差压传感器检测标定装置的制作方法
1.本发明涉及差压传感器检测标定技术领域,具体涉及了一种差压传感器检测标定装置。
背景技术:
2.差压传感器用于检测特定容器内气体的流量情况,其基于流体的流动转移热量从而改变气体流向上的两个测温元件的温度分布的原理工作。
3.传感器由一个加热元件和两个测温元件构成,其中,加热元件布置在管道中间并进行恒定功率加热,两个测温元件对称布置在加热元件的上下游测量对应位置的温度。当气流静止时,其流速理论上为零,加热元件两端的温度分布相同。当气体以一定速度流动时,气体流动时将上游管壁的热量传输到下游管壁,从而改变了管壁温度的分布关系。在一定流量范围内,测温元件之间的温差与被测流量之间成线性关系。因此,通过测量两个测温元件之间的温差便可直接计算出对应的流量。具体来说,测温元件通常由热敏电阻实现,因此当气体流动时,热敏电阻自身的温度分布发生了改变,因此电阻也相应发生改变,施加在热敏电阻两端的电压也发生变化,通过测量电压变化,经过转换计算获得气体的流速。
4.差压传感器在制造完毕出厂之前,需要借助各种工具和电子设备对其进行标定。所谓标定,就是一方面检查所生产的差压传感器是否有产品缺陷,另一方面用于标定差压传感器的各个参数,比如设定检测精度和检测数值范围等等。
5.差压传感器的检测标定工序需要将相应的待检测的差压传感器与一定流速和温度的气体互动,并且将传感器与电子设备通信连接,也就是需要将该气体通入传感器的密闭气体腔室内,然后流经相应的热敏元件(两个测温元件),并且借助电子设备测量两个测温元件的电压进而转换获得气体流速或流量。通过将获得的气体流速或流量数据与标准数据进行比对而实施后续的校准和标定程序,或者判断出传感器是否有故障。
6.在现有技术中,检测标定由工人完成,根据工人平均的操作处理能力,每次可以针对几个差压传感器进行检测标定,工人首先将这些差压传感器分别固定在单独的检测夹具上,再将对应数量的气管分别插入这些差压传感器对应的进气口和出气口,同时将这些差压传感器与电子设备电性连接,通过观察电子设备的显示屏显示的参数来判断每个差压传感器是否有故障或对其进行检测标定。这种单一及手工的检测标定方式一方面导致产品检测标定的效率低下,因为:首先,检测每批差压传感器的周期和时间过长,导致需要制作很多检测夹具,或是需要连接很多气管,这些工具摆在工作台面上或者箱体内,但生产的场地紧缺,非常不利于生产的量产使用;其次,使用多个检测夹具,工人需要频繁操作检测夹具以便更换检测夹具中的产品,取放动作过多,不仅仅浪费时间,而且测试时间不可控;另外,很难保证这些检测夹具都具有相同的制造精度和一致性,因此造成不同检测夹具所检测产品的一致性很差;此外,由于多个气管分别对相应的差压传感器提供气体,很难保证不同气管所供应的气体具有相同的流速和压力及纯度,因此也会导致检测标定的各个差压传感器的一致性很低。
7.因此,业界实用必要提供一种差压传感器检测标定装置,以克服上述现有技术的缺陷。
技术实现要素:
8.本发明的目的在解决上述问题,提供一种差压传感器检测标定装置。
9.为满足本发明的目的,本发明采用如下技术方案:一种差压传感器检测标定装置包括:底座;设置在所述底座内的供气组件;设置在所述底座上的托板;设置在所述托板上的标定板;及可上下运动以便将所述标定板、托板朝着所述底座挤压的压板;所述压板设置成:当将待检测标定的差压传感器放置到所述托板后,通过所述压板的挤压促使差压传感器与所述标定板电性连接,并且与所述供气组件气密性导通。
10.在一个实施例中,优选地,所述底座的底部形成空腔,顶部形成具有开口的托板支撑台,所述开口与所述空腔贯通;所述供气组件设置在所述空腔内,所述托板设置在所述托板支撑台上。由于供气组件设置在所述空腔内,而所述空腔与所述开口贯通,因此,可以方便地让所述托板上的待检测标定的差压传感器穿过所述开口而与所述供气组件气密性导通。
