一种汽车面板部件定位检测工装的制作方法
1.本技术涉及检测工装领域,具体而言,涉及一种汽车面板部件定位检测工装。
背景技术:
2.汽车面板部件包括汽车用钢板,从生产工艺特点划分为热轧钢板、冷轧钢板和涂镀层钢板,从强度角度可划分为普通钢板(软钢板)、低合金高强度钢板、普通高强度钢板和先进高强度钢板等,可用于制造引擎盖板、b柱、车身底盘、马达间隔导轨、中间立柱内板、挡泥板和防撞箱等。
3.在相关技术中,汽车面板部件生产完成后,需要检测面板上的销孔,通过将检测销穿过汽车面板上的销孔,用于检测销孔质量,质量不合格的产品需要回收重新利用,而汽车面板的种类多,因而其上的销孔尺寸大小不一,同时销孔在面板的位置也存在不同的情况,因为在检测过程中,需要应对销孔尺寸大小不一以及销孔位置不同的问题,而现有检测方式销孔检测范围有限,需要不同的工装板检测不同的汽车面板。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供一种汽车面板部件定位检测工装,其能够解决上述现有检测工装对汽车面板销孔检测范围有限的问题。
5.本技术实施例解决其技术问题所采用的技术方案是:一种汽车面板部件定位检测工装,包括工装板、模拟块组件、若干个第二定位组件和第三定位组件。
6.所述工装板上固定安装有若干个第一定位组件,若干个第一定位组件分别位于所述工装板的两侧,所述模拟块组件包括两块第一模拟块和第二模拟块,两块所述第一模拟块顶部均连接有定位销和第一检测销,若干个所述第二定位组件均固定安装于所述工装板上,所述第三定位组件固定安装于所述工装板上。
7.在一种具体的实施方案中,所述第一定位组件包括第一支撑座和第一定位板,所述第一支撑座固定安装于所述工装板上,所述第一定位板固定安装于所述第一支撑座上,所述第一定位板上开设有定位孔。
8.在一种具体的实施方案中,第二定位组件,所述定位组件包括第二支撑座、第二定位板和两块连接板,所述第二定位板通过所述第二支撑座固定安装于所述工装板上,两块所述连接板分别与所述第二定位板的两端侧壁固定连接,两块所述连接板上均开设有第一销孔。
9.在一种具体的实施方案中,若干块所述第二支撑座分别位于两块所述第一模拟块和第二模拟块的前后侧,若干块所述连接板均位于两块所述第一模拟块和第二模拟块上。
10.在一种具体的实施方案中,第三定位组件包括第三支撑座、第三定位板和检测板,所述第三定位板通过所述第三支撑座固定安装于所述工装板上,所述检测板与所述第三定位板的一端固定连接,所述检测板上开设有两个第二销孔。
11.在一种具体的实施方案中,所述检测板位于所述第二模拟块上,所述第三支撑座
位于所述第二模拟块的一侧。
12.在一种具体的实施方案中,两块所述第一模拟块上均连接有第二检测销,所述第二模拟块上连接有两个第三检测销。
13.在一种具体的实施方案中,所述第一定位组件设置有四个,四个所述第一定位组件分两组设置,两组所述第一定位组件分别位于两块所述第一模拟块的一侧。
14.本技术实施例的优点是:
15.1、通过在工装板上安装两块第一模拟块以及第二模拟块,第一模拟块上安装定位销和第一检测销,定位销实现对汽车面板的定位目的,而第一检测销检测汽车面板销孔质量,而第二模拟块上安装两块第三检测销,同时与第三定位组件配合,实现对汽车面板检测目的,因而能够检测不同类型的汽车面板。
16.2、通过设置第一定位组件,第一定位板上开设有定位孔,两个定位孔与第一模拟块上的第二检测销配合,即可实现检测汽车面板,同时第二定位组件,两侧连接板上开设有第一销孔,能够在第一销孔内安装现有检测用销,从而前后现有检测用销之间配合,即可实现检测汽车面板的目的。
附图说明
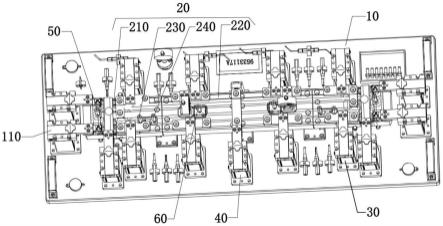
17.图1为本技术实施方式提供的汽车面板部件定位检测工装俯视结构示意图;
18.图2为本技术实施方式提供的汽车面板部件定位检测工装中的第一定位组件结构示意图;
19.图3为本技术实施方式提供的汽车面板部件定位检测工装中的第二定位组件结构示意图;
20.图4为本技术实施方式提供的汽车面板部件定位检测工装中的第三定位组件结构示意图。
