格产品,提升产品质量,减少客户端验收不合格率;同时,通过建立基座作为检测场所,进一步增加了检测的规范性。
附图说明
21.为了更清楚地说明本实用新型的技术方案,下面对本实用新型所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
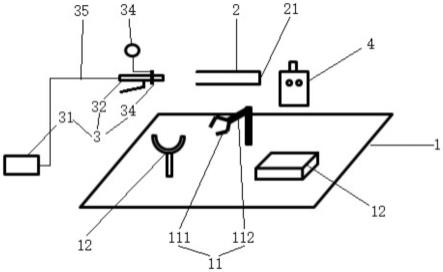
22.图1是本实用新型实施例的铆接密封塑料管件检测机构一实施例的示意图;
23.图中,1-基座;2-塑料管件;3-气密性测试部件;4-推力部件;11-管件固定件;12-置物架;21-密封底面;31-气体产生装置;32-气枪;33-密封塞;34-气压表;35-气体管路;111-夹持部;112-连杆。
具体实施方式
24.下面将结合附图,对本实用新型中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.参考图1,示出了本实用新型的一种铆接密封塑料管件2检测机构,包括:
26.基座1,其设置有管件固定件11以固定塑料管件2;
27.气密性测试部件3,置于所述基座1的位于所述塑料管件2的开口一侧以用于测试所述塑料管件2在一定气压下的密封性;
28.推力部件4,置于所述基座1的位于所述塑料管件2的密封底面21一侧以用于对所述密封底面21产生推力。
29.本实用新型实施例中,塑料管件2通过基座1上的管件固定件11固定,固定后,塑料管件2的敞口一侧朝向气密性测试部件3以便于气密性测试,塑料管件2的密封底面21朝向推力部件4以便于进行推力作业;塑料管件2固定完成后,使用推力部件4对密封底面21产生推力,密封底面21在推力的作用下,热铆接部位承受一定的力,当该部位的焊接强度不合格时,焊接部位裂开,后续气密性测试时,能被检测为不合格品,当该部位的焊接强度合格时,焊接部位依然良好,不裂开,后续气密性测试时,被检测为合格品;完成推力作业后,用气密性测试部件3对塑料管件2进行气密性测试,由于经过了推力作业,热铆接不合格的产品的焊接处裂开,气密性测试时,不合格产品在特定气压保持阶段,气体泄露导致压力值持续下降,可判定为不合格品,即,可将潜在的不合格品检出,有效避免了该些潜在不合格品至客户端,可有效提高客户端验收的产品良率。
30.在一种具体的实施方式中,所述管件固定件11包括夹持部111以用于夹持所述塑料管件2,所述夹持部111通过连杆112安装于所述基座1。可理解地,通过设置基座1,也进一
步建立了标注的测试场所,将待检测塑料管件2移动至该基座1处,并通过基座1的夹持部111将塑料管件2夹紧,测试过程中,塑料管件2始终处于夹紧状态,有效保证了推力作业和气密性检测的作业效率;夹持部111的作用是对塑料管件2进行夹紧,因此,以夹紧或可拆卸安装类的部件,均适用于本实用新型。
31.在一种具体的实施方式中,所述气密性测试部件3包括气体产生装置31、气枪32和密封塞33;
32.所述气枪32通过气体管路35与所述气体产生装置31连通;
33.所述气枪32套设有密封塞33;
34.所述密封塞33用于密封所述塑料管件2的开口以保持特定气压。
35.该具体实施方式中,需要气密性测试时,气体产生装置31产生所需气体,通过气体管路35至气枪32,将气枪32的喷嘴置入塑料管件2内部,用密封塞33将塑料管件2敞口密封,打开气枪32,气体自气枪32的喷嘴处喷出至塑料管件2内,达到特定压力关闭气枪32,保持一段时间;通常密封塞33与气枪32和塑料管件2之间均为密封连接,不至于气体泄露而影响测试结果的准确性,密封连接的方式为公知常识,此处不再赘述;压力保持的时间段内,通过密封塞33上安装的气压表34所示出的气压值的变化判定塑料管件2是否为合格品,若气压值基本无变化则判定为合格品,气压值持续下降,重新安装密封塞33后继续测试,重复2-3次,若气压值均持续下降,最终将被判定为不良品;气密性测试的压力和持续时间依产品而定,对于规格为φ10*φ8mm的pfa管件,通常测试标准为0.2mpa,持续5s;可理解地,最直接判定还可以在压力保持时间段内将塑料管件2自夹持部111取下放入盛水或其他液体溶液的容器中,根据观察热铆接部位是否有气泡产生,判定产品是否为合格品。需要说明的,本实用新型所使用的气体产生装置31为气泵,但不希望受此约束,工厂端的动力系统产生的cda也可直接适用于本实用新型中。
36.在一种具体实施方式中,所述推力部件4为推力计。推力计对热铆接的密封底面21所施加的推力与产品相关,例如对于规格为φ10*φ8mm的pfa管件,通常适用8-15n的推力即可,经过此推力过程,管件在气密性测试环节依然为合格品,则热铆接部位的焊接强度合格,能承受运输途中的各种路况,运输至客户端验收时,一般依然是合格品。
37.在一种具体的实施方式中,基座1包括置物架12以用于放置所述气密性测试部件3和所述推力部件4,优选地,所述置物架12有两个。可理解地,两个置物架12分别位于管件固定件11的两侧以分别用于放置气枪32和推力计。
38.综上所述,本实用新型通过提供一种铆接密封塑料管件检测机构,通过推力作业,使潜在的热铆接不合格的产品的焊接部位裂开,在气密性测试作业中将其判定为不合格产品,依次检测出潜在的不合格产品,提升产品质量,减少客户端验收不合格率;同时,通过建立基座作为检测场所,进一步增加了检测的规范性。
39.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1