11.优选地,所述托板上开设多个差压传感器安置孔,用于将对应的差压传感器设置在内。具体来说,所述每个差压传感器具有位于其自身底部的进气柱和出气柱及位于其自身顶部的针脚,所述进气柱上设有与所述差压传感器的内部腔室导通的进气孔,而所述出气柱上设有与所述差压传感器的内部腔室导通的出气孔。所述进气孔和出气孔用于与所述供气组件导通,以便让气体从供气组件进入差压传感器内部的腔室内,然后又从出气孔进入供气组件,实现气体在差压传感器与供气组件之间的循环。
12.所述每个差压传感器安置孔的内壁上形成至少一个台阶部,以便将对应的差压传感器搁置在所述至少一个台阶部上,这样就将差压传感器放置在所述差压传感器安置孔,同时让差压传感器的其余未搁置在台阶部的部位(进气柱和出气柱)从所述差压传感器安置孔裸露到所述托板的底部。这样,一方面可以将差压传感器活动搁置在托板上,又可以让差压传感器的进气柱和出气柱从所述差压传感器安置孔露出到托板的底部,这样便于进气柱和出气柱与所述供气组件之间的气密性导通连接。
13.优选地,所述标定板上开设有与所述差压传感器安置孔对应的针脚固定孔。当将待检测标定的差压传感器放置到所述托板后,通过所述压板的挤压促使所述差压传感器顶部的针脚紧密插入所述标定板上的对应的针脚固定孔内,从而使得所述针脚与所述标定板上的电路板电性连接。
14.优选地,所述底座的托板支撑台周缘形成环形限位壁,以便将所述托板限制在所述环形限位壁所限定的环形区域内。这样,当所述压板朝下运动以便朝着所述托板支撑台挤压所述标定板和托板时,所述托板不会横向产生偏移,进而避免导致因为标定板和托板的横向偏移而导致待检测标定的差压传感器的针脚无法准确插入所述标定板对应的针脚
固定孔内,也避免了差压传感器的进气柱和出气柱无法精确插入所述供气组件内。
15.优选地,所述底座的托板支撑台的四周朝上设置支撑柱;所述支撑柱的顶部支撑着安装板;所述安装板上设置气缸,所述气缸包括安装在所述安装板上的气缸体及从所述气缸体的底部伸出的推杆,所述推杆上安装连接块,而所述连接块与所述压板固定。当所述气缸受到外部驱动系统控制时,将会驱动所述推杆上下运动,从而带动压板一起上下运动,进而实现对标定板和托板的朝下的挤压动作。
16.进一步优选地,所述压板的底面设置压柱;所述标定板上开设有与所述压柱对应的让位坑。当所述压板朝下运动时,压板上的压柱会抵顶所述标定板,从而促使差压传感器上的针脚紧密插入所述针脚固定孔内,从而使得所述针脚与所述标定板上的电路板电性连接。由于所述压柱与所述压板的底部之间隔开一定距离,并且所述压柱抵顶在所述标定板上的针脚之外的位置,因此避免压板将从所述标定板的顶面伸出的针脚压坏。
17.优选地,为了实现压板上下运动时维持其运动方向精准(竖直方向),以避免或减弱方向精度不够导致的托板在底座的托板支撑台上的横向偏移,可以在所述压板的边缘设置多个导柱,而所述安装板上的对应部位则设置导套。通过导柱与导套之间的精密滑动配合确保了压板的上下移动的精度。
18.优选地,所述供气组件包括:主供气块及分别密封扣合在所述主供气块左右两侧的侧供气块。所述主供气块的内部形成在左右方向贯穿所述主供气块的主气舱及开设于所述主供气块顶部并且与所述主气舱导通的多个供气孔。所述每个侧供气块内部开设仅横向朝着一个方向形成的侧气舱。其中一个侧供气块上开设与对应的侧气舱导通的供气口,而其中另一个侧供气块上开设与对应的侧气舱导通的排气口。在上述主供气块及分别密封扣合在所述主供气块左右两侧的侧供气块共同构成的结构中,所述主气舱与两个侧气舱共同形成了一个大的气体腔室。
19.优选地,所述至少一个侧供气块的侧气舱内设置扰流板,设置扰流板可以让从所述供气口进入气体腔室内的高速紊乱的气体被扰流板阻挡而降低流速并且趋于均匀,以便通过上述供气孔输出均匀的气体到差压传感器。