21.图中:10-工装板;110-第一定位组件;1110-第一支撑座;1120-第一定位板;1130-定位孔;20-模拟块组件;210-第一模拟块;220-第二模拟块;230-定位销;240-第一检测销;30-第二定位组件;310-第二支撑座;320-第二定位板;330-连接板;40-第三定位组件;410-第三支撑座;420-第三定位板;430-检测板;50-第二检测销;60-第三检测销。
具体实施方式
22.本技术实施例中的技术方案为解决上述现有检测工装对汽车面板销孔检测范围有限的的问题,总体思路如下:
23.实施例1:
24.请参阅图1-4,一种汽车面板部件定位检测工装,包括工装板10、模拟块组件20、若干个第二定位组件30和第三定位组件40。
25.工装板10上固定安装有若干个第一定位组件110,若干个第一定位组件110分别位于工装板10的两侧,模拟块组件20包括两块第一模拟块210和第二模拟块220,两块第一模拟块210顶部均连接有定位销230和第一检测销240,若干个第二定位组件30均固定安装于工装板10上,第三定位组件40固定安装于工装板10上,两块第一模拟块210上均连接有第二检测销50,第二模拟块220上连接有两个第三检测销60。
26.在具体设置时,第二模拟块220位于工装板10中间,两块第一模拟块210位于第二模拟块220的两侧,第一定位组件110设置有四个,分别位于工装板10的两侧,一侧设置两个第一定位组件110,两个第一定位组件110与一侧的第二检测销50配合,实现检测汽车面板。
27.请参阅图2,第一定位组件110包括第一支撑座1110和第一定位板1120,第一支撑座1110固定安装于工装板10上,第一定位板1120固定安装于第一支撑座1110上,第一定位板1120上开设有定位孔1130,第一定位组件110设置有四个,四个第一定位组件110分两组设置,两组第一定位组件110分别位于两块第一模拟块210的一侧。
28.在具体设置时,工装板10一侧安装两个第一支撑座1110,两个第一支撑座1110上均安装第一定位板1120,两块第一定位板1120上开设定位孔1130,两个定位孔1130与一侧第二检测销50配合,实现检测汽车面板,同时两侧均可实现检测汽车面板。
29.请参阅图3,第二定位组件30,第二定位组件30包括第二支撑座310、第二定位板320和两块连接板330,第二定位板320通过第二支撑座310固定安装于工装板10上,两块连接板330分别与第二定位板320的两端侧壁固定连接,两块连接板330上均开设有第一销孔,若干块第二支撑座310分别位于两块第一模拟块210和第二模拟块220的前后侧,若干块连接板330均位于两块第一模拟块210和第二模拟块220上。
30.在具体设置时,两块第一模拟块210和第二模拟块220前后均设置有四个第二支撑座310,八个第二支撑座310设置为左右两组,从而前后四个连接板330之间形成配合,四块连接板330桑均开设有第一销孔,实现检测汽车面板的目的。
31.请参阅图4,第三定位组件40包括第三支撑座410、第三定位板420和检测板430,第三定位板420通过第三支撑座410固定安装于工装板10上,检测板430与第三定位板420的一端固定连接,检测板430上开设有两个第二销孔,检测板430位于第二模拟块220上,第三支撑座410位于第二模拟块220的一侧。
32.在具体设置时,检测板430位于第二模拟块220上方,检测板430上开设两个第二销孔,两个第二销孔与第二模拟块220上的两个第三检测销60配合,实现检测汽车面板目的。
33.本技术使用时:
34.将汽车面板放置在一侧的两个定位孔1130上,定位孔1130用于固定汽车面板,而第二检测销50实现检测汽车面板,第二模拟块220一侧八块连接板330上均开设第一销孔,第一销孔上可以安装现有的定位用销和检测用销,从而形成配合,实现检测汽车面板目的,检测板430位于第二模拟块220中间,检测板430上开设两个第二销孔,两个第二销孔内可安装现有定位用销,同时与第二模拟块220上的第三检测销60配合,实现检测目的。
35.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1