20.优选地,为了方便快速让检测标定完毕的差压传感器脱离供气组件,也就是让差压传感器的进气柱和出气柱从所述供气孔拔出,进而能够将差压传感器从托板取出,在所述底座的托板支撑台的周缘设置弹性顶柱组件,其包括固定在所述托板支撑台上的容纳套及弹性设置在所述容纳套内的顶柱。
21.当在对所述差压传感器检测标定时,所述压板抵顶所述标定板,使得托板下压顶柱,使其退回所述容纳套内;而当对所述差压传感器的检测标定完毕后,则所述压板朝上退回气缸体,此时,被压缩在容纳套内的顶柱朝上回复其原始位置,进而将其上设置的托板顶出去,这样就在弹力作用下,让差压传感器的进气柱和出气柱从所述供气孔拔出,这样就不必由操作人员费力手动去进行拔出操作,并且由于托板在被顶柱顶起来后,所述托板与所述托板支撑台之间形成一定的间隙,便于操作人员容易将托板取出。
22.相对于现有技术,本发明的优势如下:通过将托板放置在底座上比如底座的托板支撑台对应于供气组件的位置,再将需要检测标定的差压传感器逐一摆放在在托板的适当位置,然后将标定板放置在所述托板上,借助可上下运动的压板挤压标定板,使传感器上的针脚与标定板上对应的连接端子接
合而实现所有差压传感器与标定板的电性连接,并且将所有差压传感器与供气组件气密性导通,从而让气体均匀流经每个差压传感器,进而通过标定板对全部传感器进行检测标定。所有差压传感器同时与标定板电性连接,同步由供气组件供气,因此操作效率高,而且提供给每个差压传感器的气体的流速和纯度均匀,这确保了对这些差压传感器的检测标定具有很高的一致性。
23.本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
24.本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:图1为本发明的差压传感器检测标定装置的立体图。
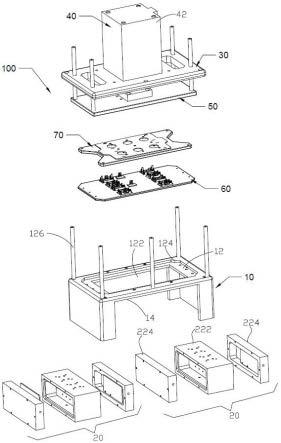
25.图2为图1所示的差压传感器检测标定装置的立体分解图。
26.图3为图2所示的差压传感器检测标定装置的底座的立体图。
27.图4为图2所示的差压传感器检测标定装置的供气组件的立体分解图。
28.图5a为图2所示的差压传感器检测标定装置的托板的立体图。
29.图5b为图2所示的差压传感器检测标定装置的标定板的立体图。
30.图5c为图5b所示的标定板a部位的局部放大图,展示了所述标定板上开设的一组针脚固定孔。
31.图6为图1所示的差压传感器检测标定装置从另一个角度观察的立体图。
32.图7为图1所示的差压传感器检测标定装置的主视图,展示了标定板、托板、差压传感器及底座相互之间的位置及连接关系。
具体实施方式
33.下面详细描述本发明的实施例,所述实施例的实例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是实例性的,仅用于解释本发明而不能解释为对本发明的限制。
34.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本发明的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件和/或组件,但是并不排排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”或“耦接”到另一元件时,它可以直接连接或耦接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”或“耦接”可以包括无线连接或无线耦接。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
35.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语),具有与本发明所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样被特定定义,否则不会用理想化或过于正式的含义
来解释。
36.在本发明的一个实施例中,参考图1-7,一种差压传感器检测标定装置100包括:底座10;设置在所述底座10内的供气组件20;设置在所述底座10上的托板60;设置在所述托板60上的标定板70;及可上下运动以便将所述标定板70、托板60朝着所述底座10挤压的压板50;所述压板50设置成:当将待检测标定的差压传感器80放置到所述托板60后,通过所述压板50的挤压促使所述差压传感器80与所述标定板70电性连接,并且与所述供气组件20气密性导通。
37.在上述实施例中,通过将托板放置在底座上比如底座的托板支撑台对应于供气组件的位置,再将需要检测标定的差压传感器逐一摆放在在托板的适当位置,然后将标定板放置在所述托板上,借助可以上下运动的压板朝着底座的方向挤压标定板,使得每个传感器上的针脚与标定板上对应的连接端子接合而实现所有差压传感器与标定板的电性连接,并且同时将所有差压传感器与供气组件气密性导通,从而让气体同时均匀流经每个差压传感器,进而通过标定板对全部传感器进行检测标定。在这种检测标定方式,所有差压传感器同时与标定板电性连接,同步由供气组件供气,因此不仅操作效率高,而且由同一个供气组件给全部的差压传感器供气,因此提供给每个差压传感器的气体的流速和纯度均匀,这确保了对这些差压传感器的检测标定具有很高的一致性。
38.换句话说,在本发明中,采用单独的一个托板、压板和标定板、底座及供气组件共同组成的综合装置对多个差压传感器进行检测标定操作,因此不必像现有技术那样,针对单个传感器采用单独的夹具操作,因此操作效率高,产品的检测标定一致性高。
39.在一个实施例中,优选地,所述底座10的底部形成空腔14,顶部形成具有开口122的托板支撑台12,所述开口122与所述空腔14贯通;所述供气组件20设置在所述空腔14内,所述托板60设置在所述托板支撑台12上。由于供气组件20设置在所述空腔14内,而所述空腔14与所述开口122贯通,因此,可以方便地让所述托板60上的待检测标定的差压传感器80穿过所述开口122而与所述供气组件20气密性导通。
40.优选地,进一步参考图5a,所述托板60上开设多个差压传感器安置井62,用于将对应的差压传感器80设置在内。具体来说,所述每个差压传感器80具有位于其自身底部的进气柱84和出气柱86及位于其自身顶部的针脚82,所述进气柱84上设有与所述差压传感器80的内部腔室导通的进气孔(图未示),而所述出气柱86上设有与所述差压传感器80的内部腔室导通的出气孔(图未示)。所述每个进气孔和出气孔均用于与所述供气组件20导通,以便让气体从所述供气组件20进入差压传感器80内部的腔室内,然后又从出气孔流出进入供气组件20,从而实现了气体在差压传感器与供气组件之间的循环。
41.所述每个差压传感器安置井62的内壁(未标号)上形成至少一个台阶部622,以便将对应的差压传感器80搁置在所述至少一个台阶部622上,这样就将差压传感器80放置在所述差压传感器安置井62,同时让差压传感器80的其余未搁置在台阶部622的部位(进气柱84和出气柱86)从所述差压传感器安置井62裸露到所述托板60的底部。这样,一方面可以将差压传感器80活动搁置在托板60上,又可以让差压传感器80的进气柱84和出气柱86从所述差压传感器安置井62露出到托板60的底部,这样便于进气柱84和出气柱86与所述供气组件
20之间的气密性导通连接。
42.优选地,参考图5b-5c,所述标定板70上开设有与所述差压传感器安置井62对应的针脚固定孔72。当将待检测标定的差压传感器80放置到所述托板60后,通过所述压板50的挤压促使所述差压传感器80顶部的针脚82紧密插入所述标定板70上的对应的针脚固定孔72内,从而使得所述针脚82与所述标定板70上的电路板(图未示)电性连接。
43.优选地,所述底座10的托板支撑台12周缘形成环形限位壁124,以便将所述托板60限制在所述环形限位壁124所限定的环形区域内。这样,当所述压板50朝下运动以便朝着所述托板支撑台12挤压所述标定板70和托板60时,所述托板60不会横向产生偏移,进而避免导致因为标定板70和托板60的横向偏移而导致待检测标定的差压传感器80的针脚82无法准确插入所述标定板70对应的针脚固定孔72内,也避免了差压传感器80的进气柱84和出气柱86无法精确插入所述供气组件20内。
44.优选地,所述底座10的托板支撑台12的四周朝上设置支撑柱126;所述支撑柱126的顶部支撑着安装板30;所述安装板30上设置气缸40,所述气缸40包括安装在所述安装板30上的气缸体42及从所述气缸体42的底部伸出的推杆44,所述推杆44上安装连接块46,而所述连接块46与所述压板50固定。当所述气缸40受到外部驱动系统控制时,将会驱动所述推杆44上下运动,从而带动压板50一起上下运动,进而实现对标定板70和托板60的朝下的挤压动作。
45.进一步优选地,所述压板50的底面设置压柱54;所述标定板70上开设有与所述压柱54对应的让位坑74。当所述压板50朝下运动时,压板50上的压柱54会抵顶所述标定板70,从而促使差压传感器80上的针脚82紧密插入所述针脚固定孔72内,从而使得所述针脚82与所述标定板70上的电路板(图未示)电性连接。由于所述压柱54与所述压板50的底部之间隔开一定距离,并且所述压柱54抵顶在所述标定板70上的针脚82之外的位置,因此避免压板50将从所述标定板70的顶面伸出的针脚82压坏。
46.优选地,为了实现压板50上下运动时维持其运动方向精准(竖直方向),以避免或减弱方向精度不够导致的托板60在底座10的托板支撑台12上的横向偏移,可以在所述压板50的边缘设置多个比如4个导柱52,而所述安装板30上的对应部位则设置导套(未标号)。通过导柱52与导套之间的精密滑动配合确保了压板50的上下移动的精度。
47.优选地,所述供气组件20包括:主供气块222及分别密封扣合在所述主供气块222左右两侧的侧供气块224。所述主供气块222的内部形成在左右方向贯穿所述主供气块222的主气舱2222及开设于所述主供气块222顶部并且与所述主气舱2222导通的多个供气孔2224。所述每个侧供气块224内部开设仅横向朝着一个方向形成的侧气舱2242。其中一个侧供气块224上开设与对应的侧气舱2242导通的供气口2244,而其中另一个侧供气块224上开设与对应的侧气舱2242导通的排气口2241。在上述主供气块222及分别密封扣合在所述主供气块222左右两侧的侧供气块224共同构成的结构中,所述主气舱2222与两个侧气舱2242共同形成了一个大的气体腔室。
48.优选地,所述至少一个侧供气块224的侧气舱2242内设置扰流板2246,设置扰流板2246可以让从所述供气口2244进入气体腔室内的高速紊乱的气体被扰流板2246阻挡而降低流速并且趋于均匀,以便通过上述供气孔2224输出均匀的气体到差压传感器80。
49.优选地,为了方便快速让检测标定完毕的差压传感器80脱离供气组件20,也就是
让差压传感器80的进气柱84和出气柱86从所述供气孔2224拔出,进而能够将差压传感器80从托板60取出,在所述底座10的托板支撑台12的周缘设置弹性顶柱组件128,其包括固定在所述托板支撑台12上的容纳套1282及弹性设置在所述容纳套1282内的顶柱1284。
50.当在对所述差压传感器80检测标定时,所述压板50抵顶所述标定板70,使得托板60下压顶柱1284,使其退回所述容纳套1282内;而当对所述差压传感器80的检测标定完毕后,则所述压板朝上退回气缸体42,此时,被压缩在容纳套1282内的顶柱1284朝上回复其原始位置,进而将其上设置的托板60顶出去,这样就在弹力作用下,让差压传感器80的进气柱84和出气柱86从所述供气孔2224拔出,这样就不必由操作人员费力手动去进行拔出操作,并且由于托板60在被顶柱1284顶起来后,所述托板60与所述托板支撑台12之间形成一定的间隙,便于操作人员容易将托板60取出。
51.下面详细描述本发明提供的差压传感器检测标定装置100的工作过程。
52.首先,操作员将需要检测标定的多个差压传感器80逐一放置在托板60的传感器安置孔62中,同时将标定板70放置在托板60的上方,然后将托板60与标定板70的组合连同放置在托板60上的多个差压传感器80搁置在底座10的托板支撑台12上(由弹性顶柱组件128支撑),气缸40在外部控制系统(图未示)的控制下,驱动推杆44朝下运动,进而带动压板30向下移动,此时弹性顶柱组件128的弹性顶柱1284逐渐退回容纳套1282内,进而将每个差压传感器80的针脚82紧密插入标定板70上对应的针脚固定孔72内,从而实现每个差压传感器80与标定板70之间的电性连接,随后,压板30继续下压,促使弹性顶柱1284最终完全退回容纳套1282内,而每个差压传感器80的进气柱84和出气柱86则相应气密性插入供气组件20的主供气块222顶部对应的供气孔2224内,从而实现了每个差压传感器80与供气组件20的气密性导通,接下来,外部驱动泵(图未示)将气体从其中一个侧供气块224的供气口2244输入所述侧供气块224内,经过扰流板2246的扰流作用和过滤作用,进一步去除了气体中的杂质,保证了气体的纯度,同时扰流作用进一步让气体流动更加平缓均匀,避免产生激流而影响检测标定结果。气体经过滤和扰流后,进入主供气块222的主气舱2222内,然后气体从供气孔2224及进气柱84进入相应的差压传感器80内,然后从出气柱86及相应的另一个供气孔2224再次回流到主气舱2222内,然后气体从另一个侧供气块224的排气口2241流出去。
53.在气体流经差压传感器80的过程中,传感器80内的测温元件(热敏电阻)和加热元件的相应阻值变化,通过与传感器80电性连接的标定板70及对应的外部控制系统来对传感器80进行检测标定,由于检测标定本身的过程是业界众所周知,因此在此不再赘述其详细检测标定过程。
54.当气体从另一个侧供气块224的排气口2241流出去之后,气缸40受到外部控制而驱动推杆44朝上缩回去,在弹性顶柱组件128的弹性推压作用下,差压传感器80的两个进气柱84和出气柱86脱离相应的供气孔2224,并且托板60与托板支撑台12之间隔开一定距离,从而方便操作者将托板60从底座10上取下。
55.在上述实施例中,通过将托板放置在底座上比如底座的托板支撑台对应于供气组件的位置,再将需要检测标定的差压传感器逐一摆放在在托板的适当位置,然后将标定板放置在所述托板上,借助可以上下运动的压板朝着底座的方向挤压标定板,使得每个传感器上的针脚与标定板上对应的连接端子接合而实现所有差压传感器与标定板的电性连接,并且同时将所有差压传感器与供气组件气密性导通,从而让气体同时均匀流经每个差压传
感器,进而通过标定板对全部传感器进行检测标定。在这种检测标定方式,所有差压传感器同时与标定板电性连接,同步由供气组件供气,因此不仅操作效率高,而且由同一个供气组件给全部的差压传感器供气,因此提供给每个差压传感器的气体的流速和纯度均匀,这确保了对这些差压传感器的检测标定具有很高的一致性。
56.本技术领域技术人员可以理解,本技术中已经讨论过的各种操作、方法、流程中的步骤、措施、方案可以被交替、更改、组合或删除。进一步地,具有本技术中已经讨论过的各种操作、方法、流程中的其他步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。进一步地,现有技术中的具有与本技术中公开的各种操作、方法、流程中的步骤、措施、方案也可以被交替、更改、重排、分解、组合或删除。
57.以上所述仅是本技术的部分实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1